
一种海水泵耐蚀叶轮的复合制造方法.pdf

是你****馨呀

1/9
2/9

3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种海水泵耐蚀叶轮的复合制造方法.pdf
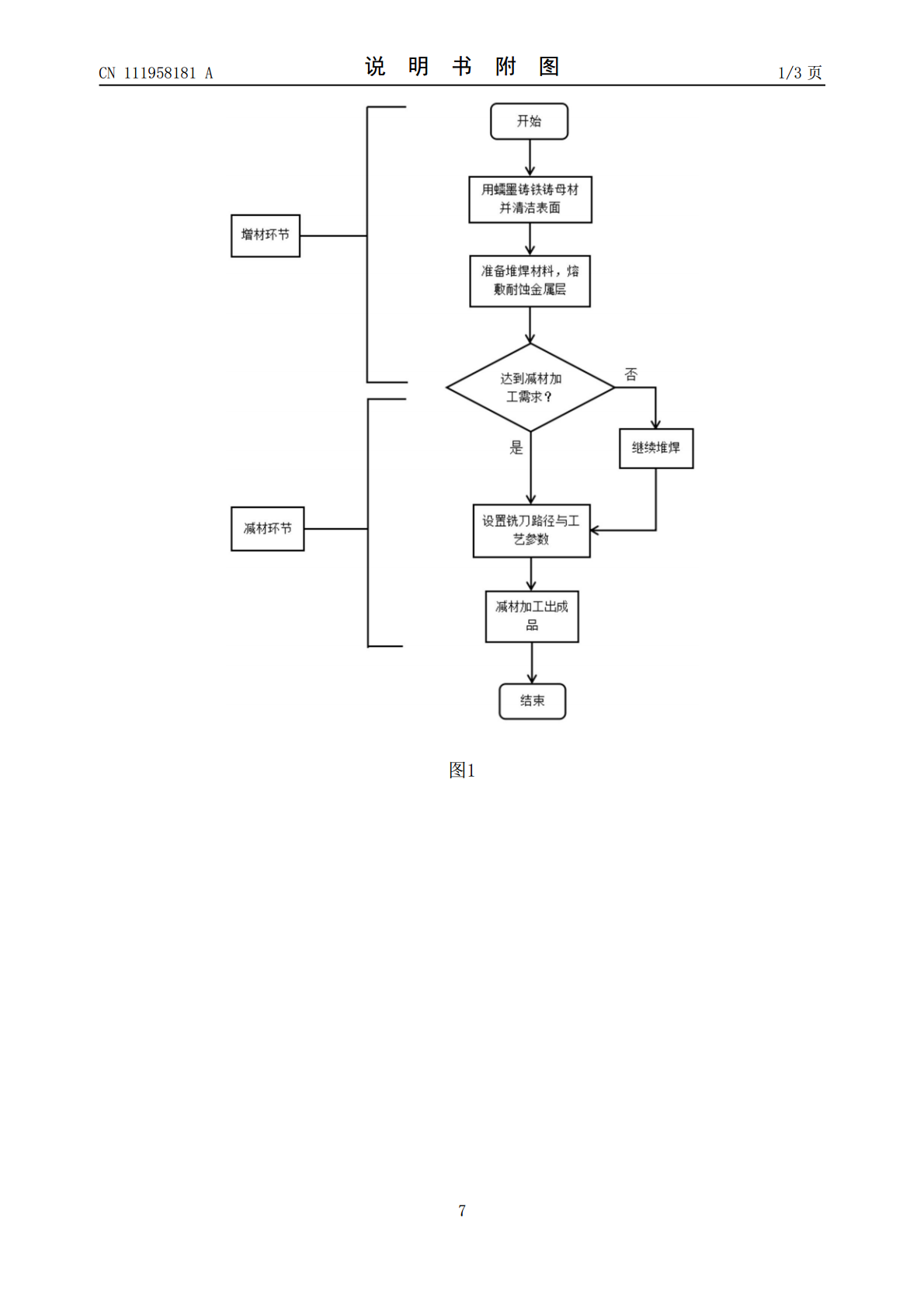
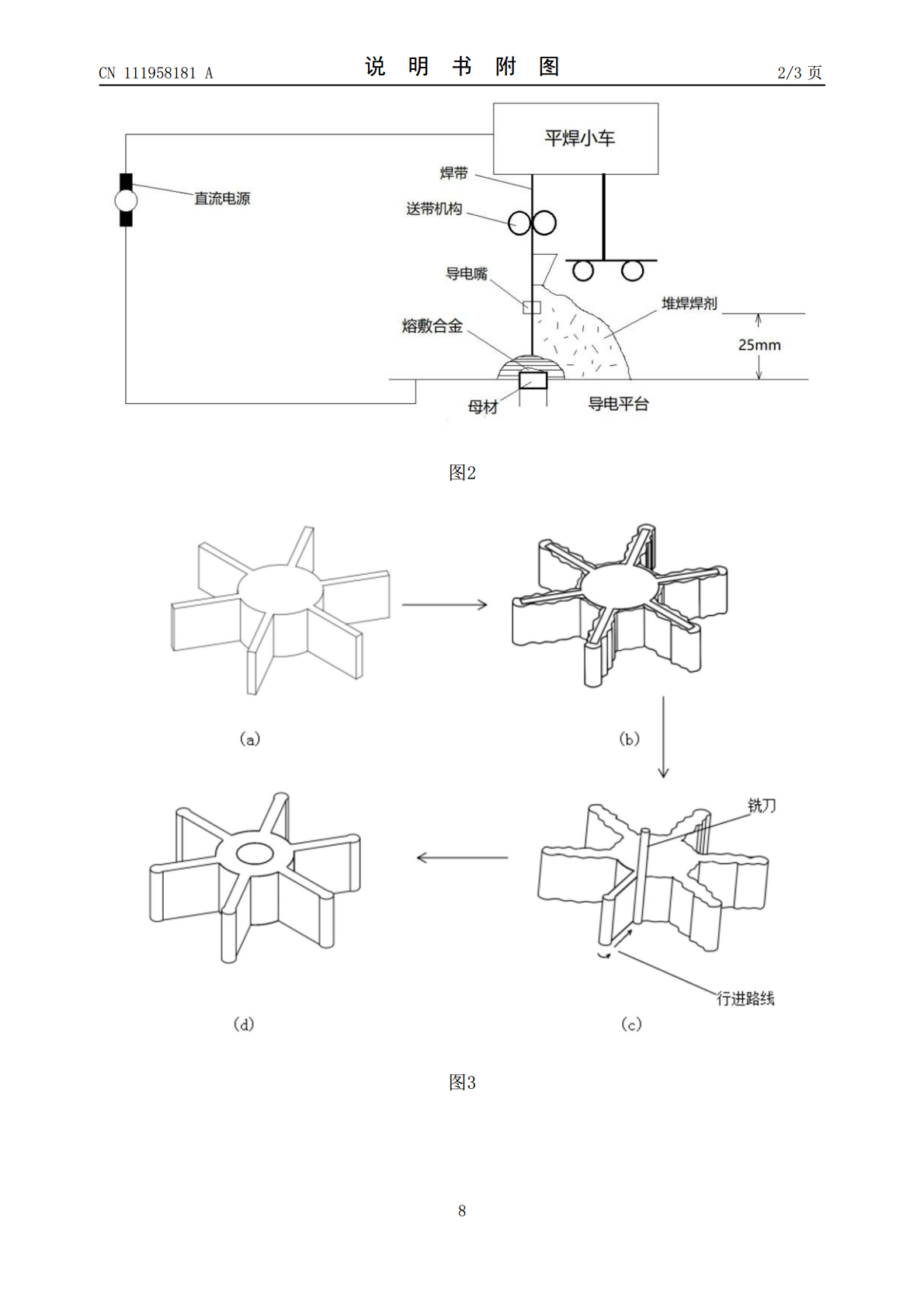
