
ELID超精密磨削技术综述.doc

天真****目的

1/8

2/8
3/8
4/8
5/8
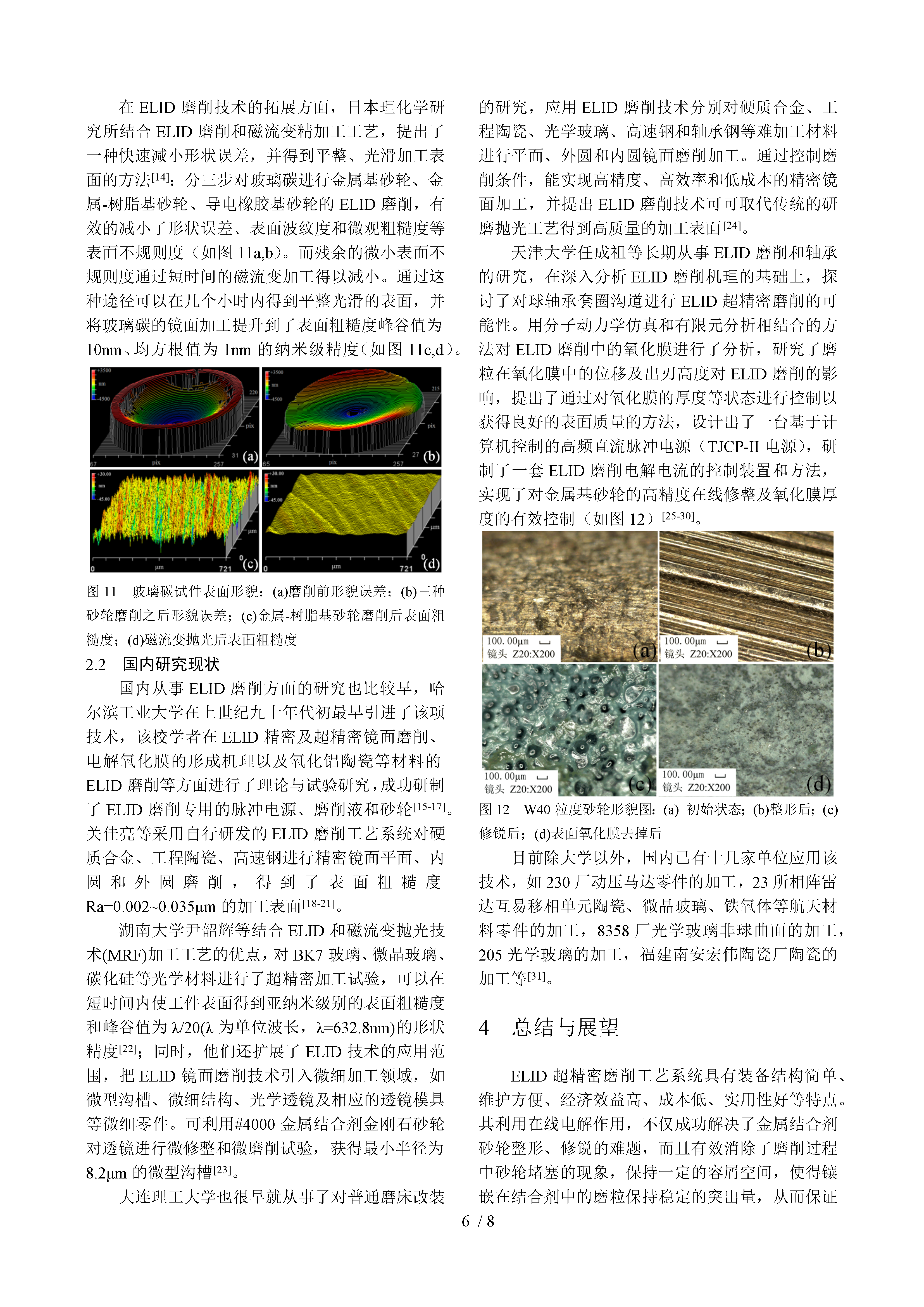
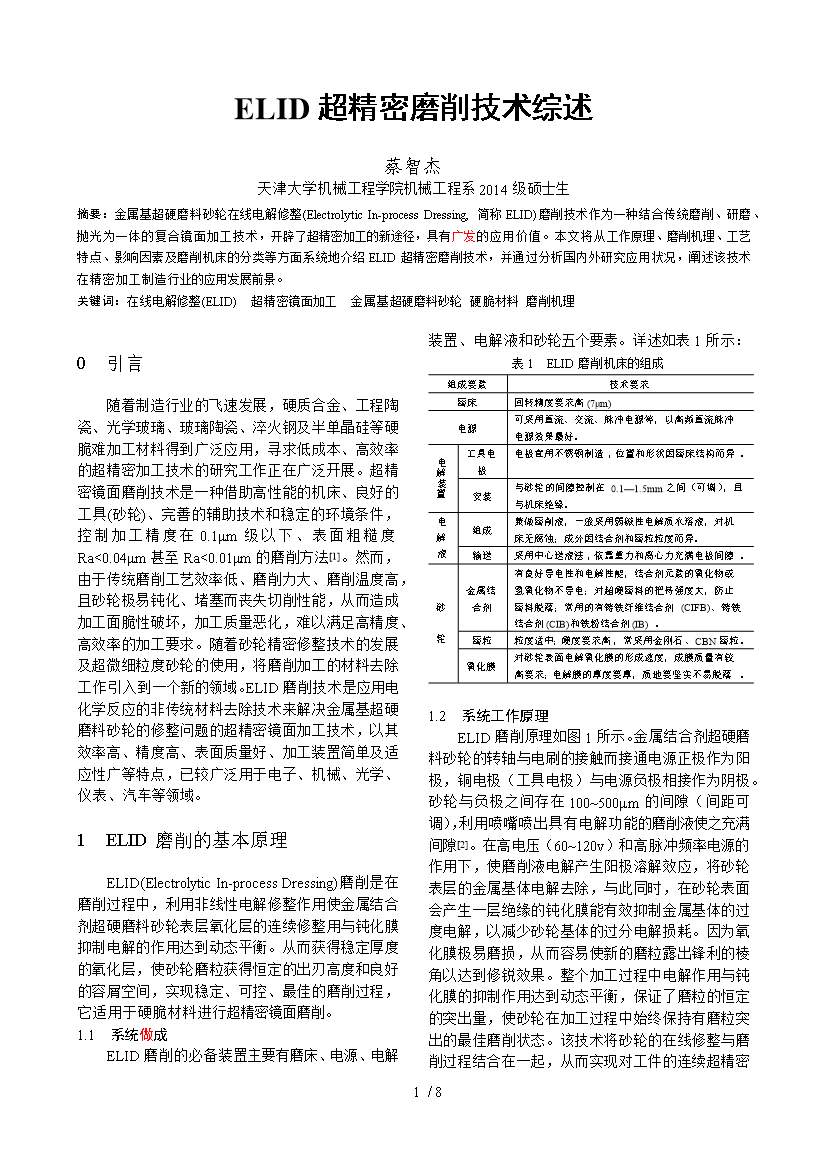
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
ELID超精密磨削技术综述.doc
8/8ELID超精密磨削技术综述蔡智杰天津大学机械工程学院机械工程系2014级硕士生摘要:金属基超硬磨料砂轮在线电解修整(ElectrolyticIn-processDressing,简称ELID)磨削技术作为一种结合传统磨削、研磨、抛光为一体的复合镜面加工技术,开辟了超精密加工的新途径,具有广发的应用价值。本文将从工作原理、磨削机理、工艺特点、影响因素及磨削机床的分类等方面系统地介绍ELID超精密磨削技术,并通过分析国内外研究应用状况,阐述该技术在精密加工制造行业的应用发展前景。关键词:在线电解修整(E

