
一种轴类工件在位非接触检测方法.pdf

一吃****成益

1/10
2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共28页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种轴类工件在位非接触检测方法.pdf
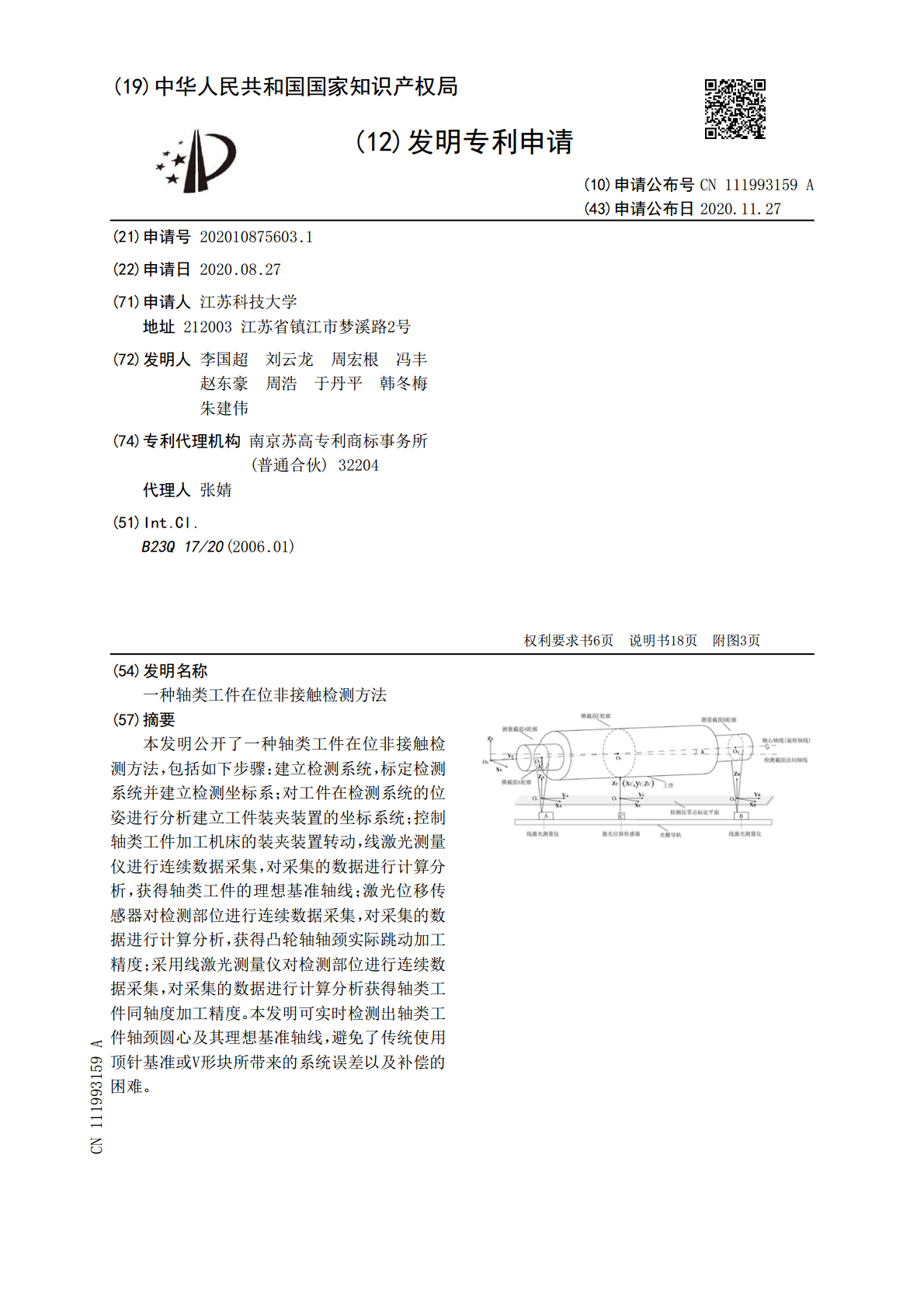
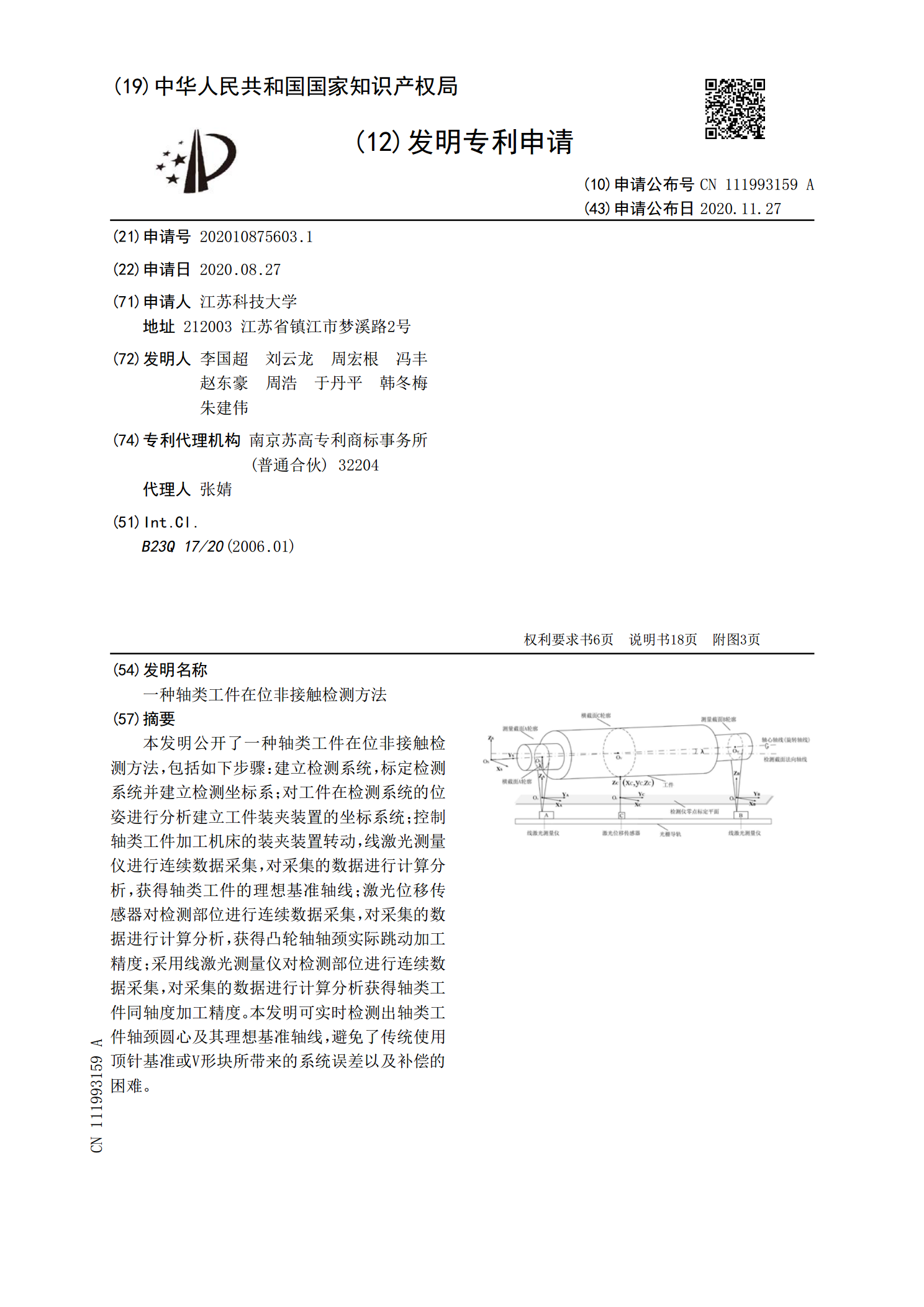
本发明公开了一种轴类工件在位非接触检测方法,包括如下步骤:建立检测系统,标定检测系统并建立检测坐标系;对工件在检测系统的位姿进行分析建立工件装夹装置的坐标系统;控制轴类工件加工机床的装夹装