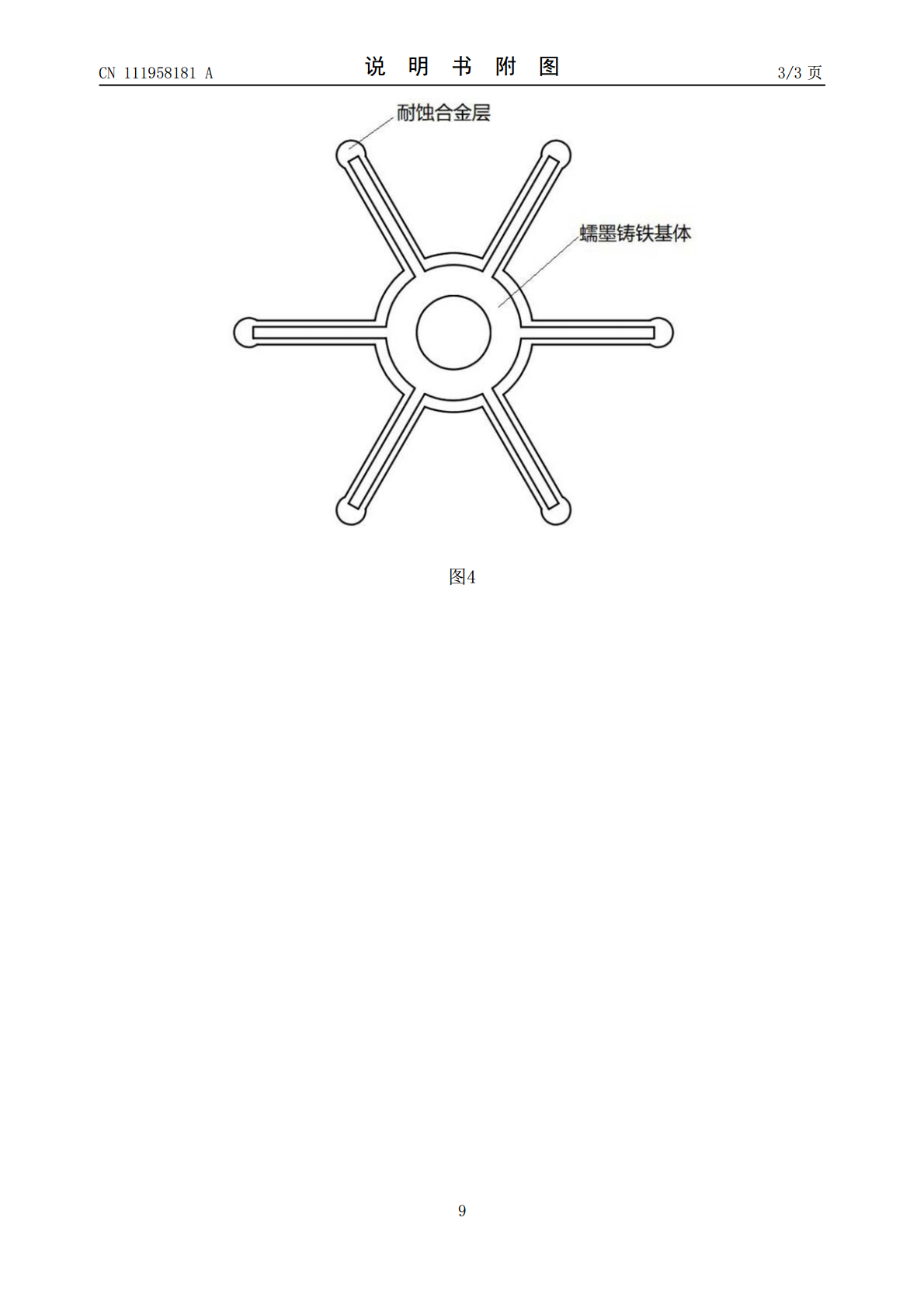
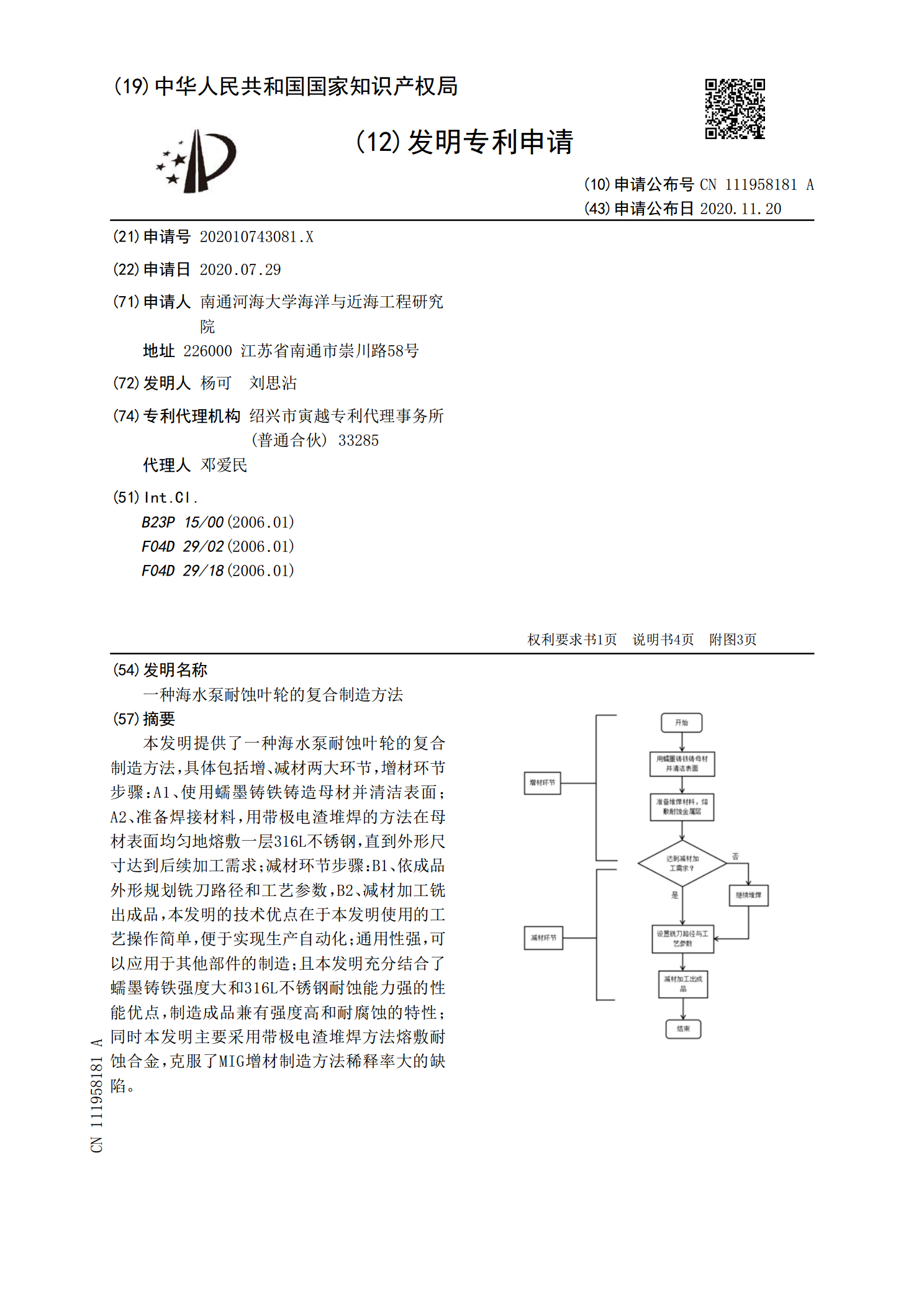
本发明提供了一种海水泵耐蚀叶轮的复合制造方法,具体包括增、减材两大环节,增材环节步骤:A1、使用蠕墨铸铁铸造母材并清洁表面;A2、准备焊接材料,用带极电渣堆焊的方法在母材表面均匀地熔敷一层316L不锈钢,直到外形尺寸达到后续加工需求