
一种汽轮机叶片材料抗水蚀性能测试及评价方法.pdf

书錦****by

1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽轮机叶片材料抗水蚀性能测试及评价方法.pdf
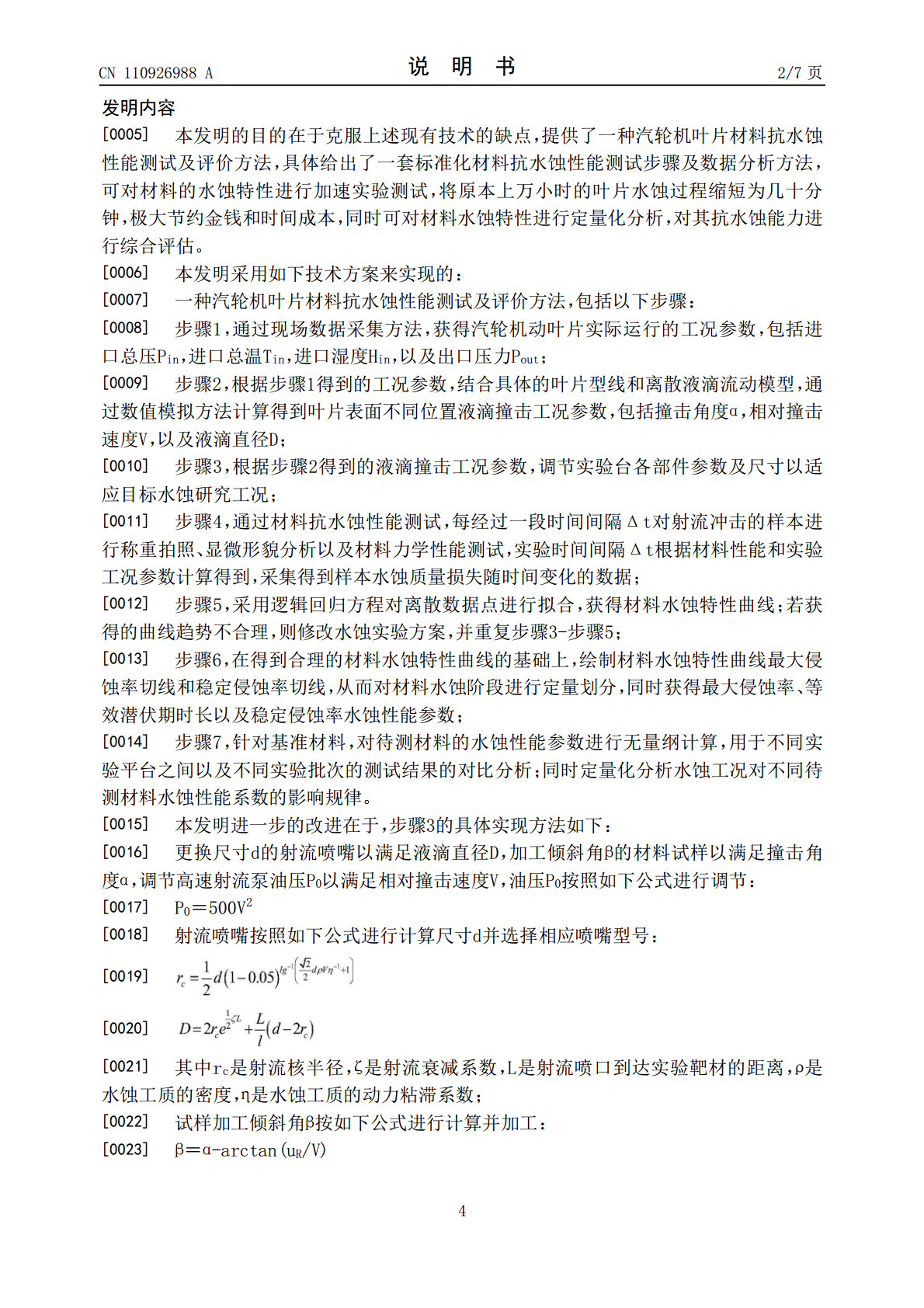
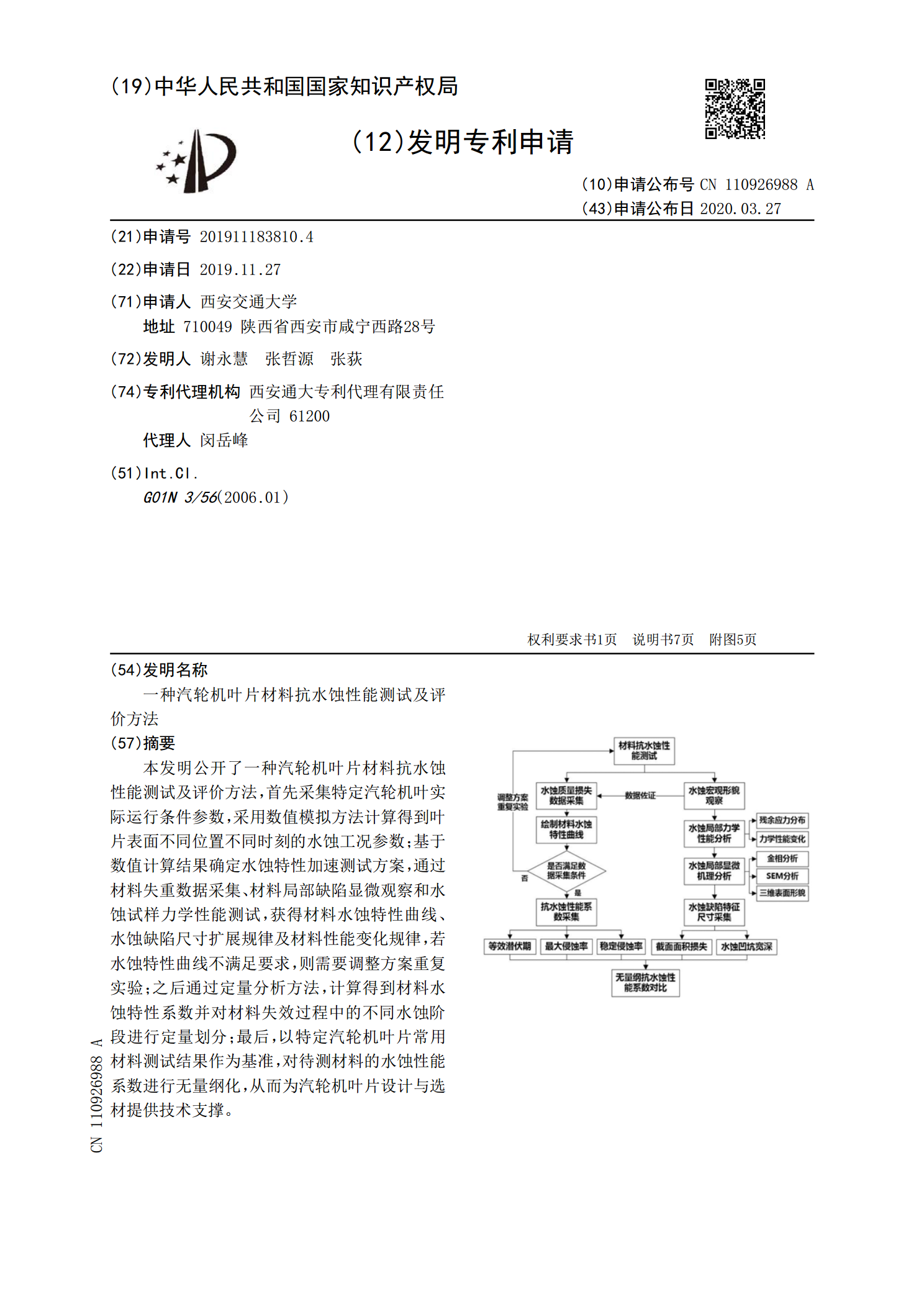
本发明公开了一种汽轮机叶片材料抗水蚀性能测试及评价方法,首先采集特定汽轮机叶实际运行条件参数,采用数值模拟方法计算得到叶片表面不同位置不同时刻的水蚀工况参数;基于数值计算结果确定水蚀特性加速测试方案,通过材料失重数据采集、材料局部缺陷显微观察和水蚀试样力学性能测试,获得材料水蚀特性曲线、水蚀缺陷尺寸扩展规律及材料性能变化规律,若水蚀特性曲线不满足要求,则需要调整方案重复实验;之后通过定量分析方法,计算得到材料水蚀特性系数并对材料失效过程中的不同水蚀阶段进行定量划分;最后,以特定汽轮机叶片常用材料测试结果作

