
涡轮壳废气阀阀盖轴铸件研磨装置.pdf

努力****甲寅


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

涡轮壳废气阀阀盖轴铸件研磨装置.pdf
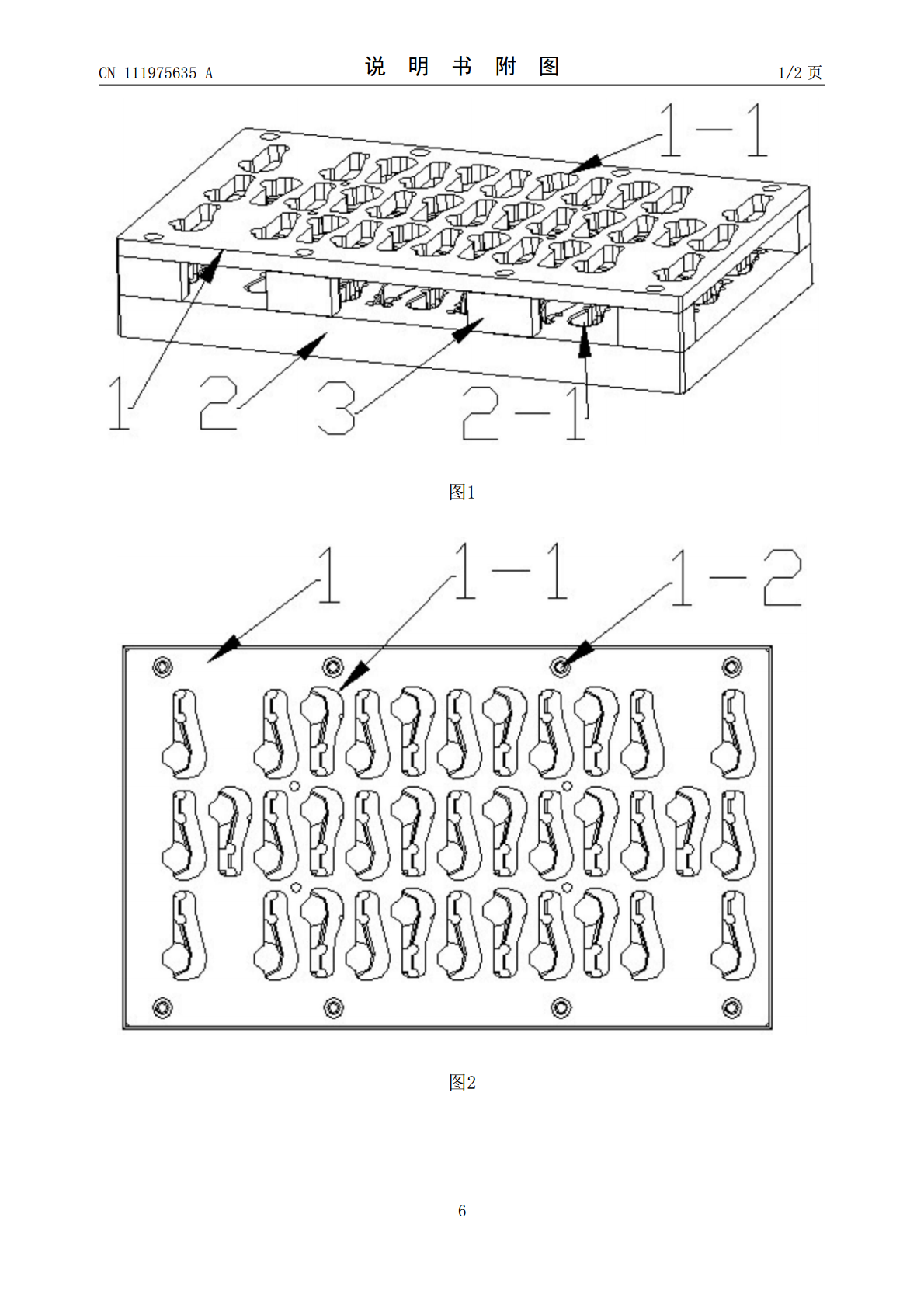
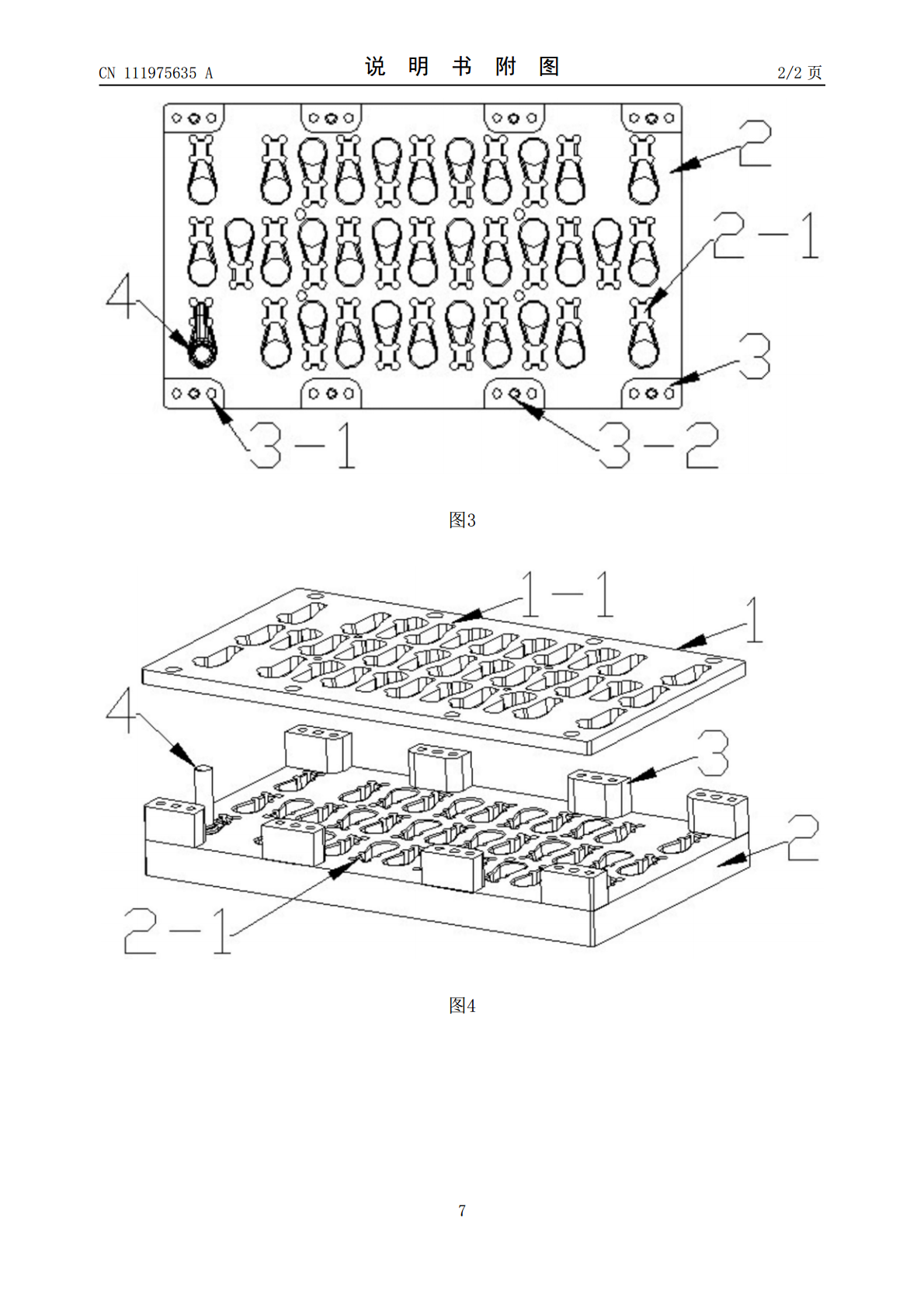
一种涡轮壳废气阀阀盖轴铸件研磨装置,包括:铸件上定位板、设置在铸件上定位板下面的铸件下定位板,其中,铸件下定位板上设置有数个支撑铸件上定位板的中间支撑块;且该铸件上定位板及铸件下定位板的周围上设置有数个与中间支撑块装配的工装定位销孔及螺钉孔,数个工装定