
一种聚氨酯海绵定型加工工艺.pdf

邻家****66


1/10
2/10
3/10
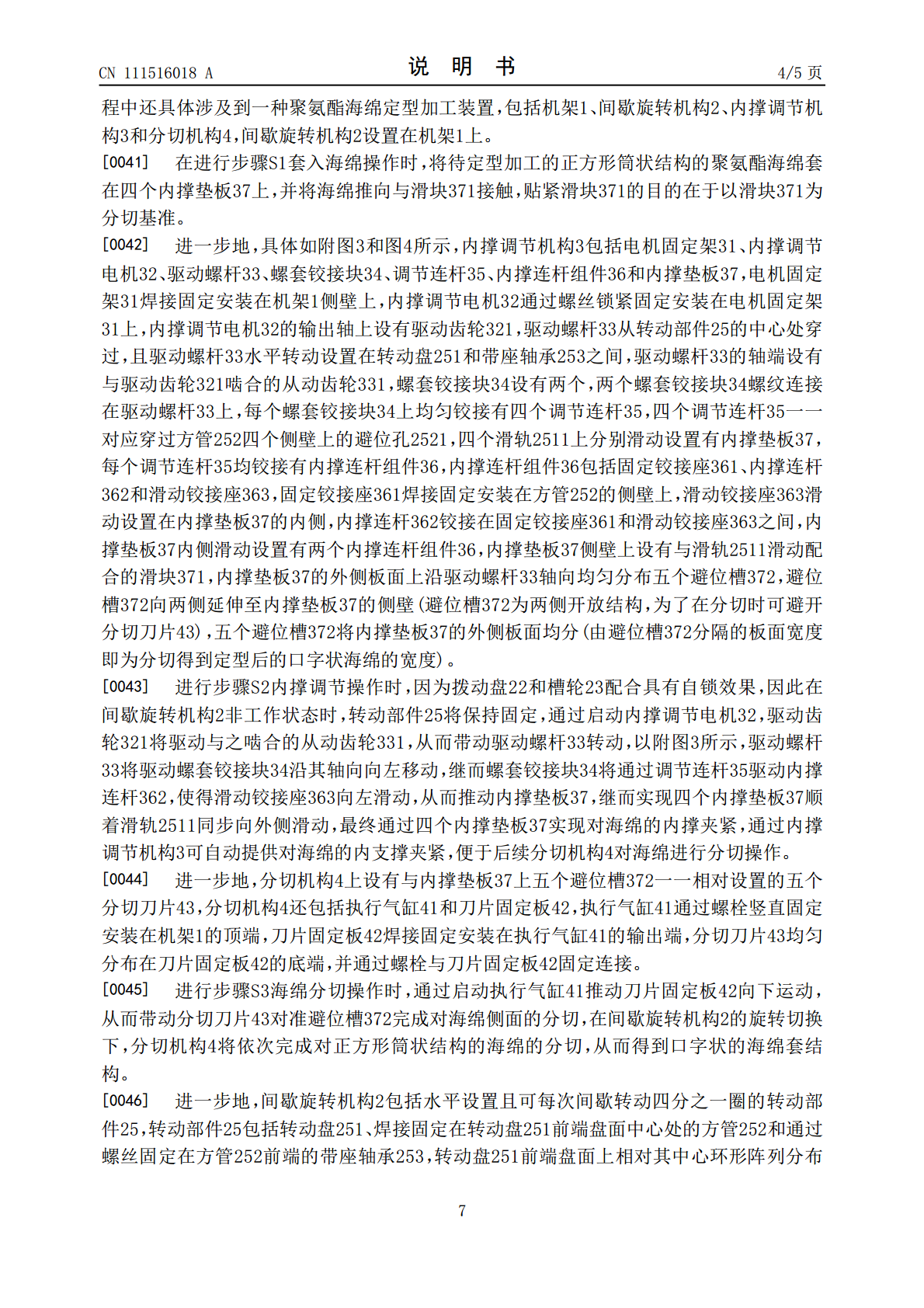
4/10
5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种聚氨酯海绵定型加工工艺.pdf
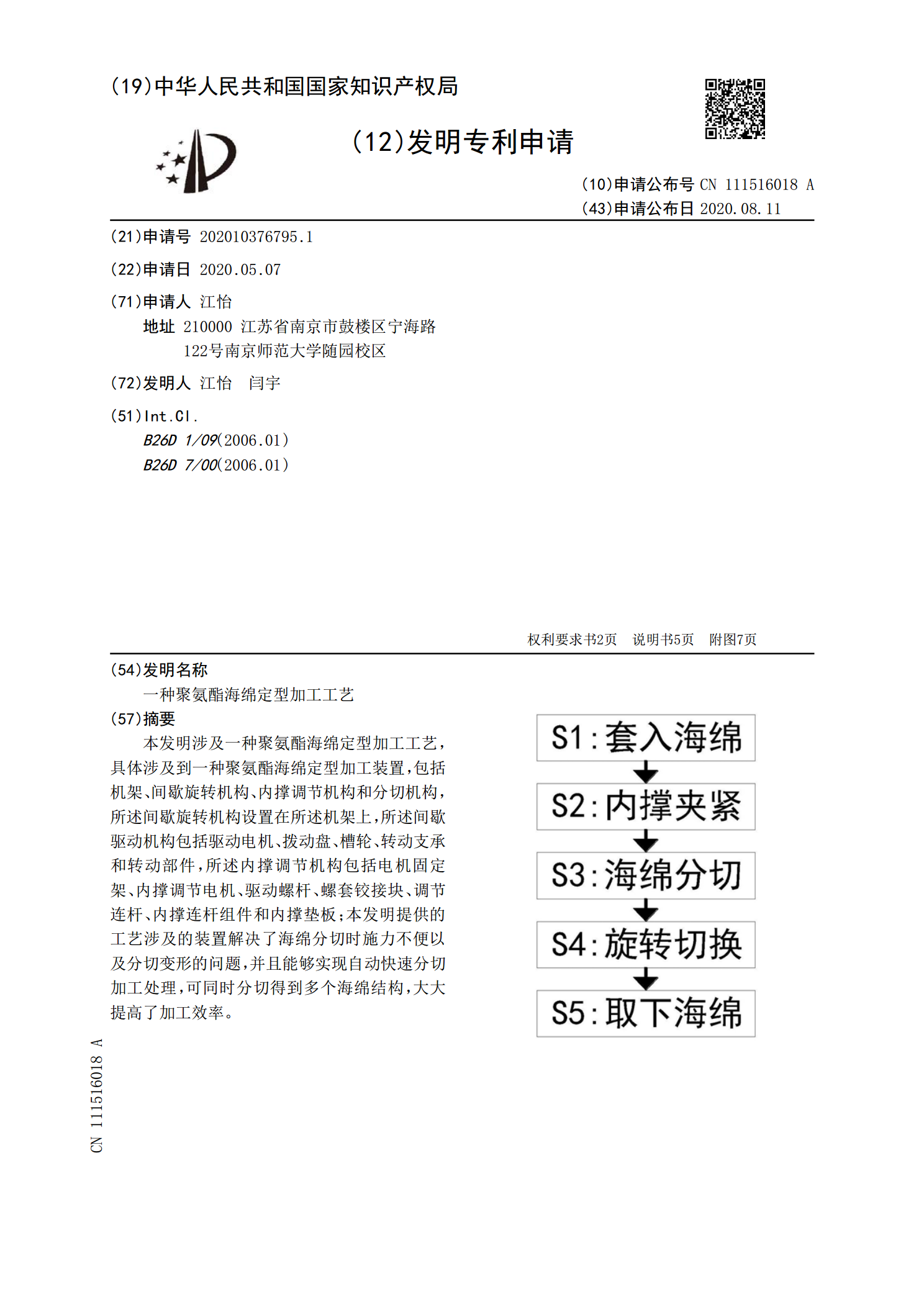
本发明涉及一种聚氨酯海绵定型加工工艺,具体涉及到一种聚氨酯海绵定型加工装置,包括机架、间歇旋转机构、内撑调节机构和分切机构,所述间歇旋转机构设置在所述机架上,所述间歇驱动机构包括驱动电机、拨动盘、槽轮、转动支承和转动部件,所述内撑调节机构包括电机固定架、内撑调节电机、驱动螺杆、螺套铰接块、调节连杆、内撑连杆组件和内撑垫板;本发明提供的工艺涉及的装置解决了海绵分切时施力不便以及分切变形的问题,并且能够实现自动快速分切加工处理,可同时分切得到多个海绵结构,大大提高了加工效率。
