
抽油杆连续全包覆生产线及其包覆方法.pdf

雨巷****凝海

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
抽油杆连续全包覆生产线及其包覆方法.pdf
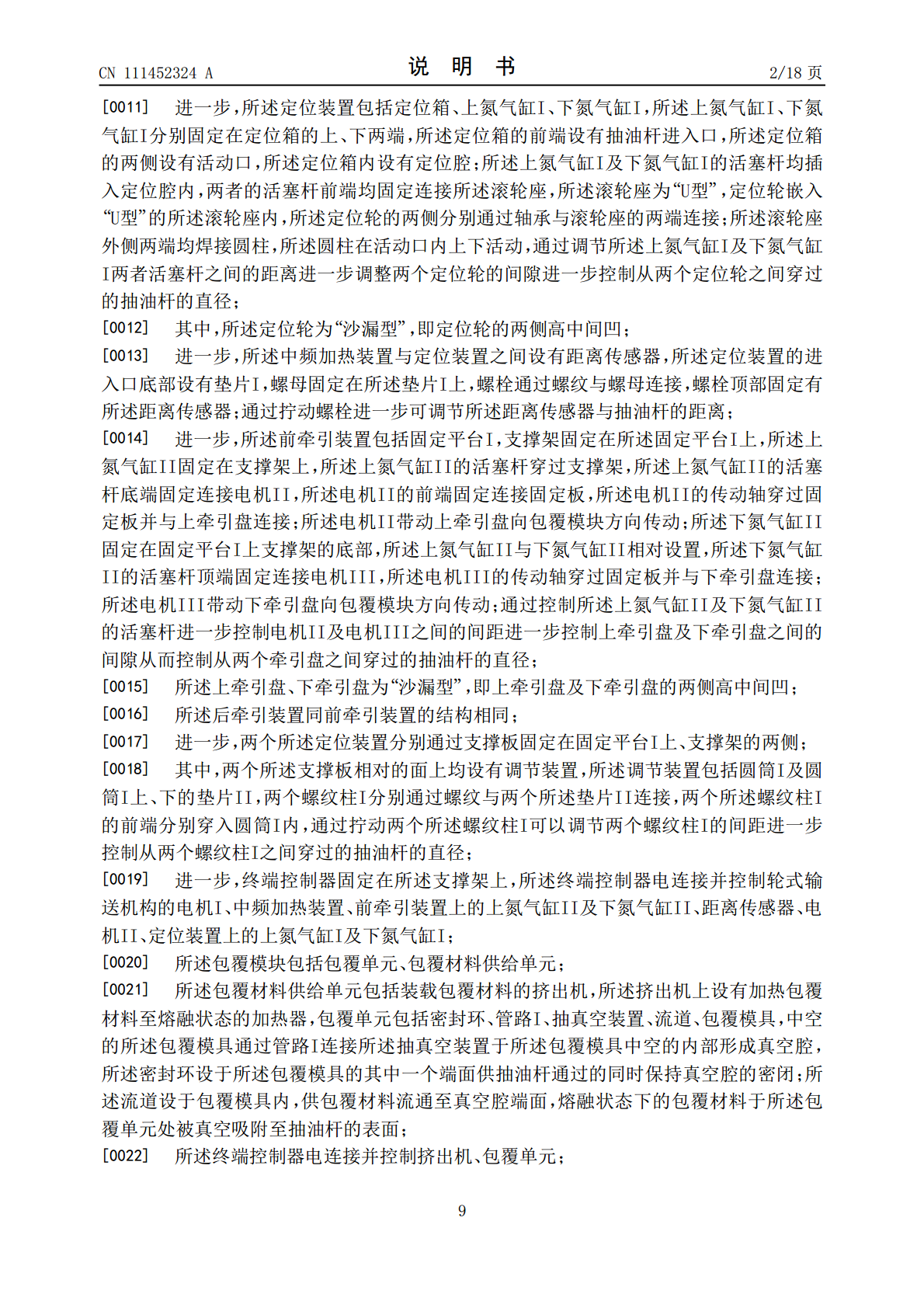
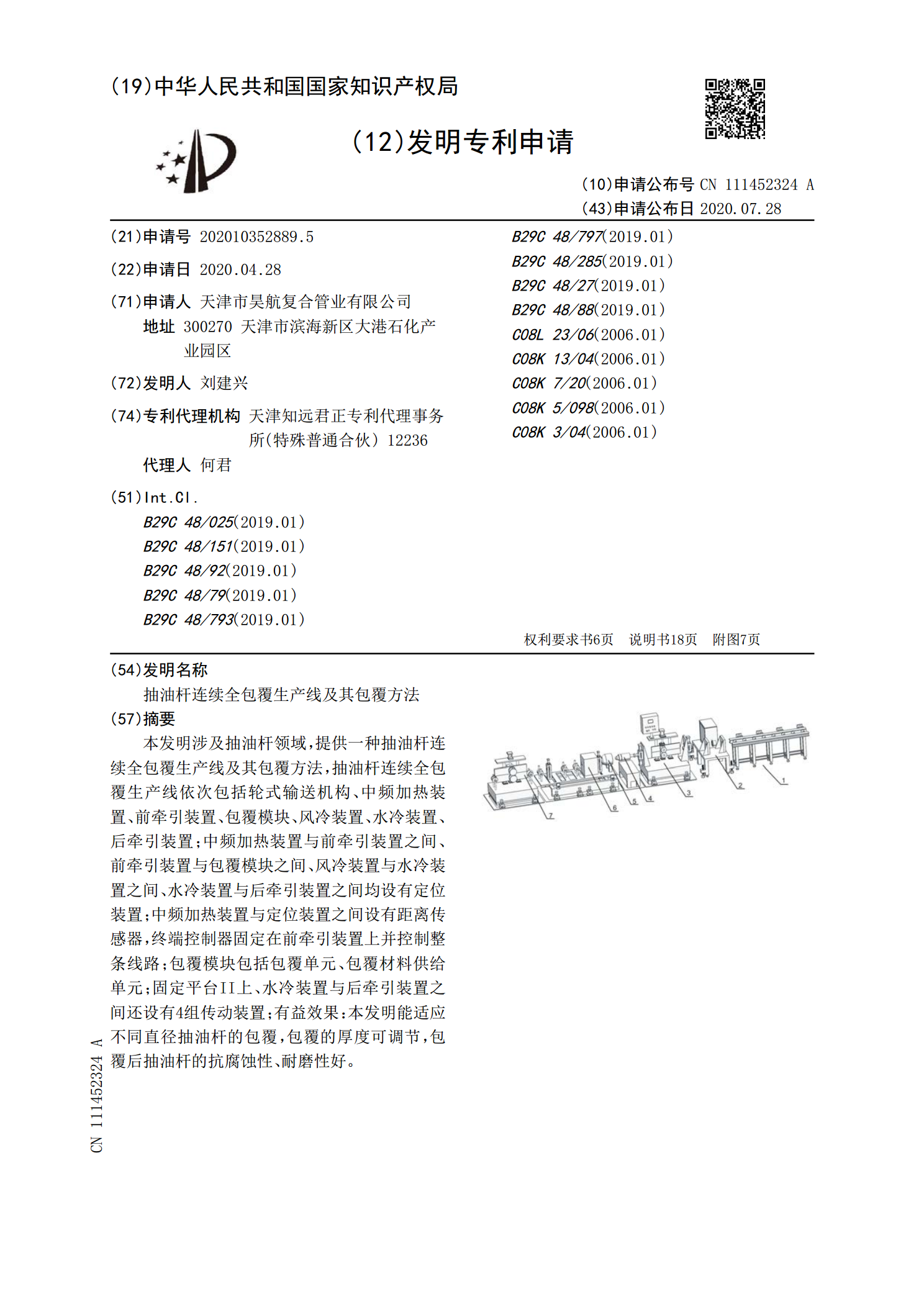
