
一种预充式注射器扭杆系统.pdf

白真****ng

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种预充式注射器扭杆系统.pdf
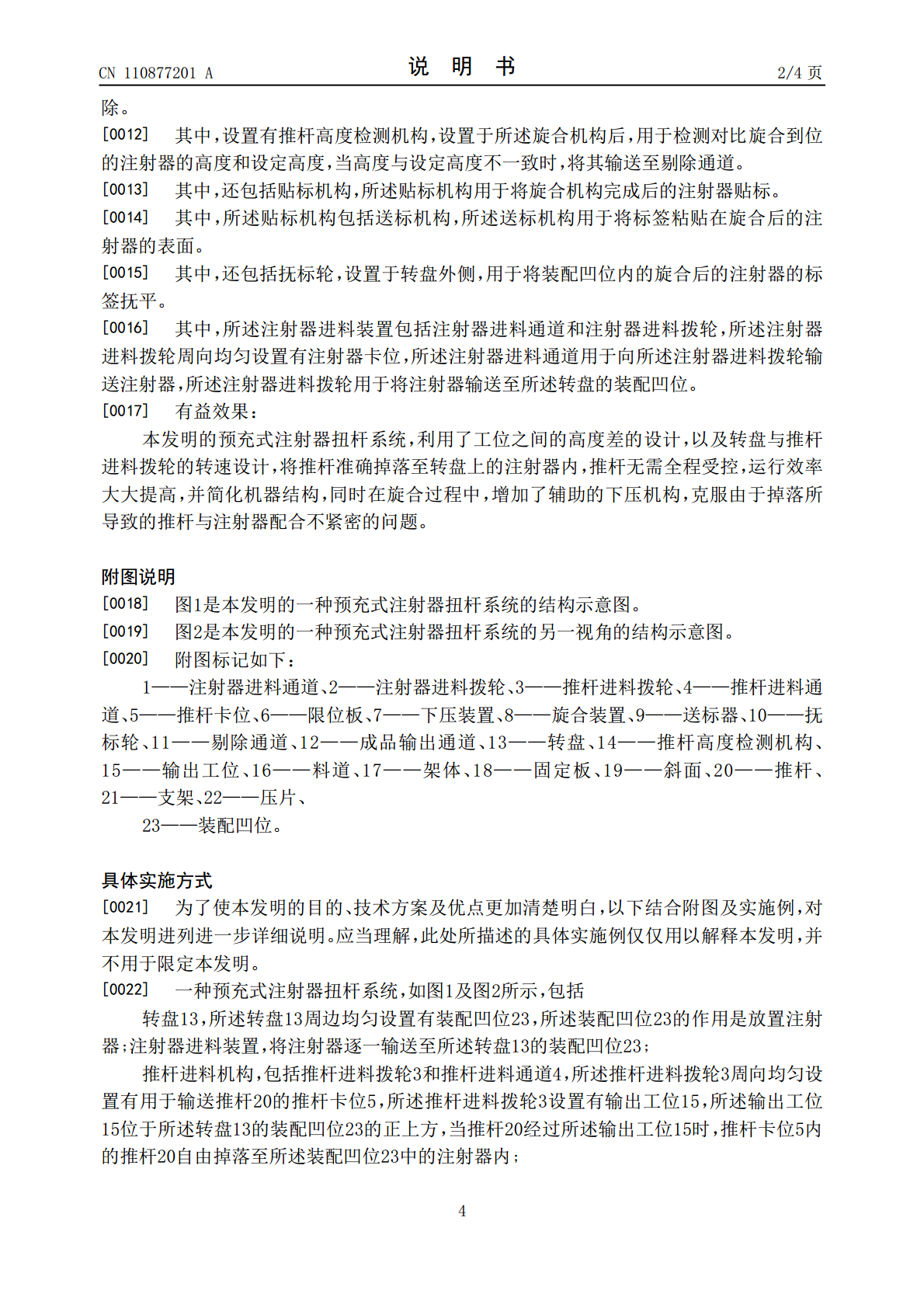
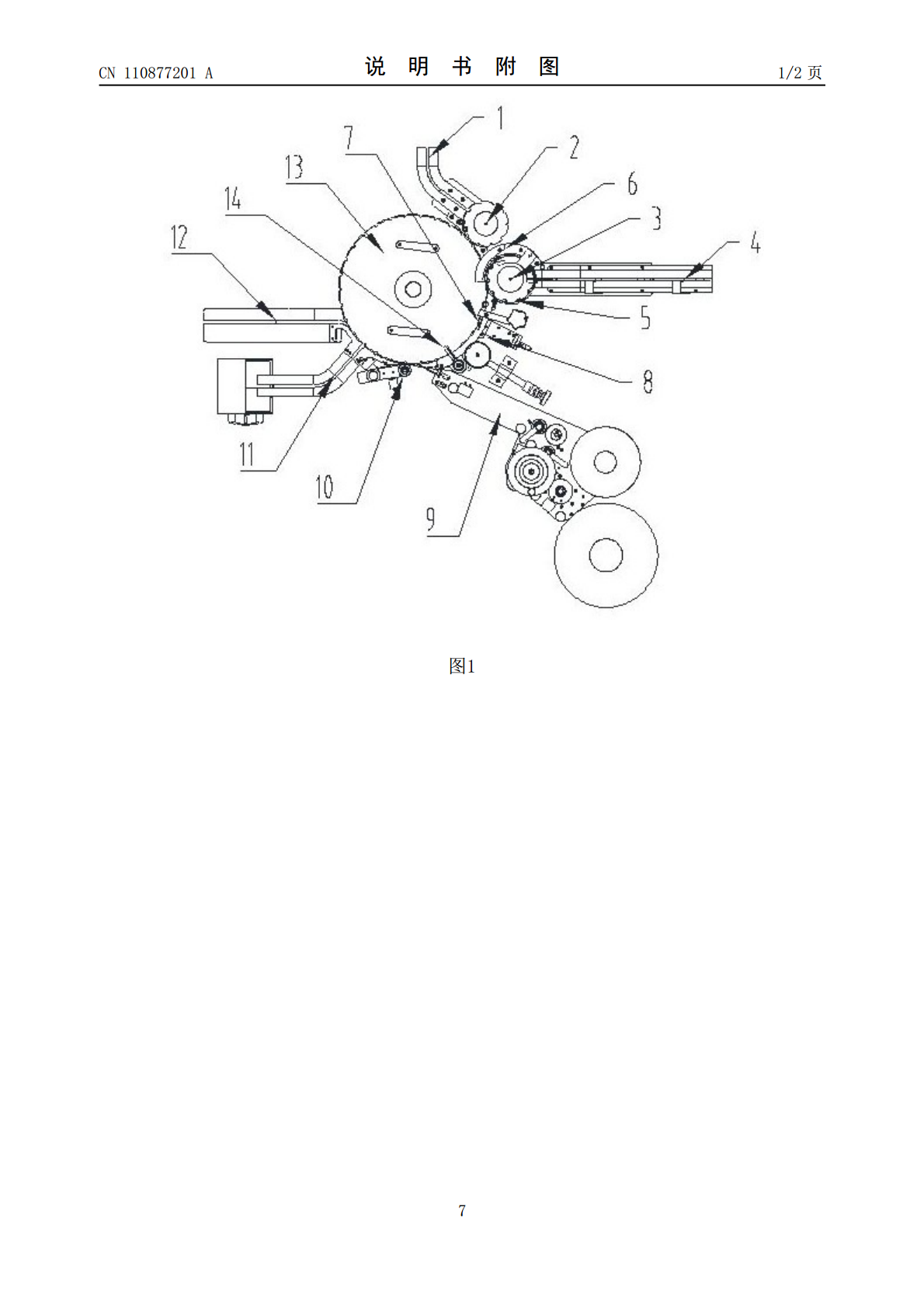
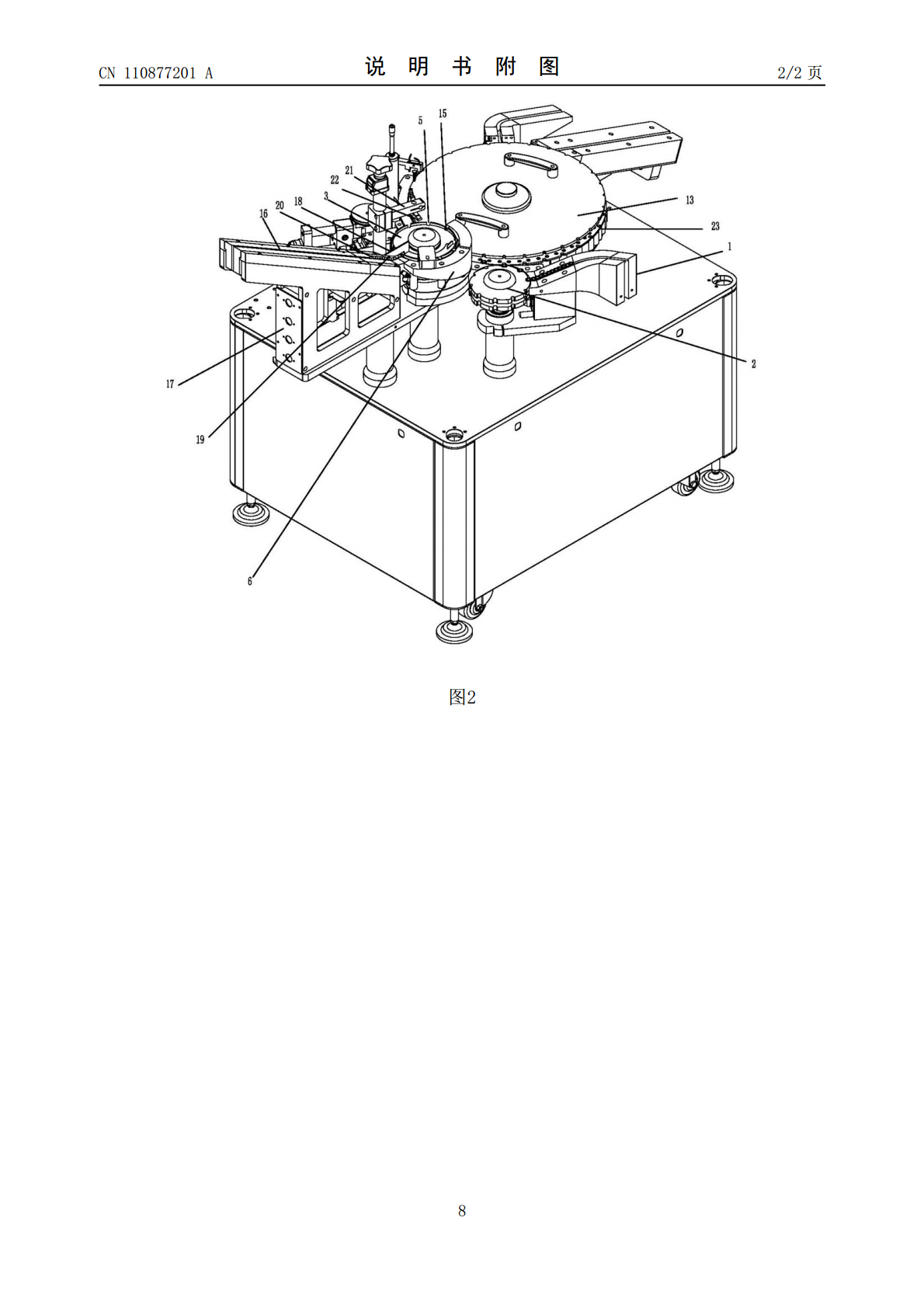