;减材环节步骤:B1、依成品外形规划铣刀路径和工艺参数,B2、减材加工铣出成品,本发明的技术优点在于本发明使用的工艺操作简单,便于实现生产自动化;通用性强,可以应用于其他部件的制造;且本发明充分结合了蠕墨铸铁强度大和316L不锈钢耐蚀能力强的性能优点,制造成品兼有强度高和耐腐蚀
一种水泵叶轮的制造方法及水泵.pdf
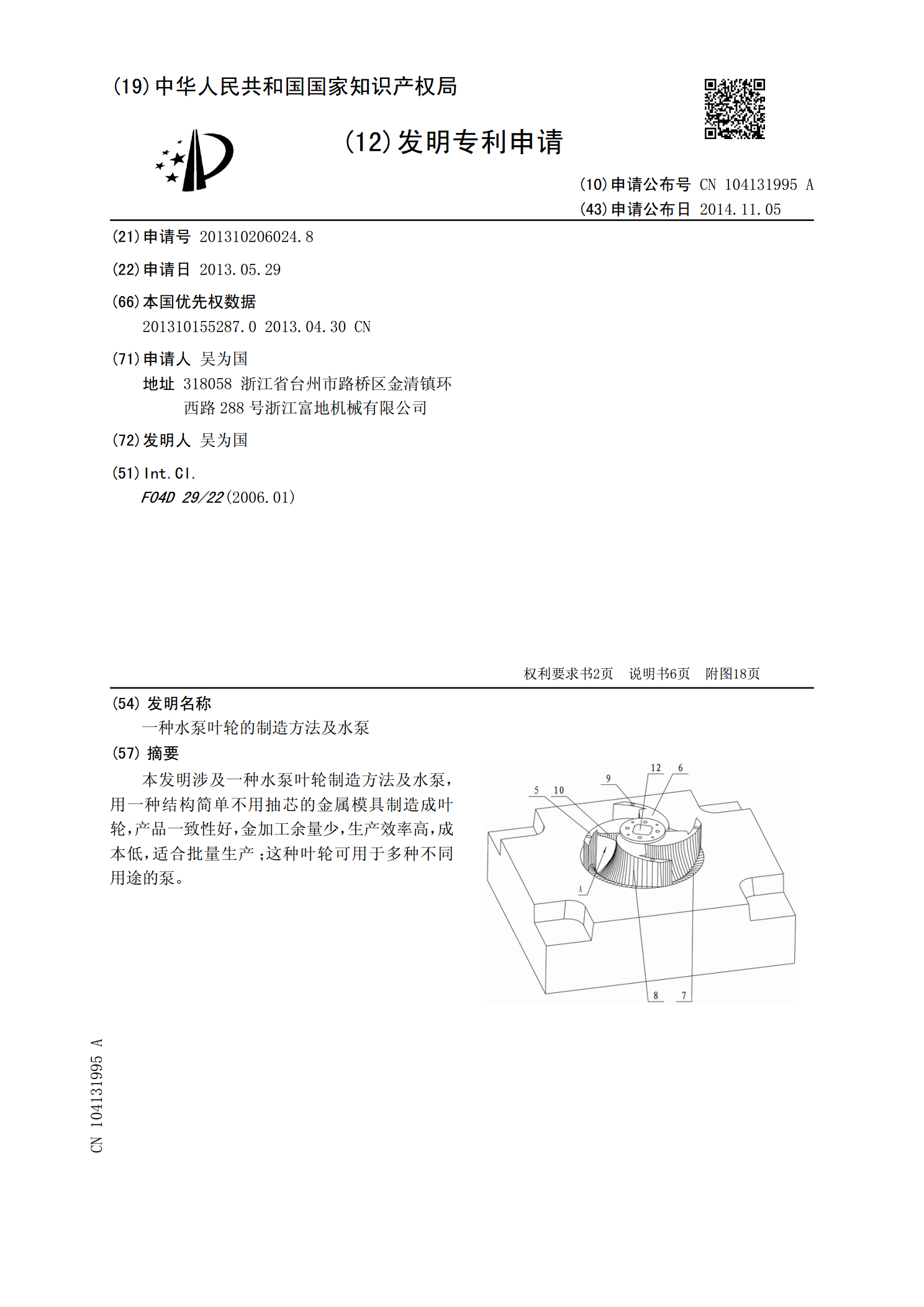