本发明涉及抽油杆领域,提供一种抽油杆连续全包覆生产线及其包覆方法,抽油杆连续全包覆生产线依次包括轮式输送机构、中频加热装置、前牵引装置、包覆模块、风冷装置、水冷装置、后牵引装置;中频加热装置与前牵引装置之间、前牵引装置与包覆模块之间、风冷装置与水冷装置之间、水冷装置与后牵引装置之间均设有定位装置;中频加热装置与定位装置之间设有距离传感器,终端控制器固定在前牵引装置上并控制整条线路;包覆模块包括包覆单元、包覆材料供给单元;固定平台II上、水冷装置与后牵引装置之间还设有4组传动装置;有益效果:本发明能适应不同
一种制造全包覆抽油杆的方法.pdf
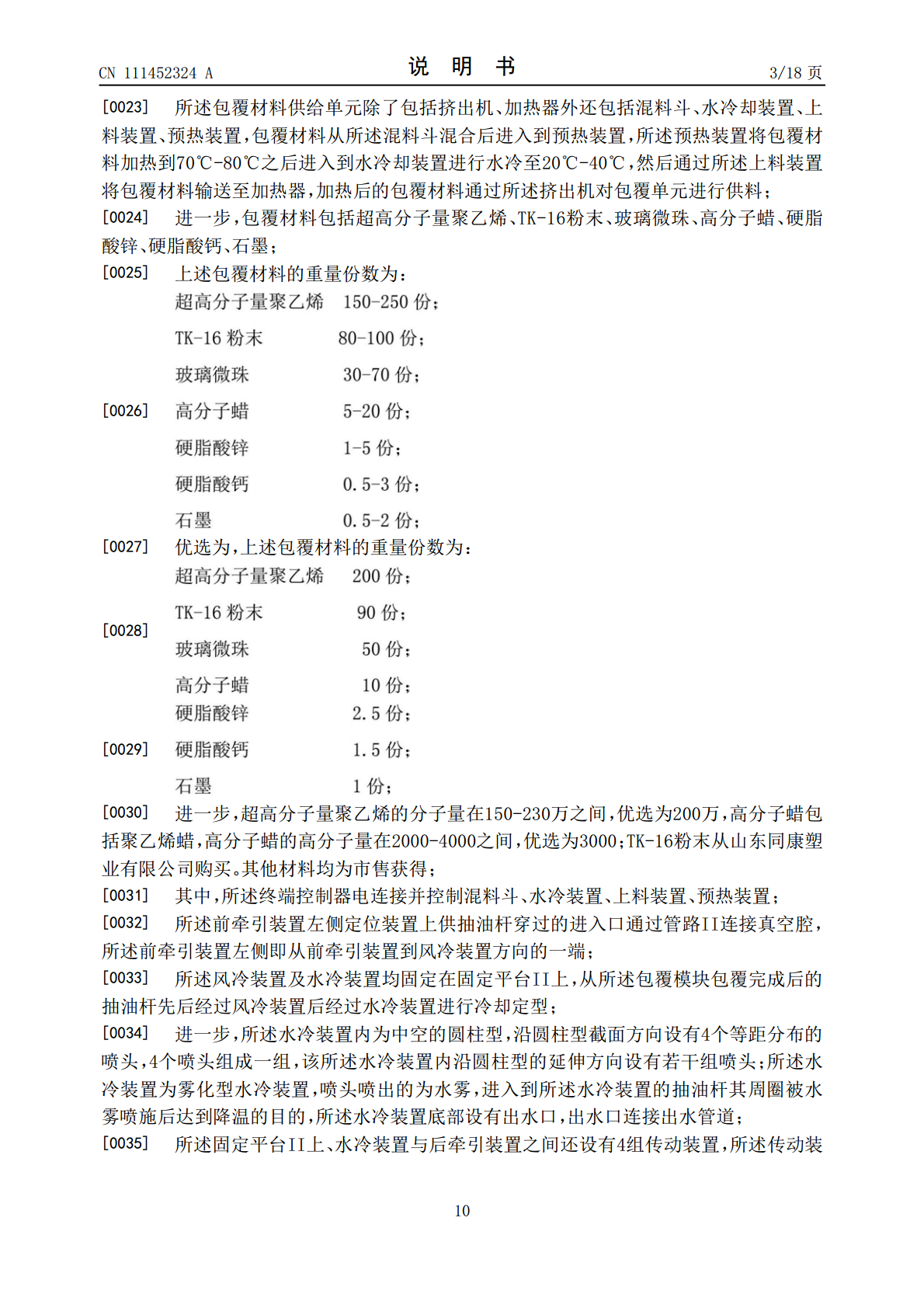
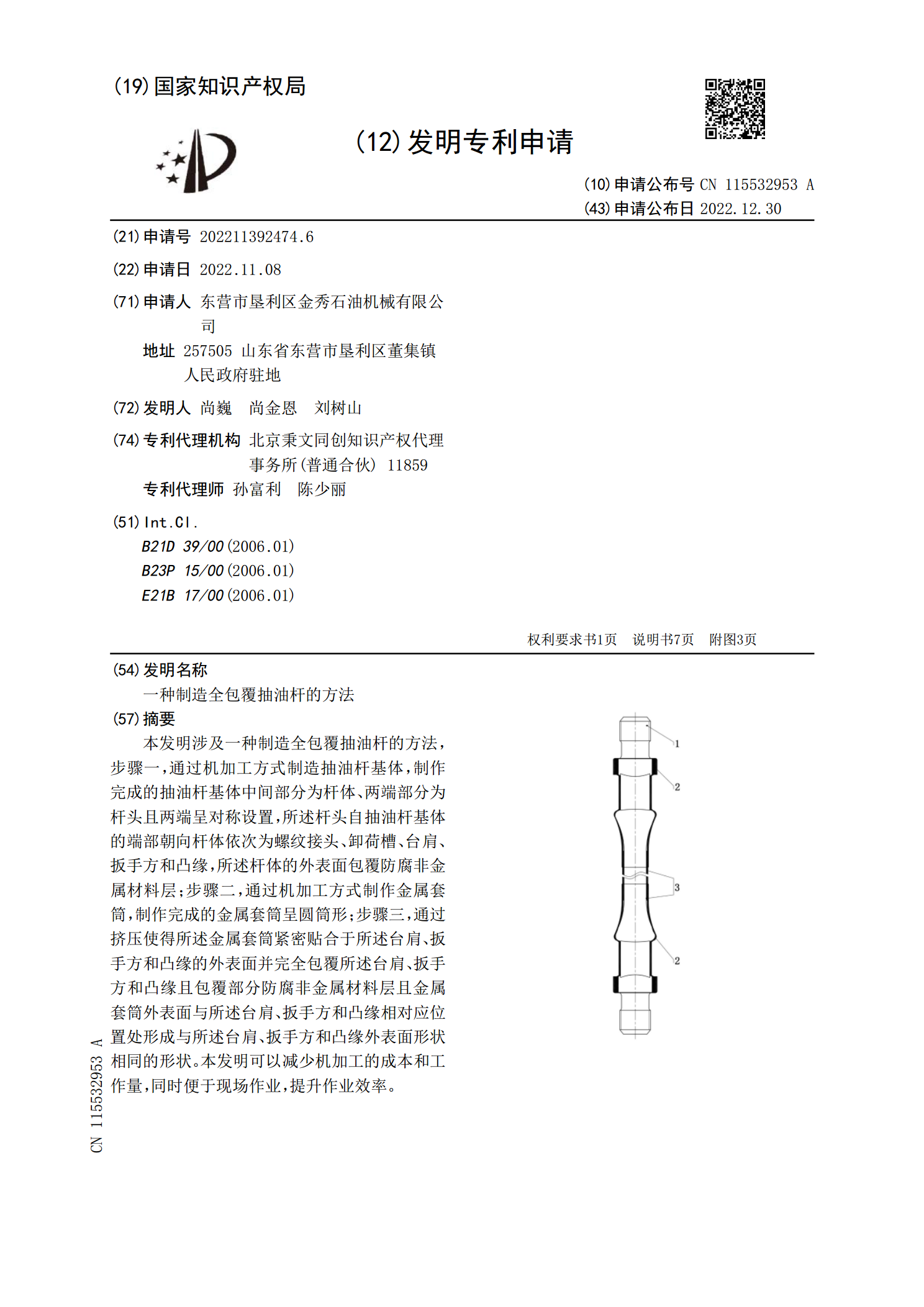
本发明涉及一种制造全包覆抽油杆的方法,步骤一,通过机加工方式制造抽油杆基体,制作完成的抽油杆基体中间部分为杆体、两端部分为杆头且两端呈对称设置,所述杆头自抽油杆基体的端部朝向杆体依次为螺纹接头、卸荷槽、台肩、扳手