一种定制化的汽轮机叶片表面抗水蚀性能强化方法.pdf
本发明公开了一种定制化的汽轮机叶片表面抗水蚀性能强化方法,具体步骤如下:步骤S1:对待优化叶片进行叶片表面侵蚀特征数据分析,得到预测待优化叶片表面的水蚀多发区域;步骤S2:设计相应的表面防水蚀结构,并通过水蚀特性测试筛选有效的防水蚀结构;步骤S3:根据步骤S1的水蚀多发区域选择针对性的防水蚀结构。采用上述一种定制化的汽轮机叶片表面抗水蚀性能强化方法,通过模拟预测出水蚀多发区域,对叶片表面水蚀损伤多发区域针对性布置抗水蚀性能测试筛选出的防水蚀结构,提升叶片的抗水蚀能力,同时更具有针对性,仅在局部区域少量布置

材料抗水蚀性能测试方法及装置.pdf
本发明提供了一种材料抗水蚀性能测试方法及装置,所述装置包括水箱、水泵、高温高压锅炉、测试台水槽以及测试台;水泵通过低压水管与水箱相连接,高温高压锅炉内部设有高压水盘管,其入口端通过高压水管与水泵相连接,出口端与高温高压喷水管相连接;测试台通过转轴可转动地安装于测试台水槽内,测试台在周缘上具有至少一对在径向上对称设置的平台,用于固定测试样品;高温高压喷水管朝向测试台,用于向平台上的测试样品喷射高温高压的水或蒸汽。本发明可以近似模拟汽轮机叶片运行过程中高温高压的水或蒸汽高速冲击的实际工况,用于研究水滴或硬质颗
一种汽轮机叶片防水蚀的方法.pdf
本发明公开了一种汽轮机叶片防水蚀的方法,包括超音速电弧喷涂的工艺步骤,在喷涂处理之前,对汽轮机叶片进行喷丸处理,具体包括以下步骤:a、表面预处理:对汽轮机叶片表面的杂物进行清理;b、喷丸:用超声喷丸机喷射弹丸对汽轮机叶片的表面进行超声喷丸处理;c、喷涂:喷丸处理后,采用超音速电弧喷涂设备,对喷丸处理后的汽轮机叶片喷涂HDS‑88A涂层,厚度为0.6‑0.8mm。该方法在对汽轮机叶片表面采用超音速电弧喷涂之前,先对叶片进行超声喷丸处理,既可提高叶片表面的强度、耐侵蚀性和耐磨性,还可以增加叶片表面的粗糙度,使

一种耐水蚀汽轮机叶片及其制备方法.pdf
本发明公开了一种耐水蚀汽轮机叶片及其制备方法,涉及汽轮机叶片技术领域,包括叶根、叶身和叶冠,所述叶根、叶身和叶冠依次固定连接,所述叶身包括内圆弧面和外圆弧面,所述叶身上开设有至少两排导水孔,所述叶身在外圆弧面对应每排导水孔均设有挡水板,所述挡水板一端与叶根连接,另一端与叶冠连接。