
一种激光直接加工涡轮叶片气膜异型孔的方法.pdf

雨巷****彦峰

1/9

2/9
3/9

4/9
5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种激光直接加工涡轮叶片气膜异型孔的方法.pdf
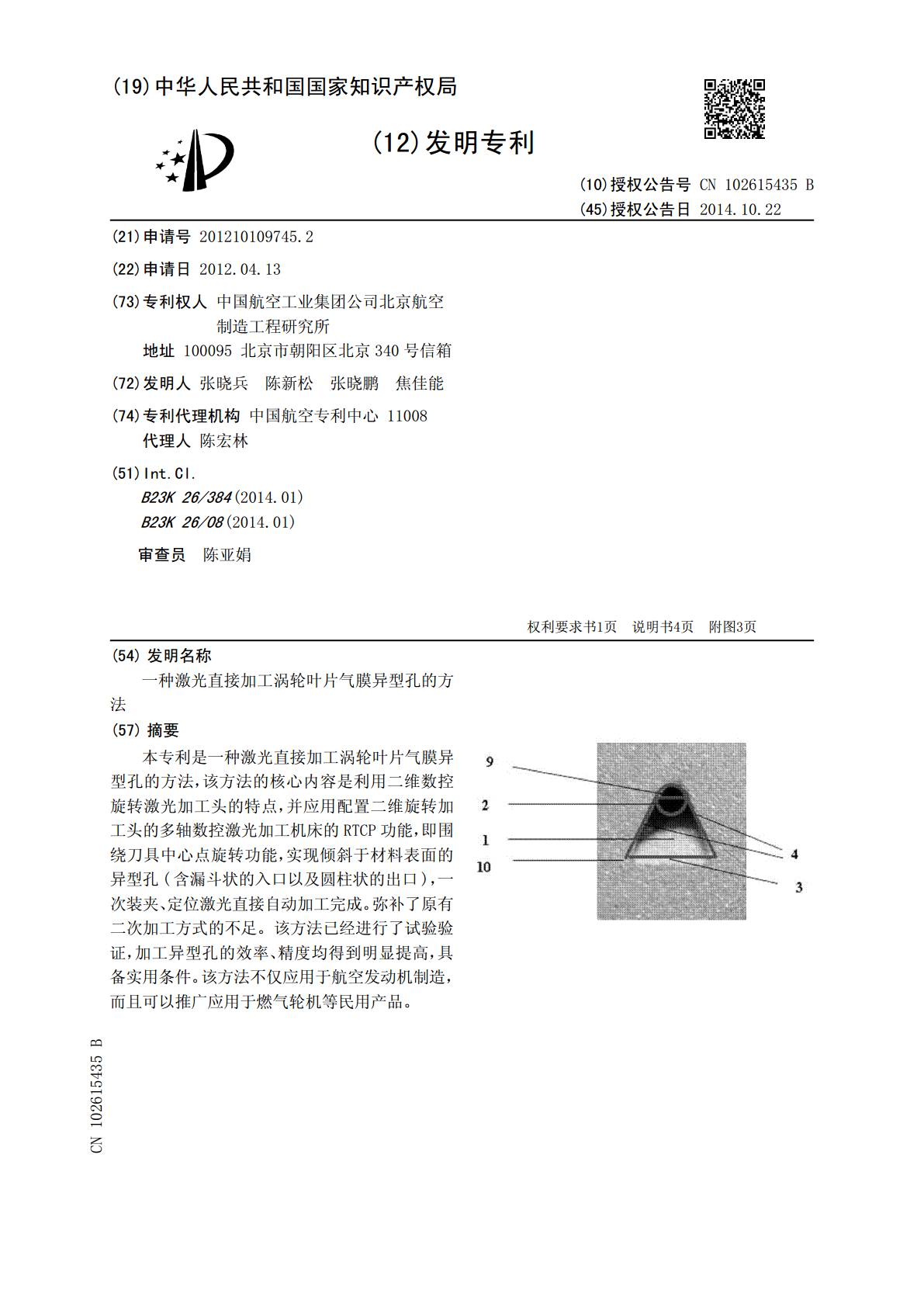
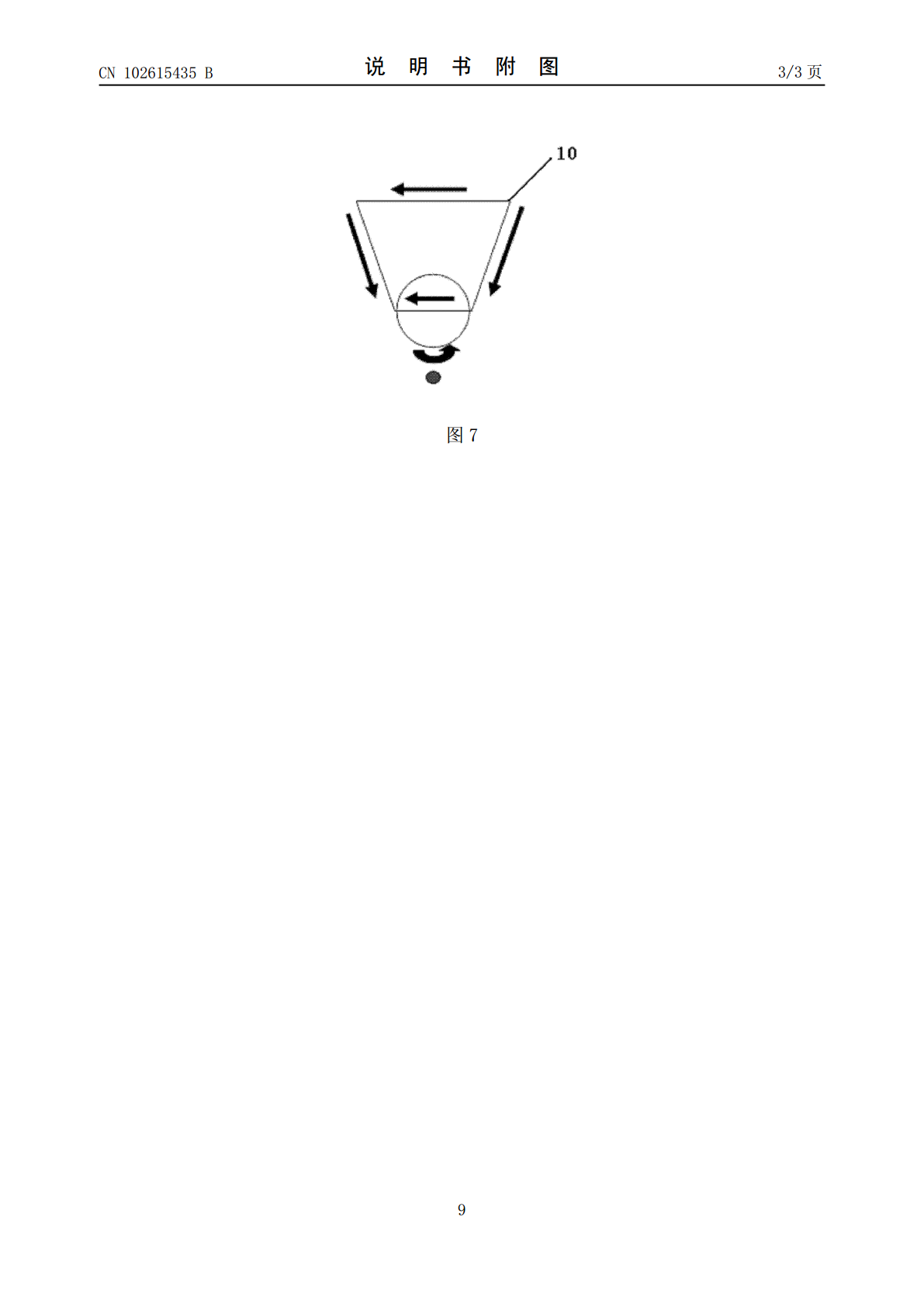
本发明是一种激光直接加工涡轮叶片气膜异型孔的方法,该方法的核心内容是利用二维数控旋转激光加工头的特点,并应用配置二维旋转加工头的多轴数控激光加工机床的RTCP功能,即围绕刀具中心点旋转功能,实现倾斜于材料表面的异型孔(含漏斗状的入口以及圆柱状的出口),一次装夹、定位激光直接自动加工完成。弥补了原有二次加工方式的不足。该方法已经进行了试验验证,加工异型孔的效率、精度均得到明显提高,具备实用条件。该方法不仅应用于航空发动机制造,而且可以推广应用于燃气轮机等民用产品。