方和凸缘,所述杆体的外表面包覆防腐非金属材料层;步骤二,通过机加工方式制作金属套筒,制作完成的金属套筒呈圆筒形;步骤三,通过挤压使得所述金属套筒紧密贴合于所述台肩、扳手方和凸缘的外表面并完全包覆所述台肩、扳手方和凸缘且包覆部分防腐非金属材料层且金属套筒外表面与所述台肩、扳手方和凸缘相对应位置处形成
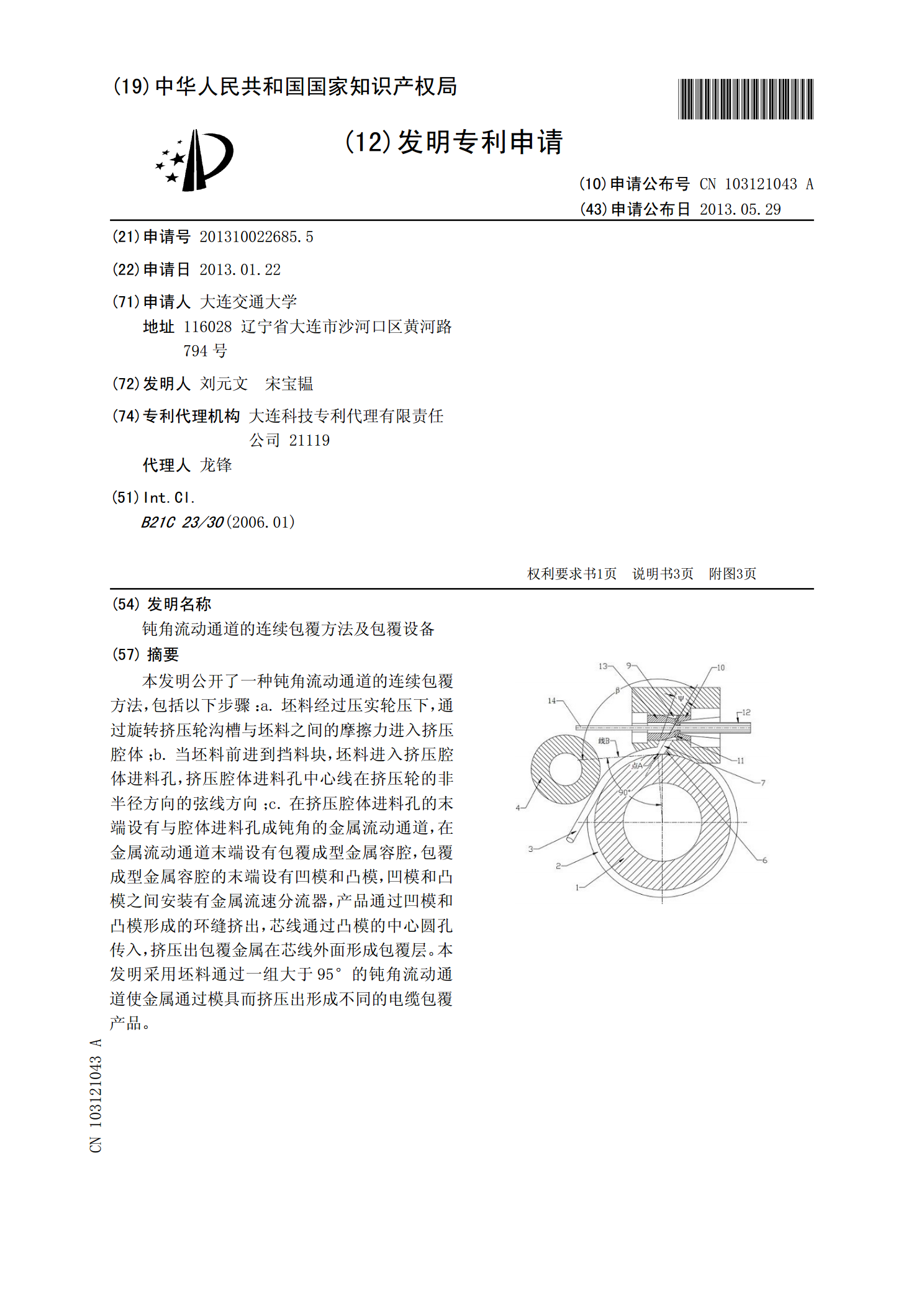
钝角流动通道的连续包覆方法及包覆设备.pdf