本发明涉及一种水泵叶轮制造方法及水泵,用一种结构简单不用抽芯的金属模具制造成叶轮,产品一致性好,金加工余量少,生产效率高,成本低,适合批量生产;这种叶轮可用于多种不同用途的泵。
一种水泵叶轮制造加工方法.pdf
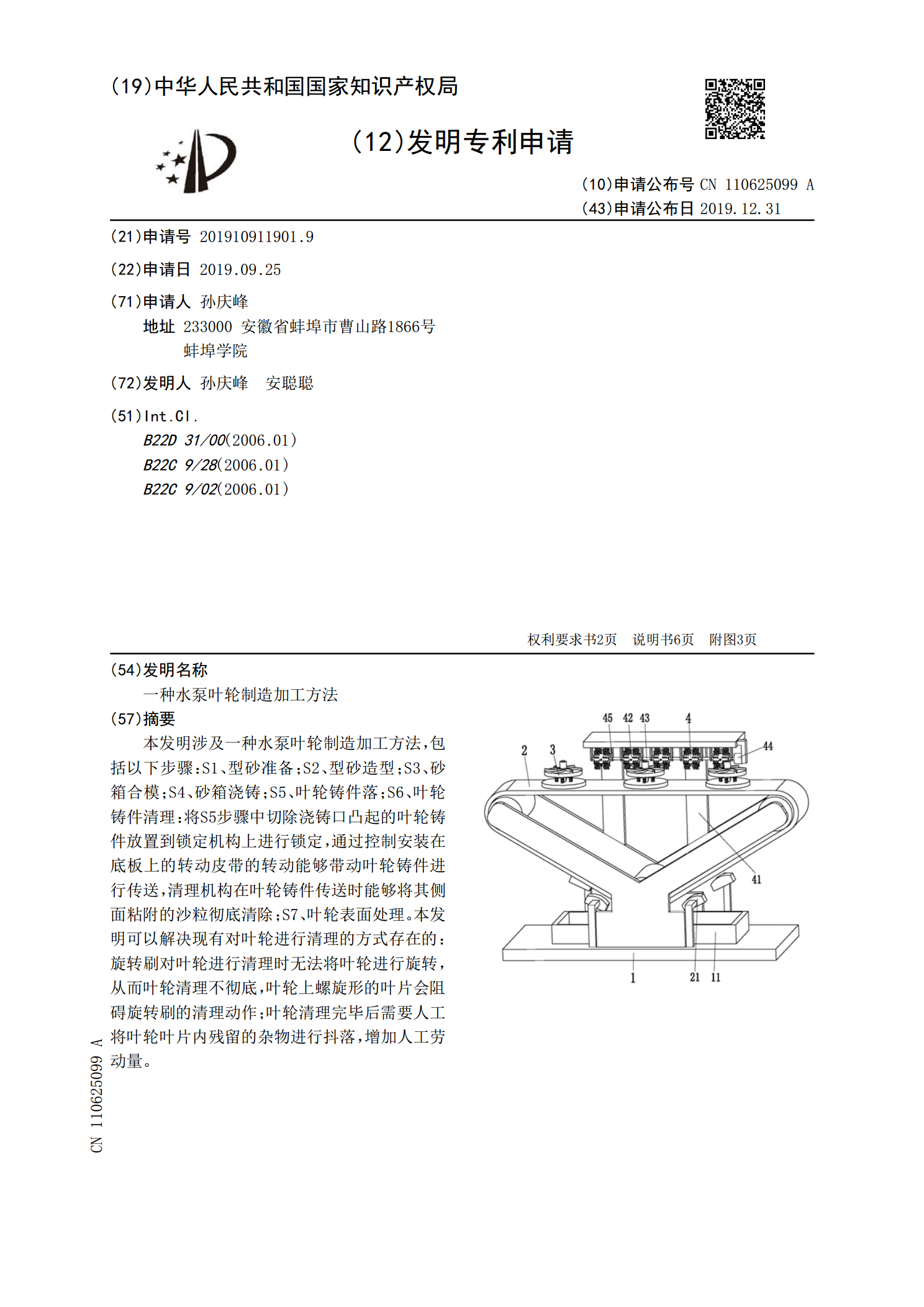
本发明涉及一种水泵叶轮制造加工方法,包括以下步骤:S1、型砂准备;S2、型砂造型;S3、砂箱合模