一种激光直接加工涡轮叶片气膜异型孔的方法.pdf
本发明是一种激光直接加工涡轮叶片气膜异型孔的方法,该方法的核心内容是利用二维数控旋转激光加工头的特点,并应用配置二维旋转加工头的多轴数控激光加工机床的RTCP功能,即围绕刀具中心点旋转功能,实现倾斜于材料表面的异型孔(含漏斗状的入口以及圆柱状的出口),一次装夹、定位激光直接自动加工完成。弥补了原有二次加工方式的不足。该方法已经进行了试验验证,加工异型孔的效率、精度均得到明显提高,具备实用条件。该方法不仅应用于航空发动机制造,而且可以推广应用于燃气轮机等民用产品。

一种高压涡轮导向叶片气膜孔激光加工方法.pdf
本发明公开了一种高压涡轮导向叶片气膜孔激光加工方法,属于航空发动机制造领域,通过自动编程结合手工点动示教编程方法,用理论坐标值在零件表面打点,然后通过手工点动完成加工程序的示教返录,减小了涡轮叶片铸造型面差异和机床旋转轴运动误差对气膜孔位置的影响,保证了高压涡轮空心叶片气膜孔位置度。

航空叶片异型气膜孔飞秒激光加工方法研究.pptx
航空叶片异型气膜孔飞秒激光加工方法研究目录添加章节标题研究背景与意义航空叶片异型气膜孔的重要性传统加工方法的局限性和挑战飞秒激光加工的优势和应用前景研究内容和方法研究目标和主要内容实验设备和材料实验方法和步骤数据分析与处理方法实验结果与讨论实验结果概述实验结果与预期结果的比较和分析结果的可重复性和可扩展性分析结果的优缺点和改进方向结论与展望研究结论总结研究成果的应用和推广价值对未来研究的建议和展望致谢与参考文献致谢参考文献THANKYOU
一种涡轮叶片异形气膜孔的激光加工工艺.pdf
本发明涉及一种涡轮叶片异形气膜孔的激光加工工艺,包括:气膜孔CAD模型的导入与切片处理;对壁保护填充与叶片装夹;叶片表面MARK点识别/匹配自动定位及基准校正;激光加工与在线监测;加工后处理;工业CT多角度探伤及检测。该项加工工艺技术可以实现复杂异形气膜孔的精密加工,并且进一步提高气膜孔加工的表面完整性,对提高涡轮发动机/燃气轮机的质量有重大意义,为新一代涡轮式航空发动机、舰船燃气轮机的研制提供技术支撑。