本发明公开了一种钝角流动通道的连续包覆方法,包括以下步骤:a.坯料经过压实轮压下,通过旋转挤压轮沟槽与坯料之间的摩擦力进入挤压腔体;b.当坯料前进到挡料块,坯料进入挤压腔体进料孔,挤压腔体进料孔中心线在挤压轮的非半径方向的弦线方向;c.在挤压腔体进料孔的末端设有与腔体进料孔成钝角的金属流动通道,在金属流动通道末端设有包覆成型金属容腔,包覆成型金属容腔的末端设有凹模和凸模,凹模和凸模之间安装有金属流速分流器,产品通过凹模和凸模形成的环缝挤出,芯线通过凸模的中心圆孔传入,挤压出包覆金属在芯线外面形成包覆层。本
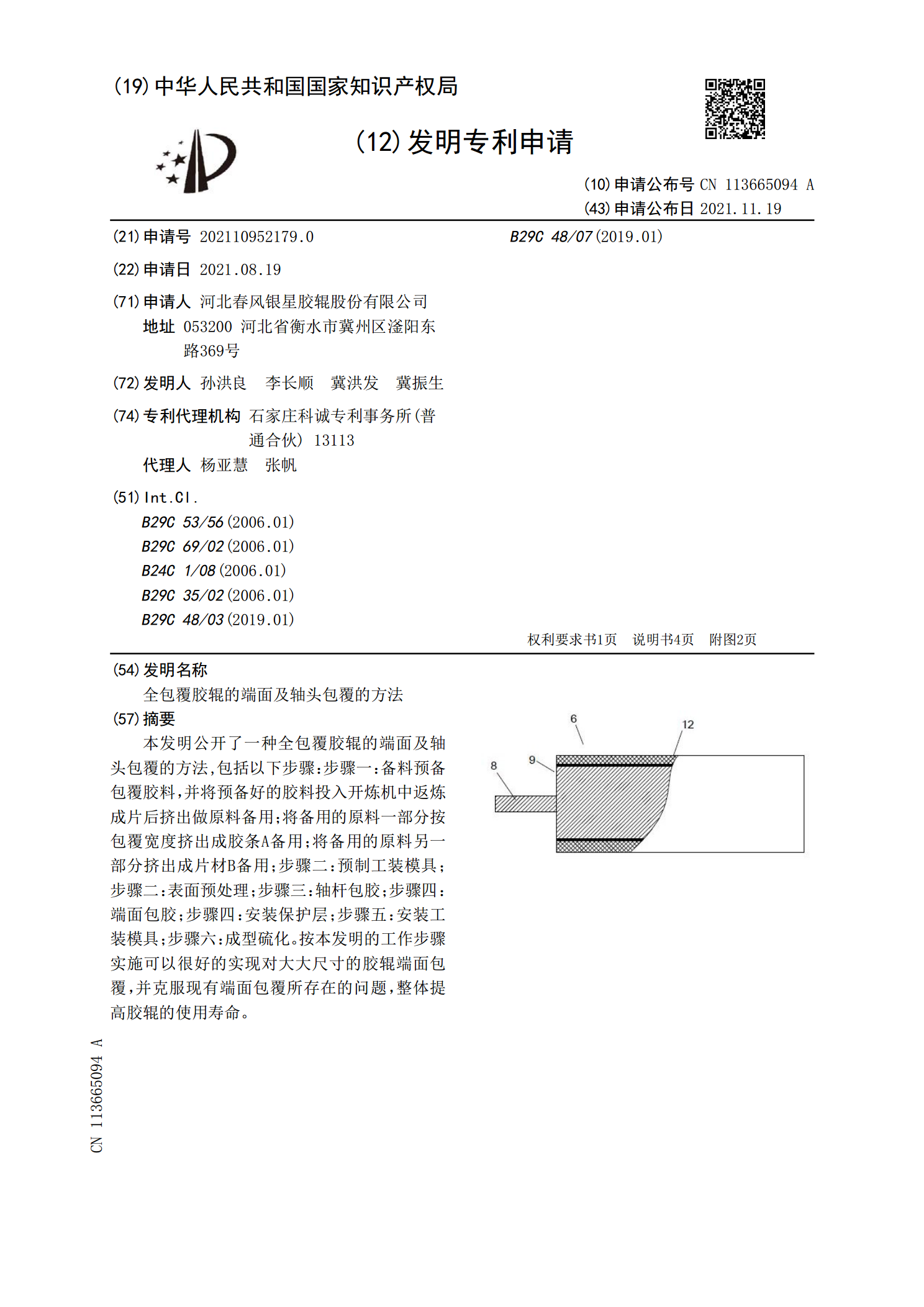
全包覆胶辊的端面及轴头包覆的方法.pdf
本发明公开了一种全包覆胶辊的端面及轴头包覆的方法,包括以下步骤:步骤一:备料预备包覆胶料,并将预备好的胶料投入开炼机中返炼成片后挤出做原料备用;将备用的原料一部分按包覆宽度挤出成胶条A备用;将备用的原料另一部分挤出成片材B备用;步骤二:预制工