ELID磨削_硬脆材料精密和超精密加工的新技术.pdf
ELID磨削硬脆材料精密和超精密加工的新技术张飞虎朱波栾殿荣袁哲俊(哈尔滨工业大学机械工程系哈尔滨150001)文摘金属基超硬磨料砂轮在线电解修整(ElectrolyticIn2processDressing,简称ELID)磨削技术是国外近年发展起来的一种硬脆材料精密和超精密加工新技术。本文介绍了ELID磨削技术的基本原理、工艺特点和国内外研究应用情况。应用ELID磨削技术,可对工程陶瓷等硬脆材料实现高效率磨削和精密镜面磨削。关键词精密和超精密加工,磨削,砂轮,修整ELIDGrindingANewTech

ELID 超精密镜面磨削砂轮磨损规律的研究.docx
ELID超精密镜面磨削砂轮磨损规律的研究超精密镜面磨削砂轮磨损规律的研究摘要:超精密镜面磨削是一种高精度加工技术,常用于制造精密光学镜面、硬盘等特殊要求的表面。而砂轮在超精密镜面磨削过程中扮演着重要角色,其磨损规律对加工结果和砂轮寿命具有重要影响。本研究旨在深入了解超精密镜面磨削砂轮的磨损规律,为优化磨削过程提供理论依据。关键词:超精密镜面磨削,砂轮,磨损规律1.引言超精密镜面磨削是一种高精度磨削技术,其精度可达亚微米级别甚至纳米级别。超精密镜面磨削广泛应用于制造光学镜片、硬盘和光学导向器等高精度元件。砂

ELID超精密磨削机理与工艺研究的任务书.docx
ELID超精密磨削机理与工艺研究的任务书任务书:ELID超精密磨削机理与工艺研究一、项目背景及研究目的超精密磨削技术是一种高效、精确的磨削加工技术,广泛用于制造精密光学元件、超精密轴承、微型齿轮等高精度磨削工件。其中,ELID(电解陶瓷磨削)技术是一种相对较新的磨削加工技术,其具有高效、高精度、低表面粗糙度等特点,已经成为超精密加工领域的热点研究之一。本次研究的目的在于深入探究ELID超精密磨削机理,寻找更为高效和精准的ELID超精密磨削方法,并对其加工质量及表面特性进行分析评估。希望通过本次研究,为超精

SiC单晶片ELID超精密磨削氧化膜特性研究.docx
SiC单晶片ELID超精密磨削氧化膜特性研究摘要:本文研究了SiC单晶片ELID超精密磨削时氧化膜的特性,其中包括氧化膜的形成机理、氧化膜的化学组成和物理性质,以及ELID超精密磨削对氧化膜的影响。实验结果表明,ELID超精密磨削对SiC单晶片氧化膜的化学组成、物理性质和微观结构均有较大的影响,可以提高氧化膜的膜质量和性能。本文的研究成果对于SiC单晶片的制备和应用具有较大的实际意义。关键词:SiC单晶片、ELID超精密磨削、氧化膜、化学组成、物理性质。正文:Ⅰ.引言SiC是一种重要的半导体材料,具有优异