位销孔及螺钉孔内分别安装有工装定位销及紧固螺钉,使铸件上定位板和铸件下定位板分别与中间支撑块两端进行定位;将铸件上定位板和下面的数个中间支撑块及铸件下定位板扣合,并紧固连接为一体,便形成了涡轮壳废气阀阀盖轴铸件研磨结构。本发明不仅能够使铸件独立实现自锁定位、

阀盖研磨工装.pdf
本发明公开了阀盖研磨工装,其特征在于:包括阀盖用游星齿轮盘和阀盖用垫块;所述阀盖用游星齿轮盘的外侧具有啮合用轮齿,所述啮合用轮齿用于与太阳轮与内齿环相配合构成行星齿轮机构;所述阀盖用游星齿轮盘的端面贯穿设置有阀盖装载孔;沿着所述阀盖用游星齿轮盘圆周方向均匀间隔设置有多个所述阀盖装载孔,每个阀盖装载孔用于供一对阀盖与所述阀盖用垫块由竖向填充装入,在每个阀盖装载孔内所述阀盖用垫块用于垫设在一对阀盖之间并使得一对阀盖的滑动接触平面能够从阀盖装载孔内伸出并能够被研磨盘研磨。
阀壳、具备其的阀、具备阀的涡轮装置及阀壳的气氛气体侵入防止方法.pdf
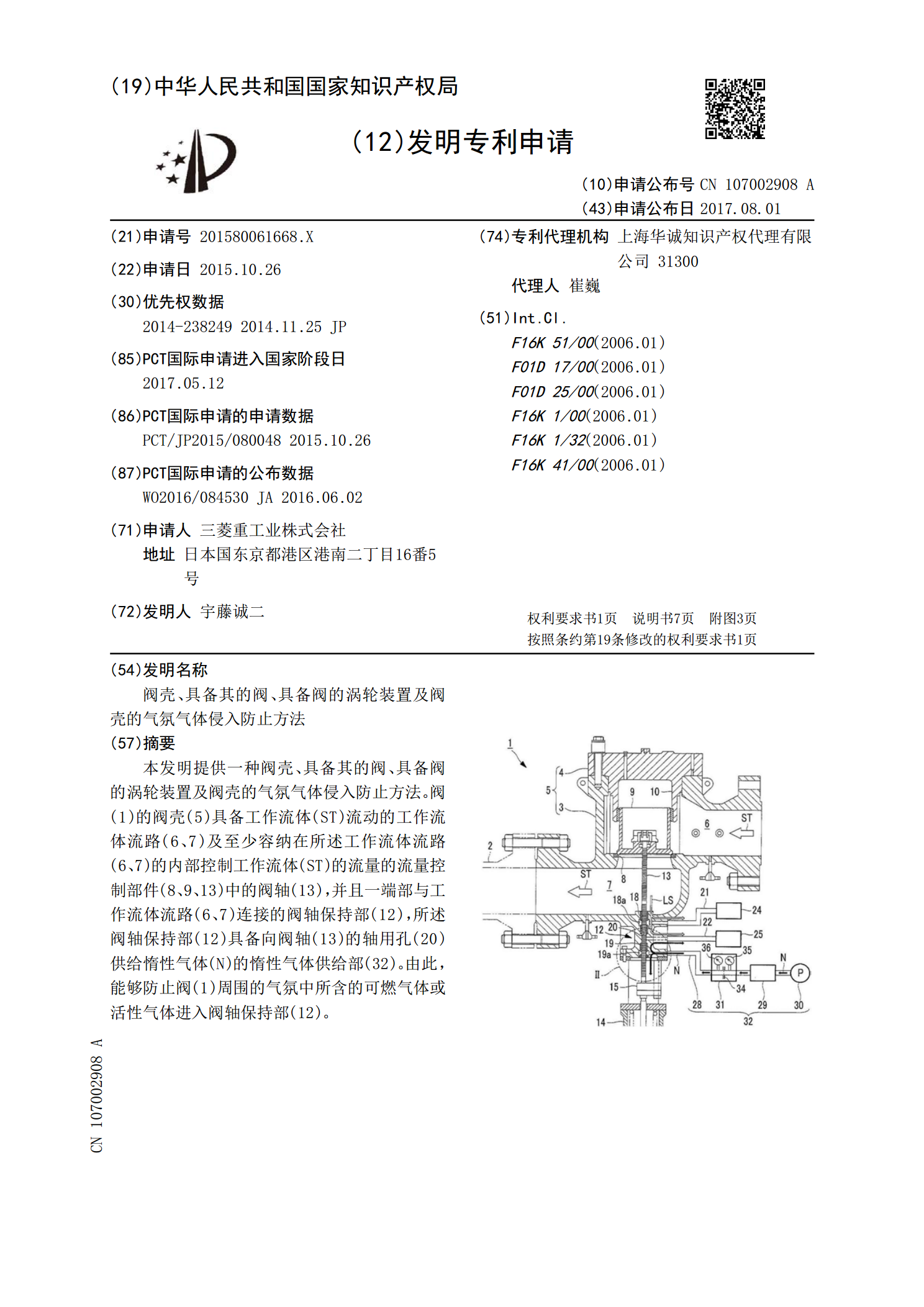
本发明提供一种阀壳、具备其的阀、具备阀的涡轮装置及阀壳的气氛气体侵入防止方法。阀(1)的阀壳(5)具备工作流体(ST)流动的工作流体流路(6、7)及至少容纳在所述工作流体流路(6、7)的内部控制工作流体(ST)的流量的流量控制部件(8、9、13)中的阀轴(13),并且一端部与工作流体流路(6、7)连接的阀轴保持部(12),所述阀轴保持部(12)具备向阀轴(13)的轴用孔(20)供给惰性气体(N)的惰性气体供给部(32)。