装模具;步骤二:表面预处理;步骤三:轴杆包胶;步骤四:端面包胶;步骤四:安装保护层;步骤五:安装工装模具;步骤六:成型硫化。按本发明的工作步骤实施可以很好的实现对大大尺寸的胶辊端面包覆,并克服现有端面包覆所存在的问题,整体提高胶辊的使用寿命。
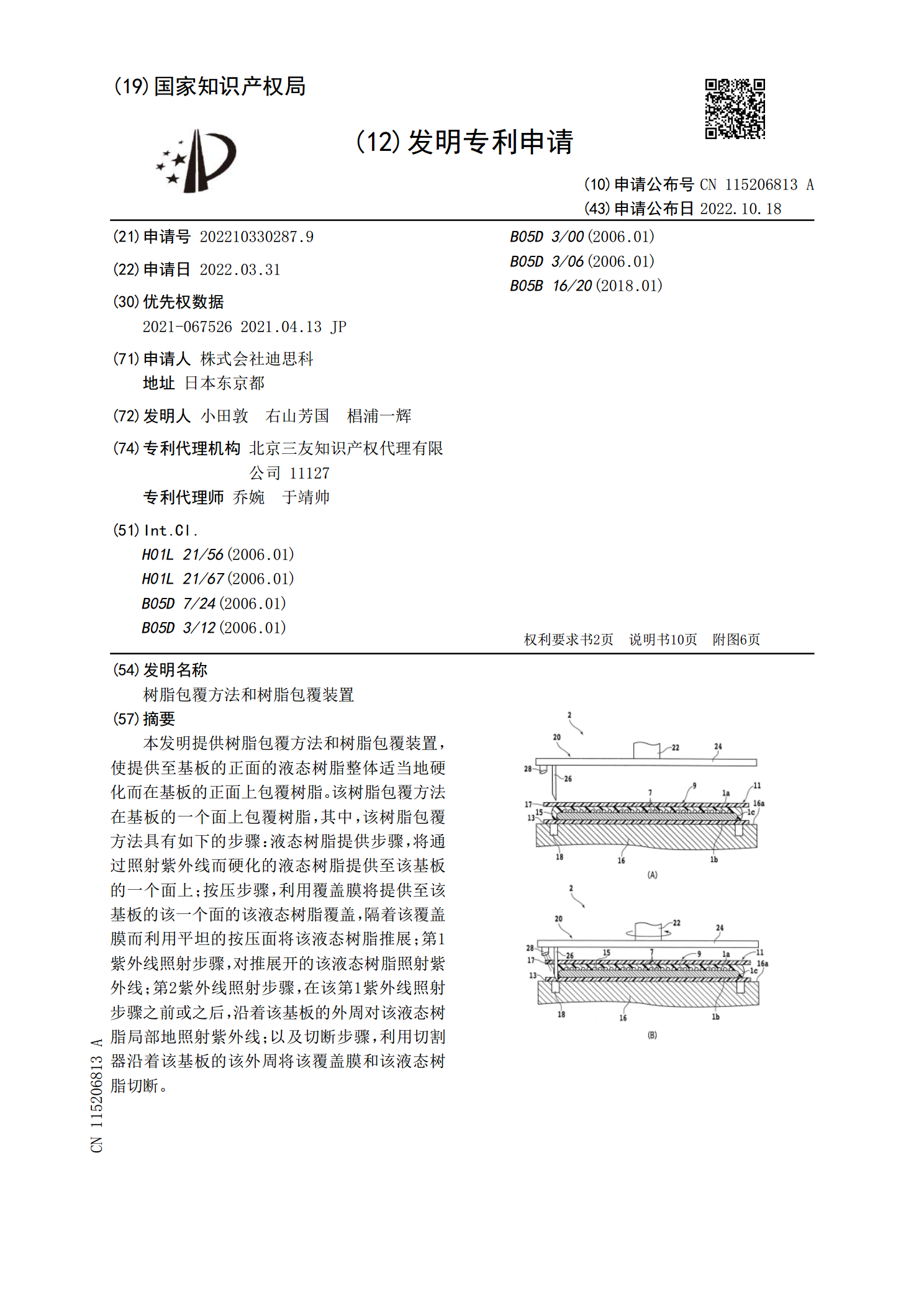
树脂包覆方法和树脂包覆装置.pdf
本发明提供树脂包覆方法和树脂包覆装置,使提供至基板的正面的液态树脂整体适当地硬化而在基板的正面上包覆树脂。该树脂包覆方法在基板的一个面上包覆树脂,其中,该树脂包覆方法具有如下的步骤:液态树脂提供步骤,将通过照射紫外线而硬化的液态树脂提供至该基板的一个面上;按压步骤,利用覆盖膜将提供至该基板的该一个面的该液态树脂覆盖,隔着该覆盖膜而利用平坦的按压面将该液态树脂推展;第1紫外线照射步骤,对推展开的该液态树脂照射紫外线;第2紫外线照射步骤,在该第1紫外线照射步骤之前或之后,沿着该基板的外周对该液态树脂局部地照射