
一种基于ELID磨削的砂轮在位电火花精密修形用加工液.pdf

猫巷****永安


1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种基于ELID磨削的砂轮在位电火花精密修形用加工液.pdf
本发明公开了一种基于ELID磨削的砂轮在位精密电火花修形用加工液,属于电火花精密加工领域。加工液的组成成分为:三元聚羧酸、三乙醇胺、石油磺酸钠、辛基酚聚氧乙烯醚、聚乙二醇、松香、聚乙二醇、聚乙烯醇、均三嗪、聚醚酯、山梨醇酐月桂酸酯、高碳醇、正辛酸、巯基苯并噻唑、去离子水。该加工液在符合电火花加工所要求的电导率较低,能够进行放电蚀除的同时,还具有杂质少对ELID专用磨削液电解修锐功能无影响特点。解决了传统加工液在进行ELID磨削在位电火花精密电火花修形时参入ELID专用磨削液后使磨削液的电导率降低、影响电解
一种用于铜基钎焊砂轮的ELID磨削电解液.pdf
本发明公开一种用于铜基钎焊砂轮的ELID磨削电解液,该电解液主要包含氯化钠、二水钼酸钠、四硼酸钠、葡萄糖、丙三醇、碳微球、水。本发明的电解液,各组分协同配合,性能优良,能使砂轮表面生成的氧化膜有较强的粘附力、均匀性好,且具有较好的自润滑能力,尤其适用于铜锡钛基体砂轮(质量占比为:铜75%~85%,锡10%~15%,钛5%~10%),有效克服了ELID磨削过程中,铜基钎焊砂轮表面氧化膜致密性差、膜层粘附力低的问题,提高了ELID磨削的加工表面精度,延长了砂轮的使用寿命,且该电解液具有环境友好的特点。

