
车轮弹簧体成型设备及成型方法.pdf

一只****iu


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

车轮弹簧体成型设备及成型方法.pdf
本发明公开了一种车轮弹簧体成型设备,至少包括成型系统和热处理设备,还包括设置于所述热处理设备周边的PLC控制系统和感应加热系统;所述热处理设备为淬火箱,所述淬火箱上设置有上料组件、送料组件、槽体、淬火系统和出料组件,所述成型系统设置于所述淬火箱的上部,成型模组设置于所述槽体内;所述成型系统上部设置有用于改变车轮弹簧体竖向位移的成型提升组件,所述成型提升组件的竖向位移通过所述PLC控制系统控制。本发明结构简单、自动化程度高、成型及热处理一体化、产品质量稳定可靠。
成型体及成型体的制造方法.pdf
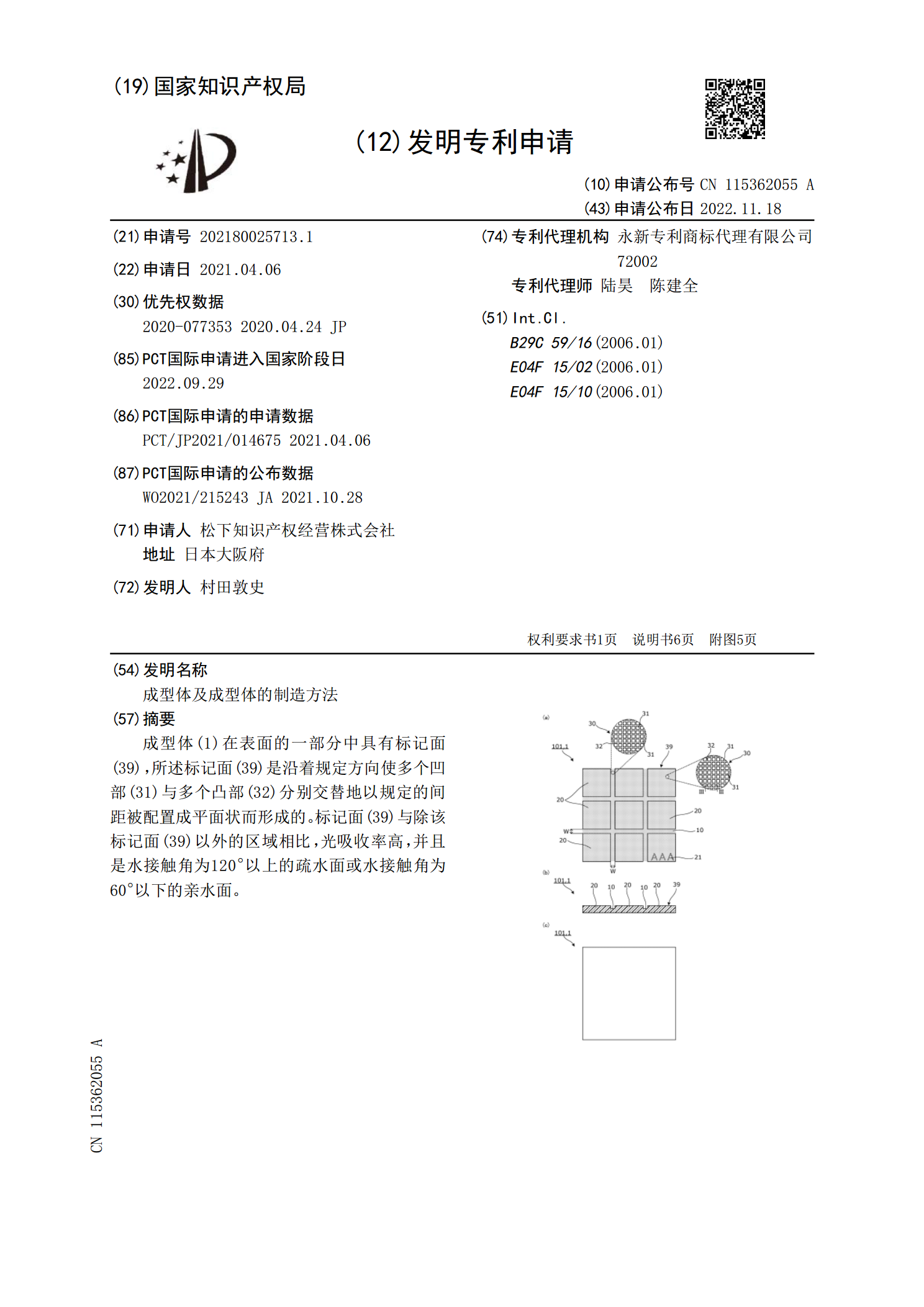
成型体(1)在表面的一部分中具有标记面(39),所述标记面(39)是沿着规定方向使多个凹部(31)与多个凸部(32)分别交替地以规定的间距被配置成平面状而形成的。标记面(39)与除该标记面(39)以外的区域相比,光吸收率高,并且是水接触角为120°以上的疏水面或水接触角为60°以下的亲水面。

一种弹簧成型的模具结构及弹簧成型的方法.pdf
本发明公开了一种弹簧成型的模具结构及弹簧成型的方法。模具结构包括模具,模具的外周壁设有螺旋槽道,模具的内周壁围成通孔,模具包括至少两个模块,至少两个模块沿周向拼接组装形成模具,至少一个模块沿周向沿伸的长度小于其余模块沿周向沿伸的长度;该模具结构使模具组装和脱模的效率高。成型的方法包括先将沿伸长度长的模块拼接,留出一个拼接间隙,再将剩余的一个沿伸长度短的模块插入拼接间隙内,形成模具;将材料固化体缠绕至模具的螺旋槽道上;将模具加热后脱模,先将沿伸长度短的模块向圆形通孔内移动取出该模块,再将其余的模块依次向圆形