置转动,线激光测量仪进行连续数据采集,对采集的数据进行计算分析,获得轴类工件的理想基准轴线;激光位移传感器对检测部位进行连续数据采集,对采集的数据进行计算分析,获得凸轮轴轴颈实际跳动加工精度;采用线激光测量仪对检测部位进行连续数据采集,对采集的数据进行计算分析获得轴类工件同轴度加工精度。本发明可实时检测出轴类工件轴颈圆心

工件尺寸非接触在线检测方法与实验研究.docx
工件尺寸非接触在线检测方法与实验研究摘要:随着工业智能化的发展,工厂自动化生产已经越来越普遍。在制造工艺中,工件尺寸的精度直接关系到产品品质和工艺品质。然而,传统的工件尺寸检测方法需要人工操作,费时费力,且精度有限。因此,研发一种基于非接触在线检测的工件尺寸检测技术变得越来越关键。本文针对此问题进行了实验研究,探究了基于激光投射和线性CCD相机的非接触在线检测方法,并对比了传统的人工检测方法。实验结果表明,基于激光投射和线性CCD相机的非接触在线检测方法具有精度高、速度快、效率高等诸多优点,非常适合用于工
一种非接触式工件尺寸测量的方法及系统.pdf
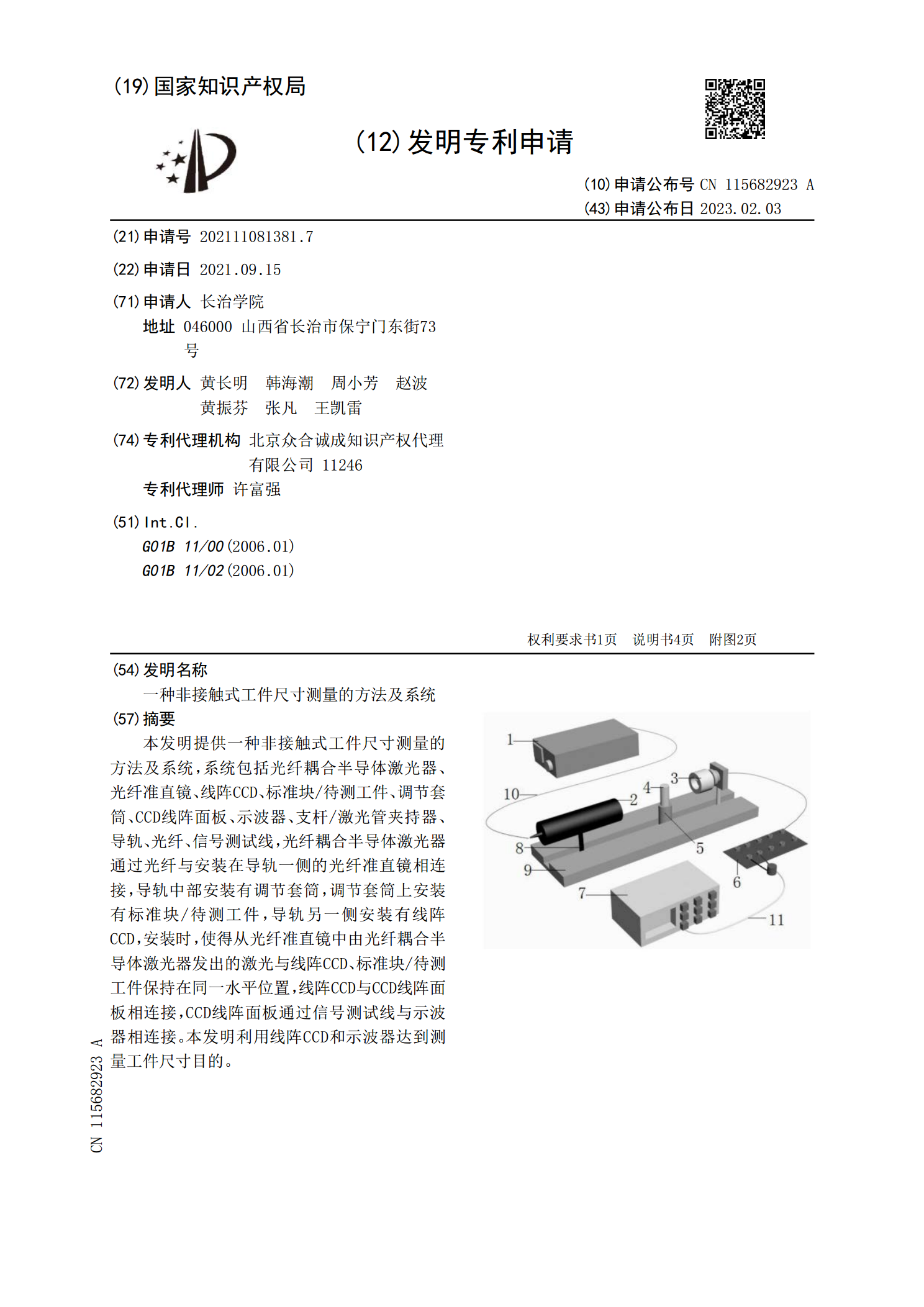
本发明提供一种非接触式工件尺寸测量的方法及系统,系统包括光纤耦合半导体激光器、光纤准直镜、线阵CCD、标准块/待测工件、调节套筒、CCD线阵面板、示波器、支杆/激光管夹持器、导轨、光纤、信号测试线,光纤耦合半导体激光器通过光纤与安装在导轨一侧的光纤准直镜相连接,导轨中部安装有调节套筒,调节套筒上安装有标准块/待测工件,导轨另一侧安装有线阵CCD,安装时,使得