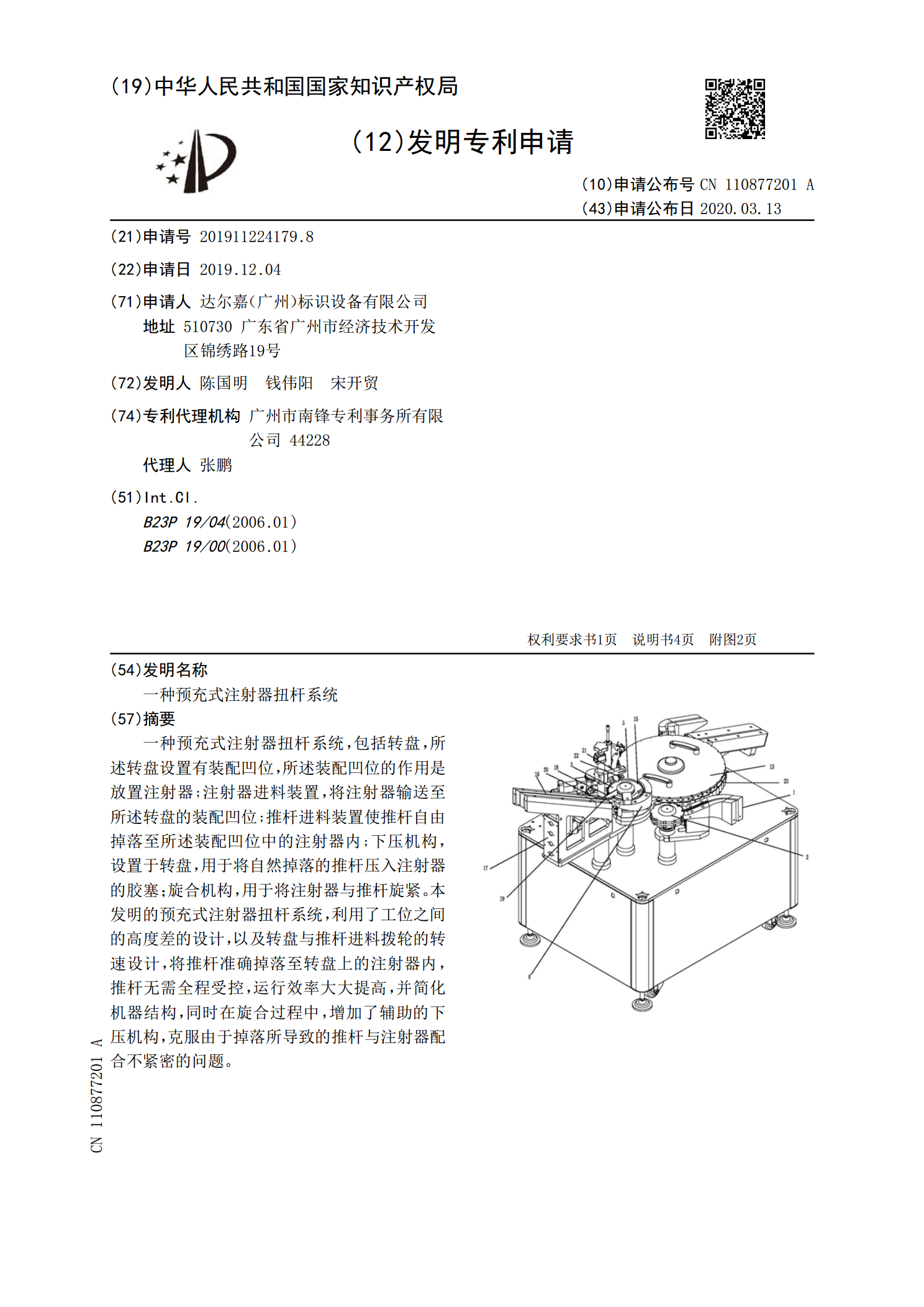
一种预充式注射器扭杆系统,包括转盘,所述转盘设置有装配凹位,所述装配凹位的作用是放置注射器﹔注射器进料装置,将注射器输送至所述转盘的装配凹位﹔推杆进料装置使推杆自由掉落至所述装配凹位中的注射器内﹔下压机构,设置于转盘,用于将自然掉落的推杆压入注射器的胶塞;旋合机构,用于将注射器与推杆旋紧。