一种聚氨酯海绵制备加工工艺.pdf
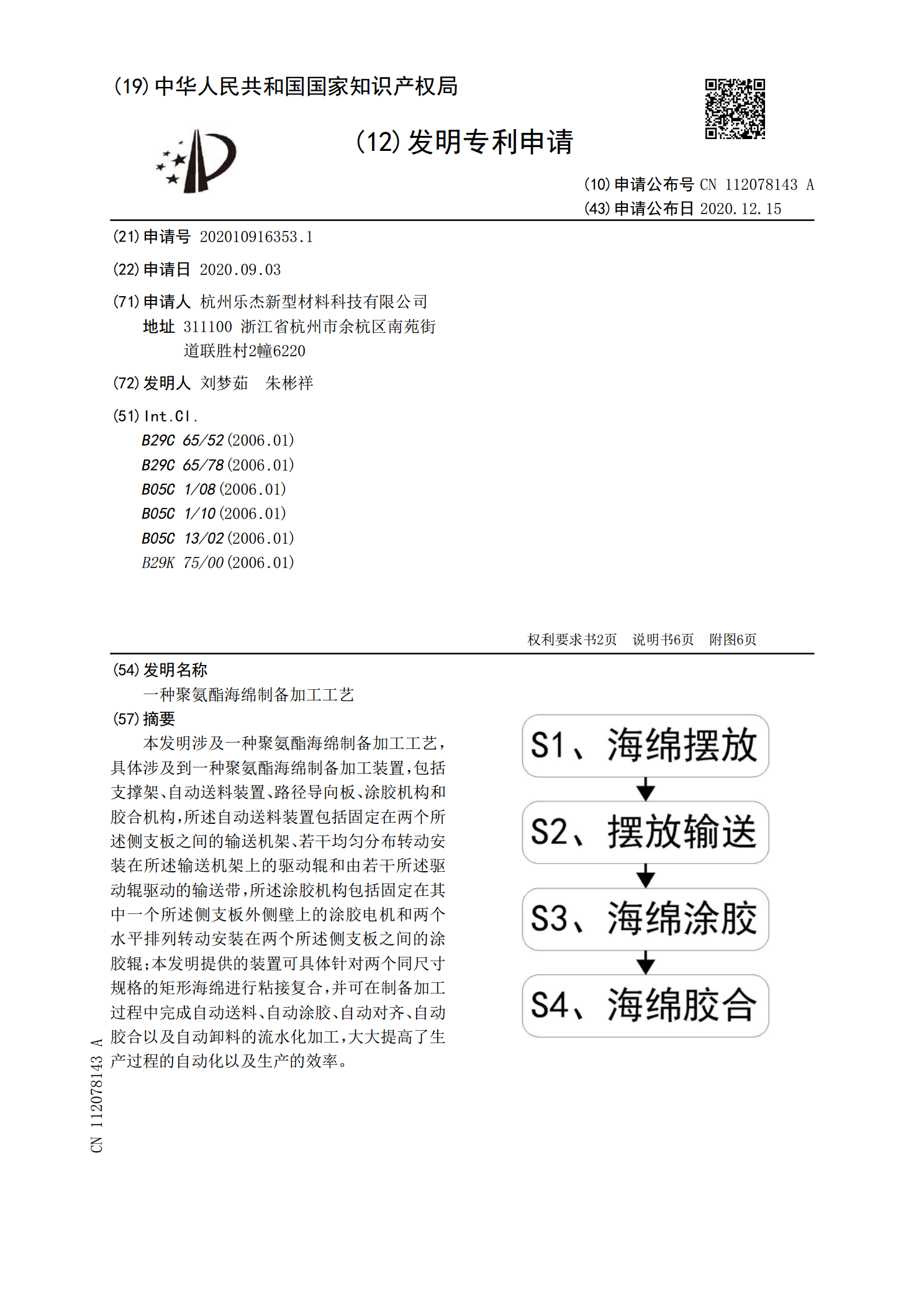
本发明涉及一种聚氨酯海绵制备加工工艺,具体涉及到一种聚氨酯海绵制备加工装置,包括支撑架、自动送料装置、路径导向板、涂胶机构和胶合机构,所述自动送料装置包括固定在两个所述侧支板之间的输送机架、若干均匀分布转动安装在所述输送机架上的驱动辊和由若干所述驱动辊驱动的输送带,所述涂胶机构包括固定在其中一个所述侧支板外侧壁上的涂胶电机和两个水平排列转动安装在两个所述侧支板之间的涂胶辊;本发明提供的装置可具体针对两个同尺寸规格的矩形海绵进行粘接复合,并可在制备加工过程中完成自动送料、自动涂胶、自动对齐、自动胶合以及自动
一种保温砌块定型加工工艺.pdf