;S4、砂箱浇铸;S5、叶轮铸件落;S6、叶轮铸件清理:将S5步骤中切除浇铸口凸起的叶轮铸件放置到锁定机构上进行锁定,通过控制安装在底板上的转动皮带的转动能够带动叶轮铸件进行传送,清理机构在叶轮铸件传送时能够将其侧面粘附的沙粒彻底清除;S7、叶轮表面处理。本发明可以解决现有对叶轮进行清理的方式存在的:旋转刷对叶轮进行清理时无法将叶轮进行旋转,从而叶轮清理不彻底,叶轮上螺旋形的叶片会阻碍旋转刷的清理动作;叶轮清理
一种潜水泵叶轮及其制造方法.pdf
本发明涉及水泵领域,提供一种潜水泵叶轮及其制造方法,潜水泵叶轮的原料按质量百分比的构成为:聚乙烯醇缩甲醛纤维10-20份、聚对苯二甲酸乙二醇酯纤维10-15份、聚酰胺纤维5-10份、芳香族聚酰胺纤维5-10份、醋酸纤维素7-15份、涤纶纤维3-5份、玻璃纤维1-3份、环氧树脂10-15份、呋喃树脂10-20份、邻苯二甲酸二丁酯5-10份、乙二胺4-5份、液体石蜡4-7份、乙醇10-15份。