本发明的预充式注射器扭杆系统,利用了工位之间的高度差的设计,以及转盘与推杆进料拨轮的转速设计,将推杆准确掉落至转盘上的注射器内,推杆无需全程受控,运行效率大大提高,并简化机器结构,同时在旋合过程中,增加了辅助的下压机构,
一种预充式注射器联动线灌装系统.pdf
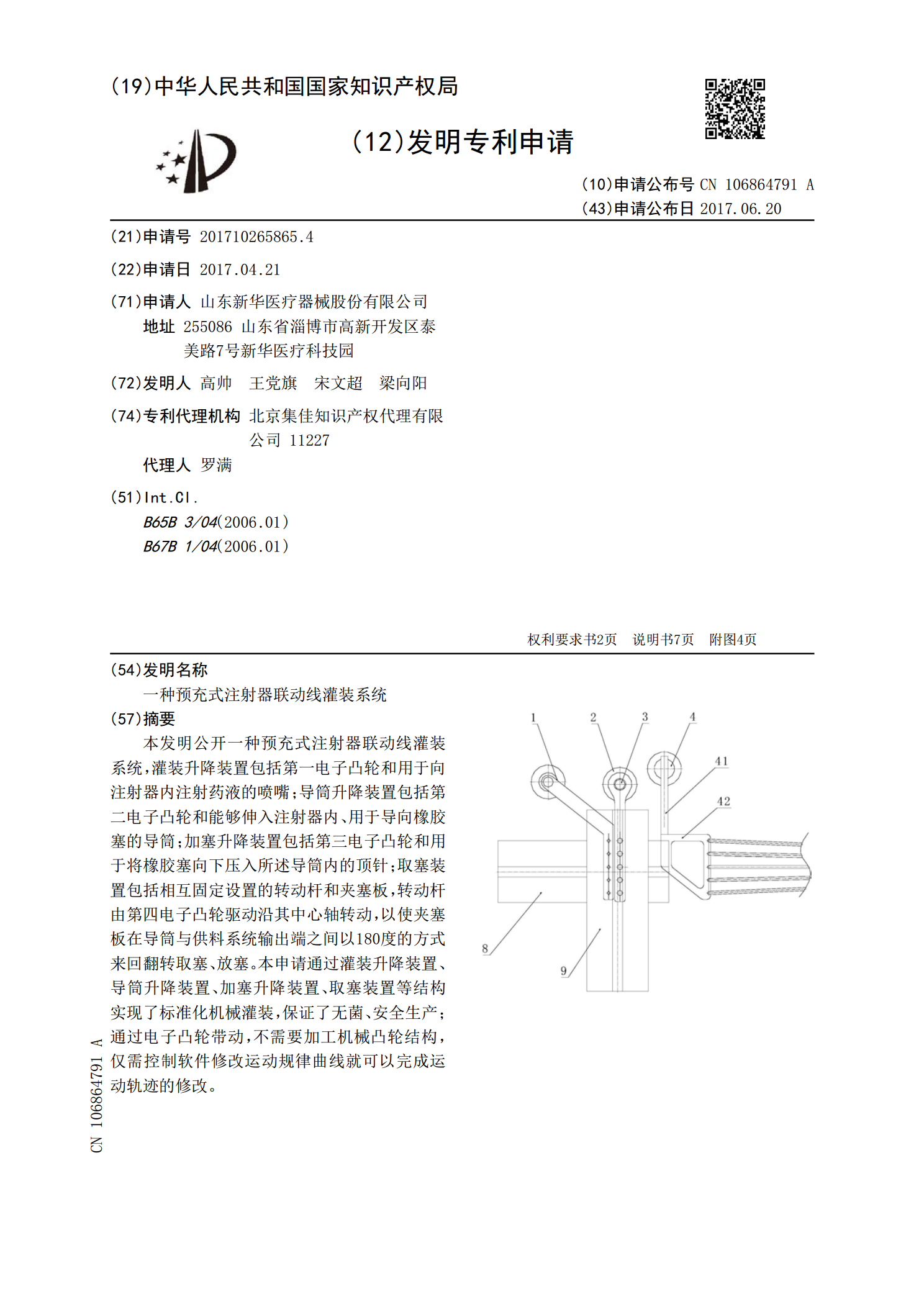
本发明公开一种预充式注射器联动线灌装系统,灌装升降装置包括第一电子凸轮和用于向注射器内注射药液的喷嘴;导筒升降装置包括第二电子凸