本发明提供了一种保温砌块定型加工工艺,主要由一种保温砌块定型加工设备配合完成,所述保温砌块定型加工设备包括安装底板、支撑架、夹持机构、导向机构和翻转机构,所述的安装底板上端面安装有导向机构,安装底板上通过滑动配合安装有夹持机构,且夹持机构位于导向机构后侧,安装底板上对称安装有支撑架,支撑架的外侧壁上安装有翻转机构。本发明提供的一种保温砌块定型加工工艺,采用可调节式多工位结构的设计理念对保温砌块进行定型加工,减轻工人的劳动强度和简化工作流程,同时设置具有刻度尺的结构使整个调节过程可视化,提高了保温砌块定型加

一种蜂窝状大气孔聚氨酯海绵及其加工方法.pdf
本发明公开了一种蜂窝状大气孔聚氨酯海绵及其加工方法,涉及个人护理产品技术领域,该蜂窝状大气孔聚氨酯海绵包括质量比例为1:1的聚氨酯和混合料,其中混合料中的原料组成按质量百分比计,包括硅灰石粉、表面活性剂PE6800表面活性剂1000NI、表面活性剂PE6200、硅烷偶联剂、其余为水;发明提供的蜂窝状大气孔聚氨酯海绵采用聚氨酯发泡而成,具有遇水膨胀的特性,比市面常规的木棉粉扑、乳胶粉扑更柔顺,不伤皮肤,没有粗糙感;本发明提供的蜂窝状大气孔聚氨酯海绵比常规类似粉扑具有更佳的抗氧化性和耐候性;本发明提供的蜂窝状

一种挤出模具干定型整体加工工艺.pdf
本发明公开了一种挤出模具干定型整体加工工艺,其技术方案是:根据挤出模具干定型的最终轮廓尺寸,采用整体结构的毛坯,确定毛坯外形尺寸,并对毛坯的外形进行加工;考虑干定型型板(1)分割的加工余量,先用一个线切割程序将毛坯内部的型腔(2)加工完成;然后所有干定型型板(1)均通过线切割的方式在整块的毛坯中进行分割加工;对分割后的各干定型型板(1)再进行单面或者是双面磨削后,即可达到所需的尺寸精度,并符合具体的装配要求。采用上述技术方案,在兼顾其整体加工精度的同时,使得加工工序简单,提高生产效率,节约模具钢材料,降低