从光纤准直镜中由光纤耦合半导体激光器发出的激光与线阵CCD、标准块/待测工件保持在同一水平位置,线阵CCD与CCD线阵面板相连接,CCD线阵面板通过信
一种摆线齿轮磨床在机非接触式工件轮廓检测系统与方法.pdf
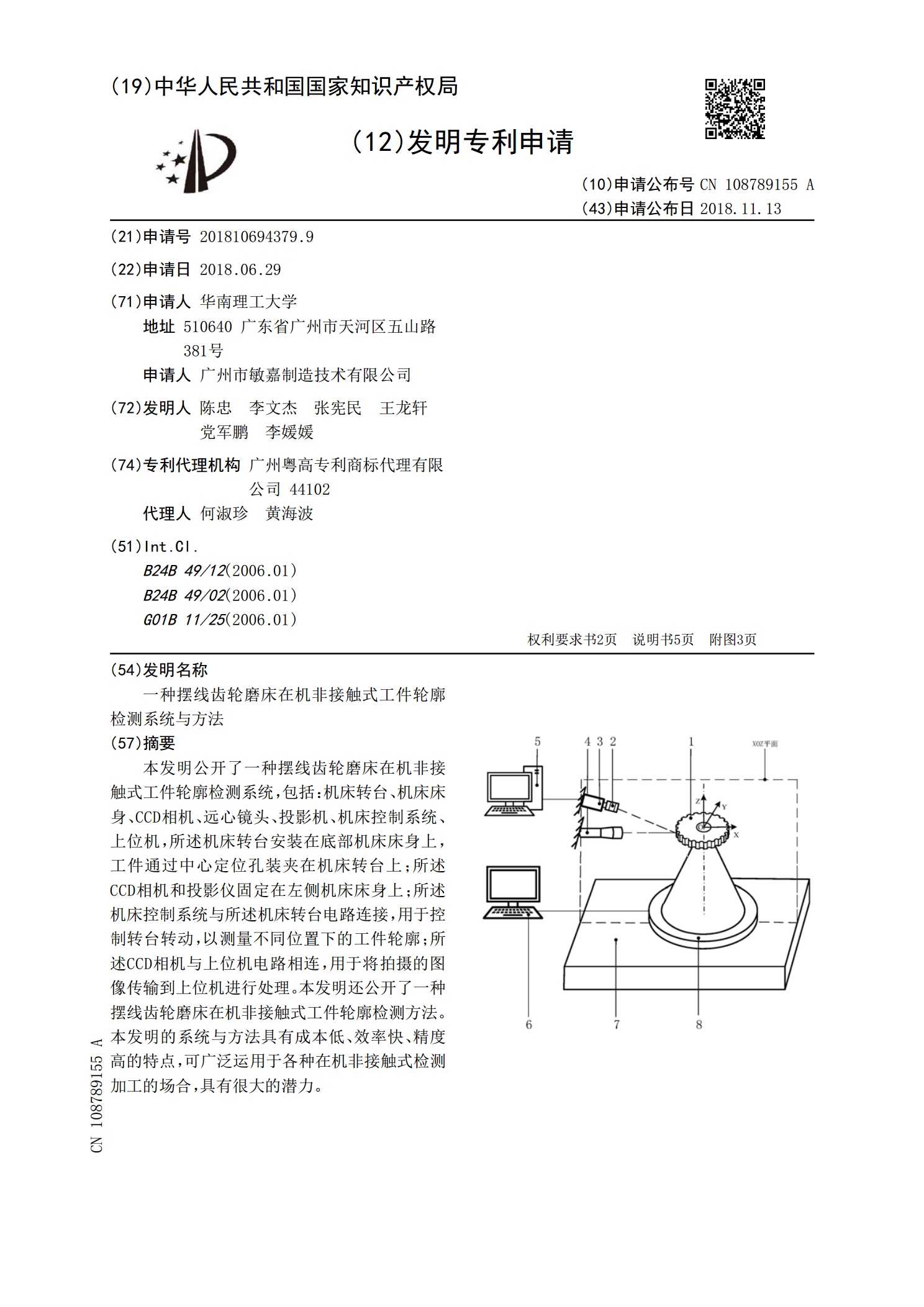
本发明公开了一种摆线齿轮磨床在机非接触式工件轮廓检测系统,包括:机床转台、机床床身、CCD相机、远心镜头、投影机、机床控制系统、上位机,所述机床转台安装在底部机床床身上,工件通过中心定位孔装夹在机床转台上;所述CCD相机和投影仪固定在左侧机床床身上;所述机床控制系统与所述机床转台电路连接,用于控制转台转动,以测量不同位置下的工件轮廓;所述CCD相机与上位机电路相连,用于将拍摄的图像传输到上位机进行处理。本发明还公开了一种摆线齿轮磨床在机非接触式工件轮廓检测方法。本发明的系统与方法具有成本低、效率快、精度高

一种砂轮/工件复杂圆弧廓形在位检测方法及装置.pdf
本发明提供一种砂轮/工件复杂圆弧廓形在位检测方法及装置,属于轴承沟道精密磨削加工领域。该方法包括:砂轮/工件相对线型激光位移传感器匀速转动,线型激光位移传感器每采样一次获得一组轮廓数据,得到表示砂轮/工件表面轮廓的多组轮廓数据;对获得的多组轮廓数据进行预处理;对预处理后的多组轮廓数据进行宏观轮廓线提取;对每条宏观轮廓线进行圆弧分段处理,并对每条宏观轮廓线的各圆弧段分别进行拟合得到各圆弧段拟合曲线,将各圆弧段拟合曲线组合为检测廓形线;利用宏观轮廓线和检测廓形线计算得到砂轮/工件廓形的检测指标参数。该方法的检