轮和能够伸入注射器内、用于导向橡胶塞的导筒;加塞升降装置包括第三电子凸轮和用于将橡胶塞向下压入所述导筒内的顶针;取塞装置包括相互固定设置的转动杆和夹塞板,转动杆由第四电子凸轮驱动沿其中心轴转动,以使夹塞板在导筒与供料系统输出端之间以180度的方式来回翻转取塞、放塞。本申请通过灌装升降装置、导筒升降装置、加塞升降装置、取塞装置等结构实现了标准化机械灌装,保证了无菌、安全生产;通过电
一种新型预充式注射器.pdf
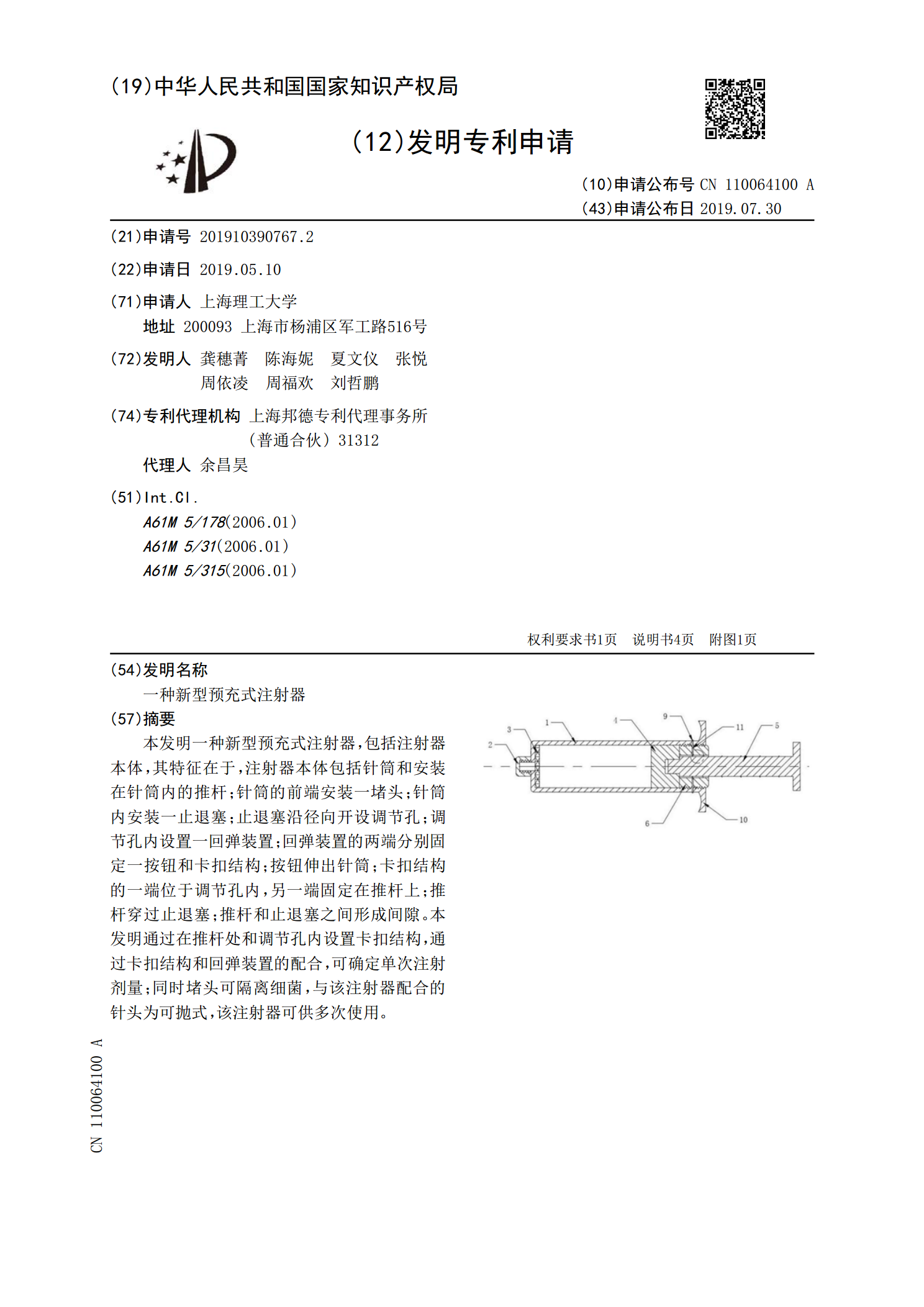
本发明一种新型预充式注射器,包括注射器本体,其特征在于,注射器本体包括针筒和安装在针筒内的推杆;针筒的前端安装一堵头;针筒内安装一止退塞;止退塞沿径向开设调节孔;调节孔内设置一回弹装置;回弹装置的两端分别固定一按钮和卡扣结构;按钮伸出针筒;卡扣结构的一端位于调节孔内,另一端固定在推杆上;推杆穿过止退塞;推杆和止退塞之间形成间隙。