一种高工钢砂轮磨削用磨削液.pdf
本发明公开了一种高工钢砂轮磨削用磨削液,包括以下组分且各组分的重量百分比分别为:阴离子表面活性剂和非离子表面活性剂复配物5-10%;酒石酸钾钠2-3%;硼酸铵1-3%;润滑剂2-5%;余量水。本发明通过采用阴离子表面活性剂和非离子表面活性剂复配物作为清洗组分,能显著降低切削液的表面张力,具有很好的清洗效果,且由于采用酒石酸钾钠和硼酸铵等代替亚硝酸盐作为防锈组分,不仅防锈效果好,且环保无毒。本发明具有润滑、降温、防锈和清洗效果好,且使用周期长、环保的优势。
ELID超精密磨削技术综述.doc
8/8ELID超精密磨削技术综述蔡智杰天津大学机械工程学院机械工程系2014级硕士生摘要:金属基超硬磨料砂轮在线电解修整(ElectrolyticIn-processDressing,简称ELID)磨削技术作为一种结合传统磨削、研磨、抛光为一体的复合镜面加工技术,开辟了超精密加工的新途径,具有广发的应用价值。本文将从工作原理、磨削机理、工艺特点、影响因素及磨削机床的分类等方面系统地介绍ELID超精密磨削技术,并通过分析国内外研究应用状况,阐述该技术在精密加工制造行业的应用发展前景。关键词:在线电解修整(E
一种轮廓磨削砂轮在位修整机.pdf
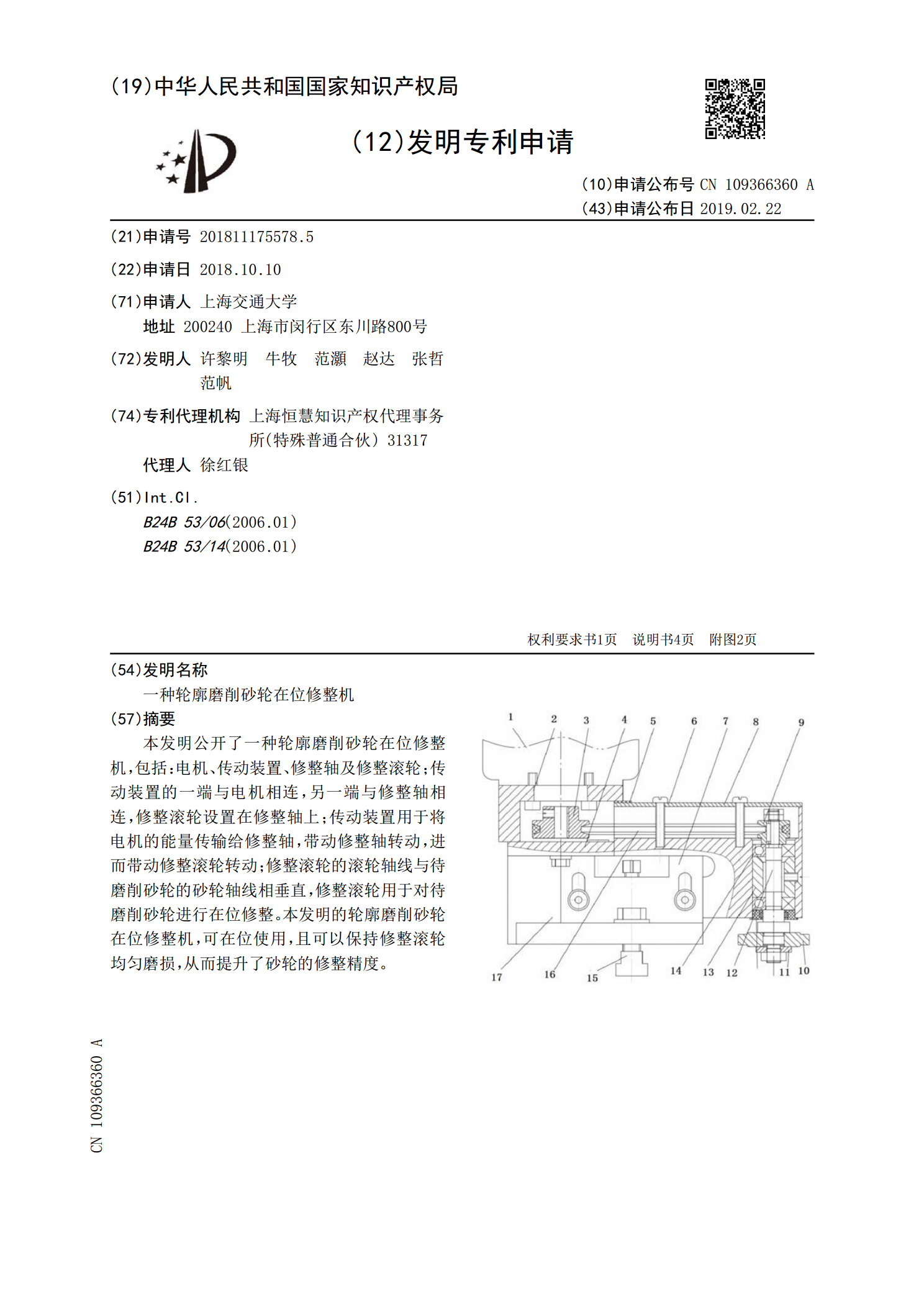
本发明公开了一种轮廓磨削砂轮在位修整机,包括:电机、传动装置、修整轴及修整滚轮;传动装置的一端与电机相连,另一端与修整轴相连,修整滚轮设置在修整轴上;传动装置用于将电机的能量传输给修整轴,带动修整轴转动,进而带动修整滚轮转动;修整滚轮的滚轮轴线与待磨削砂轮的砂轮轴线相垂直,修整滚轮用于对待磨削砂轮进行在位修整。本发明的轮廓磨削砂轮在位修整机,可在位使用,且可以保持修整滚轮均匀磨损,从而提升了砂轮的修整精度。