该发明具有的优点在于该潜水泵叶轮采用醋酸纤维素、涤纶纤维和呋喃树脂纤维等混合制成,具有良好的强度特性和良好的弹性,叶轮
一种叶轮耐蚀涂层粉末、叶轮耐蚀涂层及其制备方法.pdf
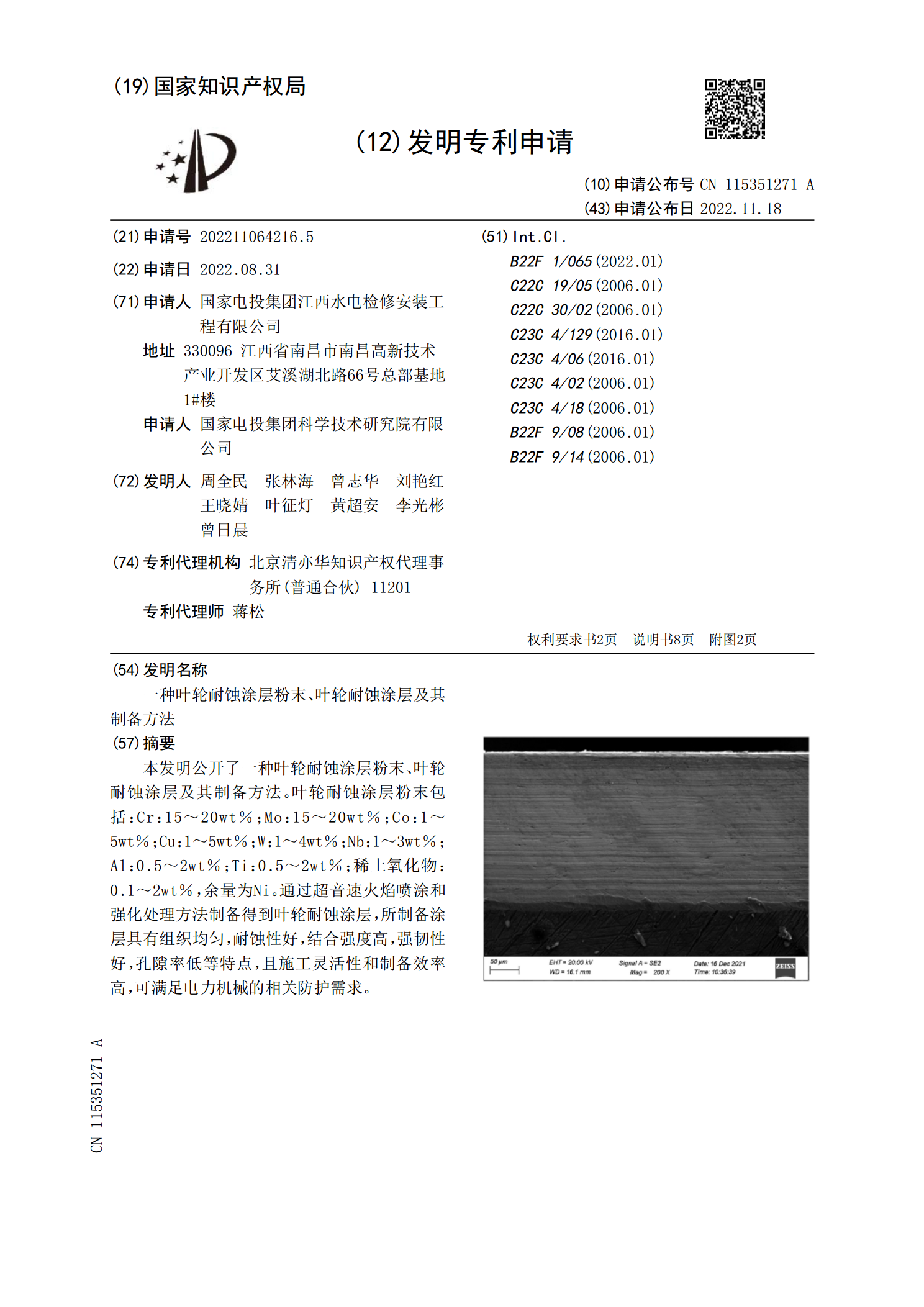
本发明公开了一种叶轮耐蚀涂层粉末、叶轮耐蚀涂层及其制备方法。叶轮耐蚀涂层粉末包括:Cr:15~20wt%;Mo:15~20wt%;Co:1~5wt%;Cu:1~5wt%;W:1~4wt%;Nb:1~3wt%;Al:0.5~2wt%;Ti:0.5~2wt%;稀土氧化物:0.1~2wt%,余量为Ni。通过超音速火焰喷涂和强化处理方法制备得到叶轮耐蚀涂层,所制备涂层具有组织均匀,耐蚀性好,结合强度高,强韧性好,孔隙率低等特点,且施工灵活性和制备效率高,可满足电力机械的相关防护需求。