本发明通过在推杆处和调节孔内设置卡扣结构,通过卡扣结构和回弹装置的配合,可确定单次注射剂量;同时堵头可隔离细菌,与该注射器配合的针头为可抛式,该注射器可供多次使用。
预充式蜂毒注射器.pdf
本发明的预充式蜂毒注射器,旨在创造一种操作简便且保证安全注射剂量的一种精准的注射器。按疗程需要而预先定制一个疗程内的所有蜂毒针剂,包括蜂毒皮试针剂和其他不同剂量的蜂毒针剂,从而有利于用蜂毒治疗风湿性关节炎、类风湿性关节炎、强直性脊柱炎及神经炎等多种病症。并且它还可治疗痛风、神经衰弱、坐骨神经痛、颈椎病、腰椎间盘病变、三叉神经痛、偏头痛、骨关节疼、下肢慢性溃疡、附件炎、盆腔炎、失眠、落枕、挫伤、癌性疼痛等。根据中医“适量为药,过量为毒”的理论,蜂毒虽为毒素,实为良药,而且是一种难得的良药。
一种预充针注射器自动插杆装置.pdf
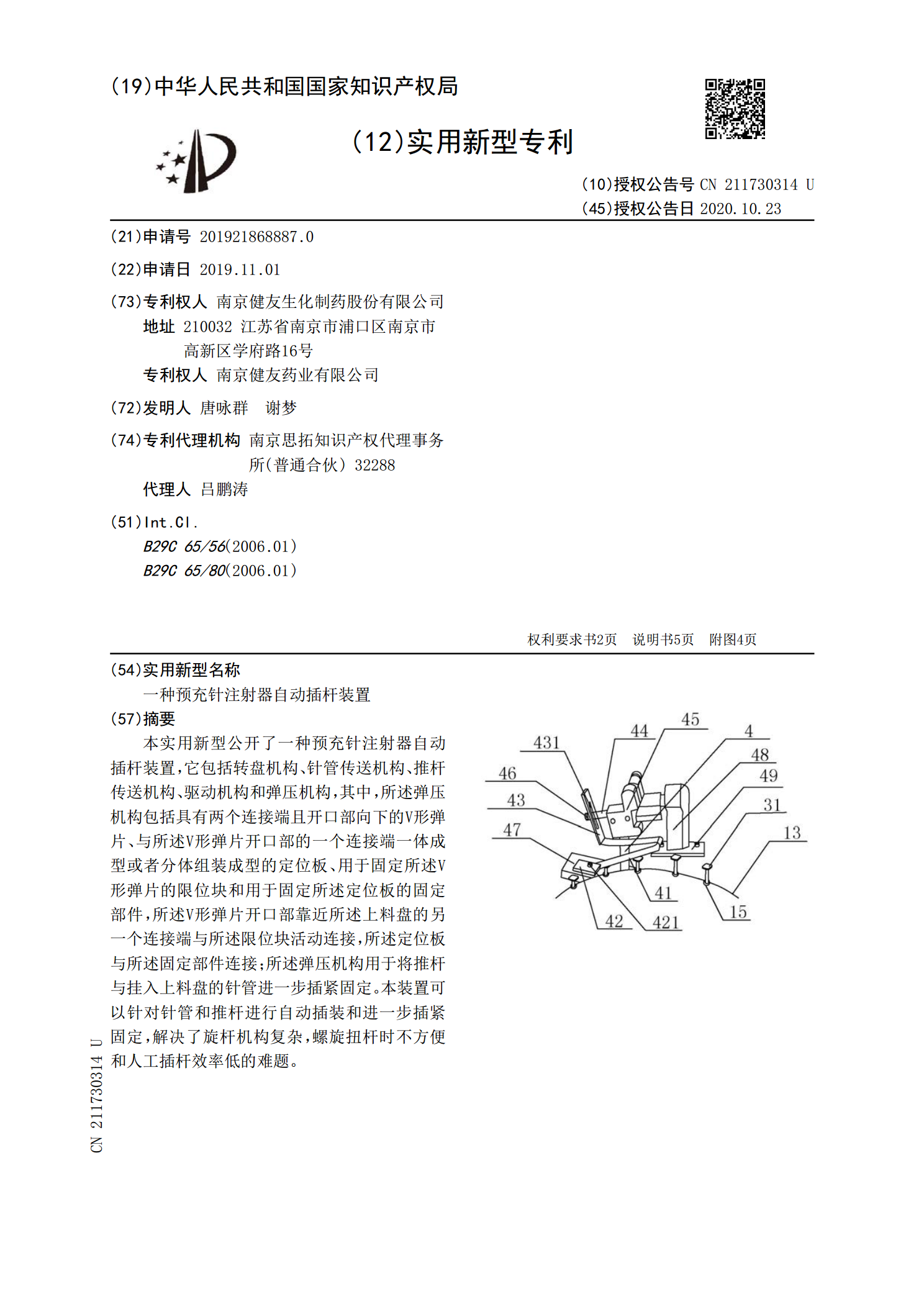
本实用新型公开了一种预充针注射器自动插杆装置,它包括转盘机构、针管传送机构、推杆传送机构、驱动机构和弹压机构,其中,所述弹压机构包括具有两个连接端且开口部向下的V形弹片、与所述V形弹片开口部的一个连接端一体成型或者分体组装成型的定位板、用于固定所述V形弹片的限位块和用于固定所述定位板的固定部件,所述V形弹片开口部靠近所述上料盘的另一个连接端与所述限位块活动连接,所述定位板与所述固定部件连接;所述弹压机构用于将推杆与挂入上料盘的针管进一步插紧固定。本装置可以针对针管和推杆进行自动插装和进一步插紧固定,解决了