由此,能够防止阀(1)周围的气氛中所含的可燃气体或活性气体进入阀轴保持部(12)。
一种气阀研磨装置.pdf
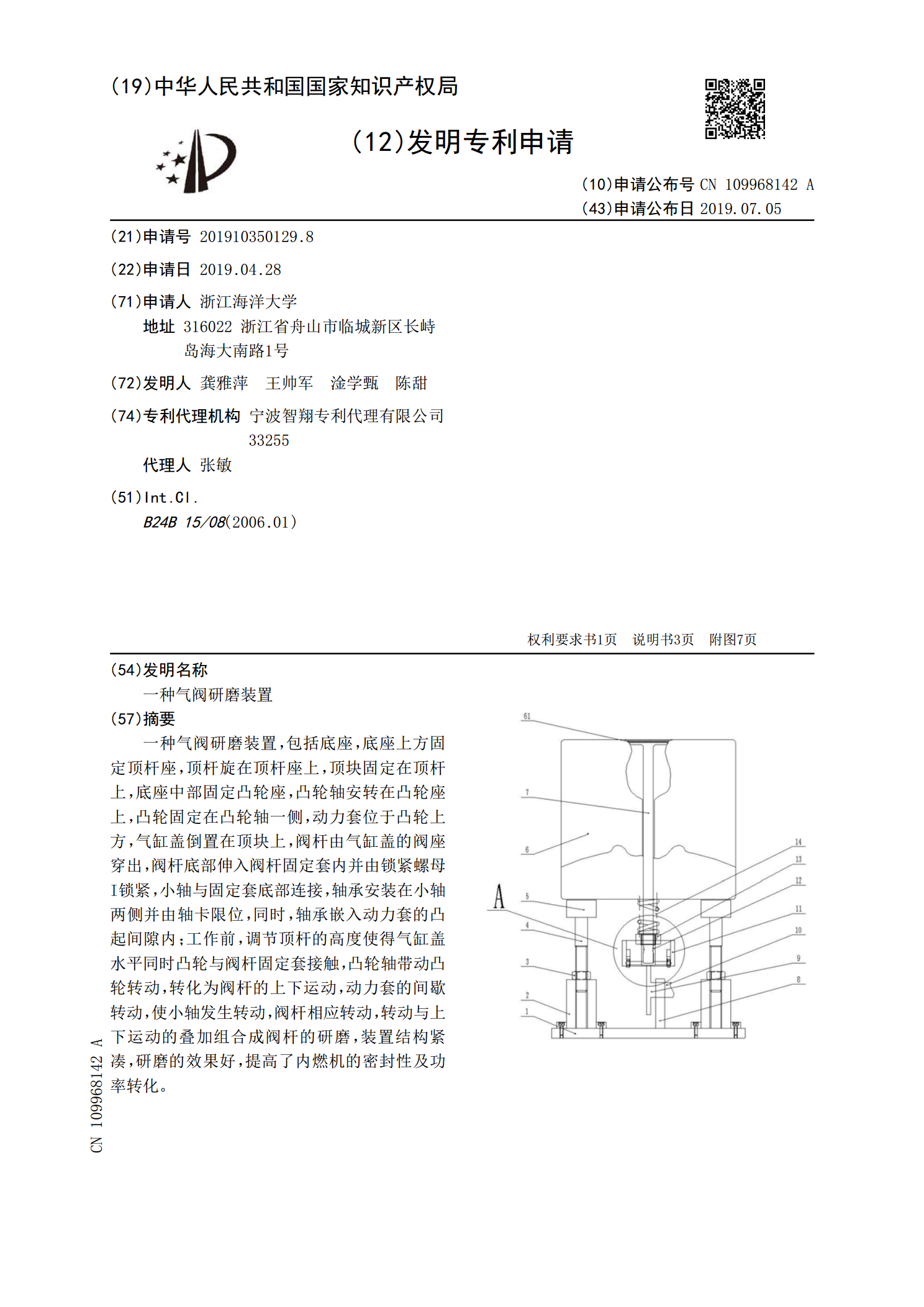
一种气阀研磨装置,包括底座,底座上方固定顶杆座,顶杆旋在顶杆座上,顶块固定在顶杆上,底座中部固定凸轮座,凸轮轴安转在凸轮座上,凸轮固定在凸轮轴一侧,动力套位于凸轮上方,气缸盖倒置在顶块上,阀杆由气缸盖的阀座穿出,阀杆底部伸入阀杆固定套内并由锁紧螺母I锁紧,小轴与固定套底部连接,轴承安装在小轴两侧并由轴卡限位,同时,轴承嵌入动力套的凸起间隙内;工作前,调节顶杆的高度使得气缸盖水平同时凸轮与阀杆固定套接触,凸轮轴带动凸轮转动,转化为阀杆的上下运动,动力套的间歇转动,使小轴发生转动,阀杆相应转动,转动与上下运动

一种四轴涡轮增压壳加工夹紧装置.pdf
本发明涉及一种夹紧装置,尤其是一种四轴涡轮增压壳加工夹紧装置,包括连接板、底座、定位座、壳体夹紧装置和出气管夹紧装置;所述连接板固定在分度盘的卡盘上,连接板与底座连接,底座上装有定位座,定位座的顶部设有凸台,凸台卡在涡轮增压壳的进气管上,壳体夹紧装置将涡轮增压壳的进气管压紧在定位座上,出气管夹紧装置将涡轮增压壳的出气管固定在底座上。本发明提供的一种四轴涡轮增压壳加工夹紧装置结构简单、装夹方便、定位精度高、稳定性好、提高了加工精度、降低了加工成本。