心血管支架镍钛丝弹簧成型设备及成型方法.pdf
一种心血管支架镍钛丝弹簧成型设备(100),其包括成型装置(1)、主机控制模块(2)和温控加热模块(3);成型装置(1)包括送丝机构(11)和绕丝机构(12),绕丝机构(12)包括线性加工夹具(121),该线性加工夹具(121)的周面上形成有头端固定柱(125)和交错地沿着所述线性加工夹具(121)的周面布置的多个柱体固定柱(126);主机控制模块(2)用于控制成型装置(1)的具体操作;并且温控加热模块(3)用于对线性加工夹具(121)加热。成型装置(1)还包括切丝机构(13)。本发明解决了心血管支架镍钛
成型体、复合成型体和复合成型体的制造方法.pdf
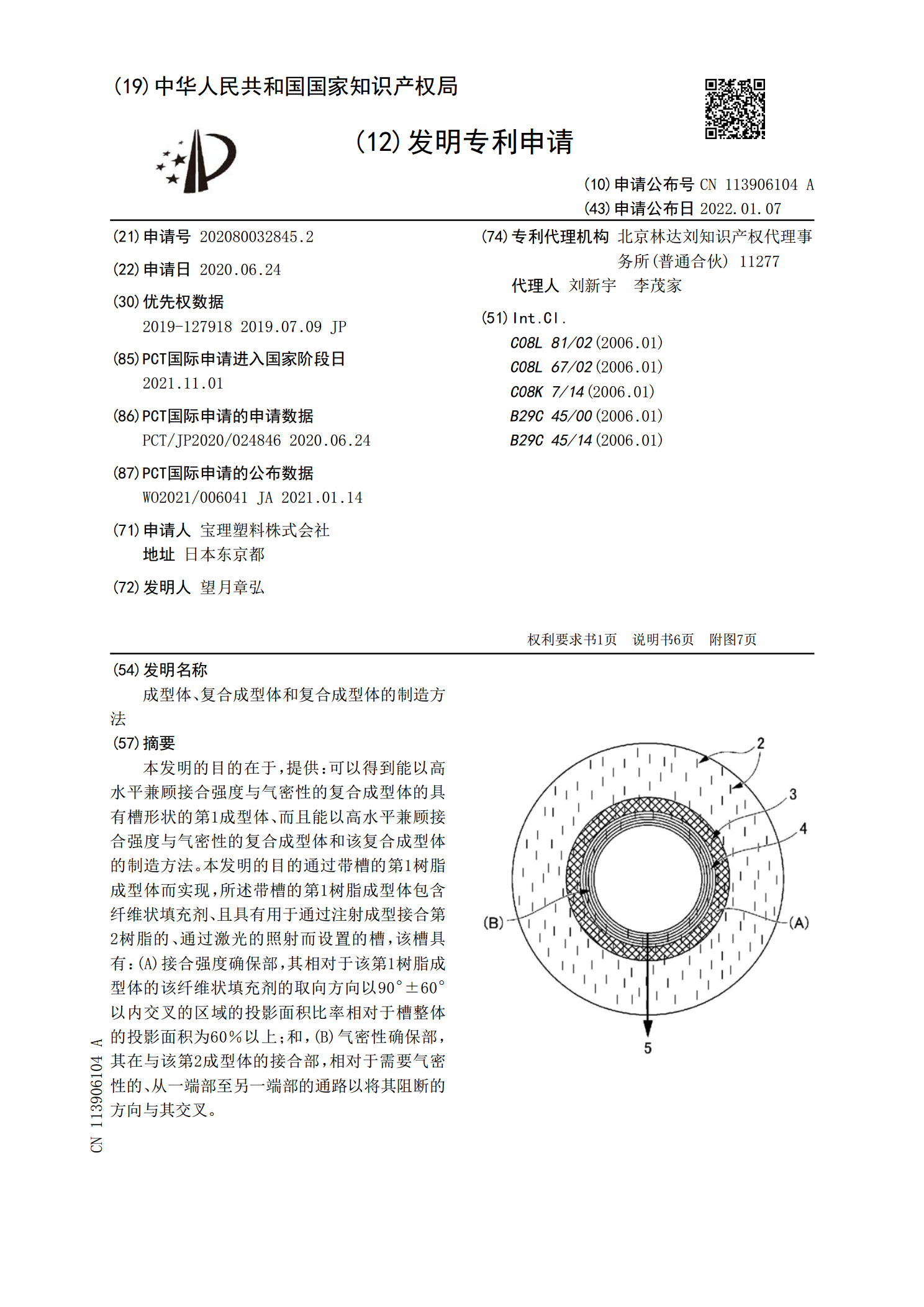
本发明的目的在于,提供:可以得到能以高水平兼顾接合强度与气密性的复合成型体的具有槽形状的第1成型体、而且能以高水平兼顾接合强度与气密性的复合成型体和该复合成型体的制造方法。本发明的目的通过带槽的第1树脂成型体而实现,所述带槽的第1树脂成型体包含纤维状填充剂、且具有用于通过注射成型接合第2树脂的、通过激光的照射而设置的槽,该槽具有:(A)接合强度确保部,其相对于该第1树脂成型体的该纤维状填充剂的取向方向以90°±60°以内交叉的区域的投影面积比率相对于槽整体的投影面积为60%以上;和,(B)气密性确保部,其