
一种摆线齿轮磨床在机非接触式工件轮廓检测系统与方法.pdf

努力****振宇

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种摆线齿轮磨床在机非接触式工件轮廓检测系统与方法.pdf
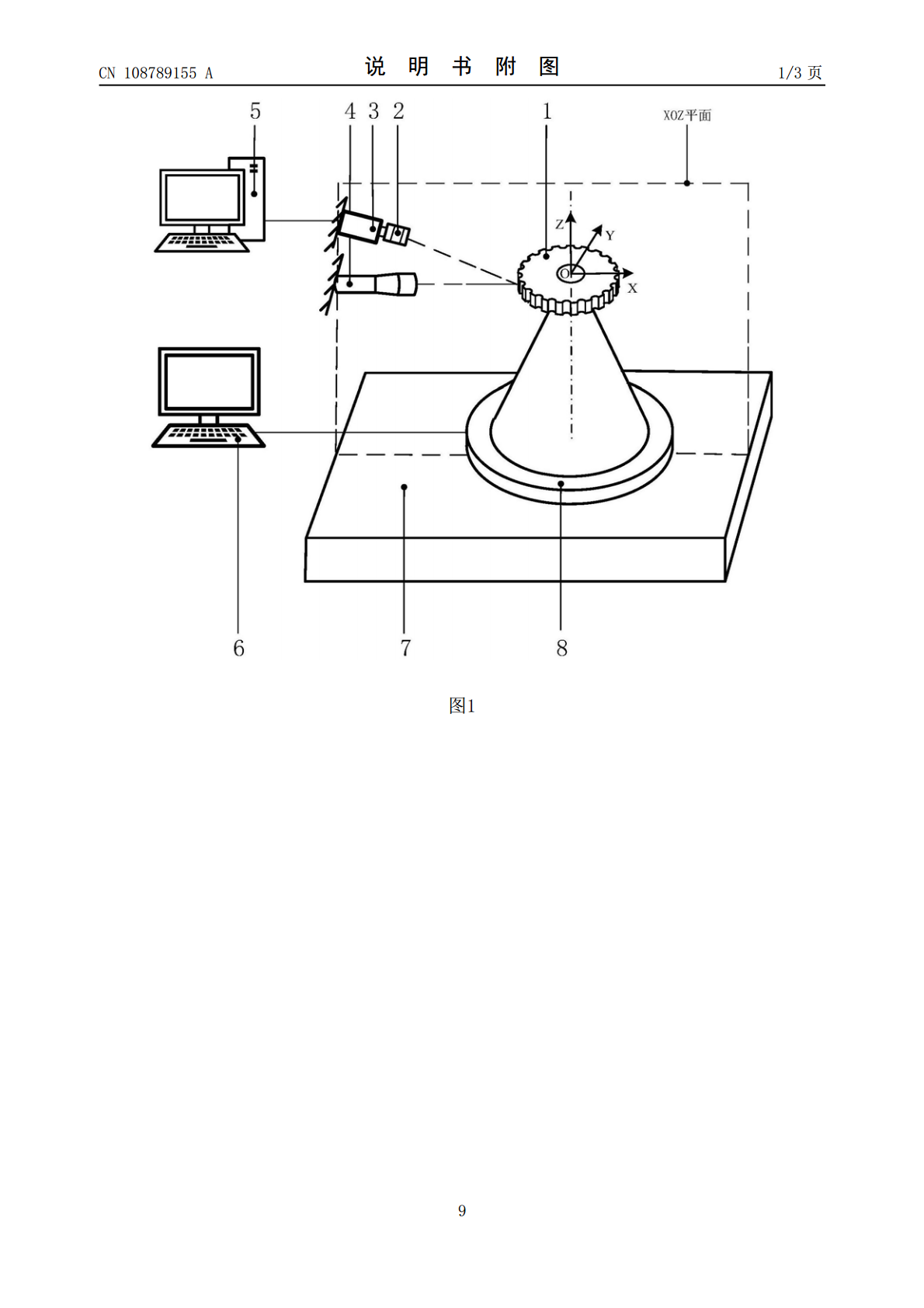
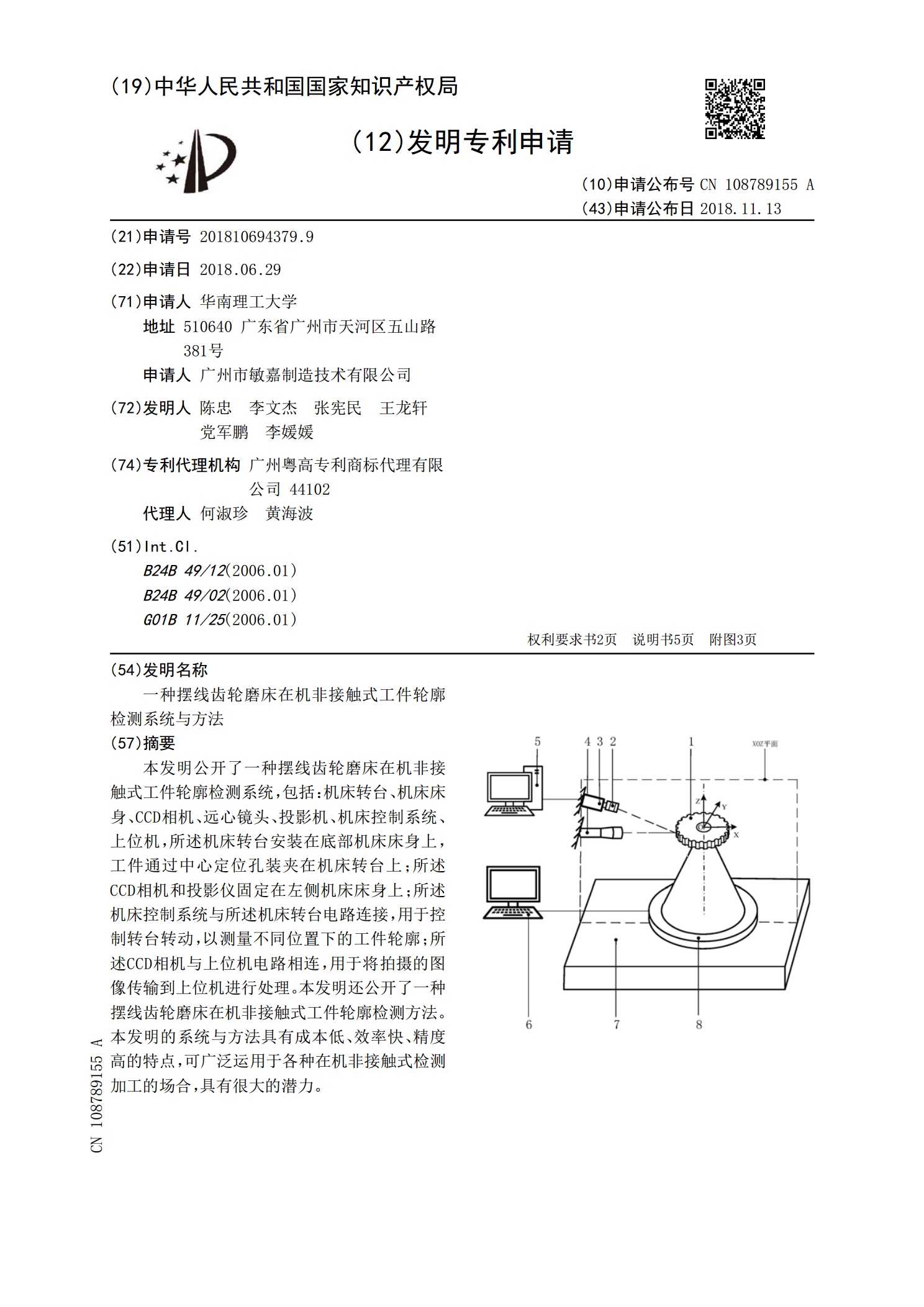
本发明公开了一种摆线齿轮磨床在机非接触式工件轮廓检测系统,包括:机床转台、机床床身、CCD相机、远心镜头、投影机、机床控制系统、上位机,所述机床转台安装在底部机床床身上,工件通过中心定位孔装夹在机床转台上;所述CCD相机和投影仪固定在左侧机床床身上;所述机床控制系统与所述机床转台电路连接,用于控制转台转动,以测量不同位置下的工件轮廓;所述CCD相机与上位机电路相连,用于将拍摄的图像传输到上位机进行处理。本发明还公开了一种摆线齿轮磨床在机非接触式工件轮廓检测方法。本发明的系统与方法具有成本低、效率快、精度高

非接触式齿轮倒角轮廓测量系统的开题报告.docx
非接触式齿轮倒角轮廓测量系统的开题报告1.引言齿轮倒角是齿轮制造过程中的一个重要步骤。如果齿轮角部不倒角,则会导致齿轮损耗,影响齿轮的使用寿命。为确保齿轮质量,减少不必要的损失,测量齿轮倒角轮廓成为了重要课题。目前,齿轮倒角轮廓的测量方式主要有接触式测量和非接触式测量两种方法。接触式测量使用专用测量工具,该方法操作简单,但是需要直接接触齿轮,容易对齿轮表面造成损伤,同时工具磨损十分严重,会影响测量结果的准确性和稳定性。非接触式测量则使用光学测量仪器,不与齿轮直接接触,具有更加优越的性能和精度。因此本文将介
一种非接触式工件尺寸测量的方法及系统.pdf
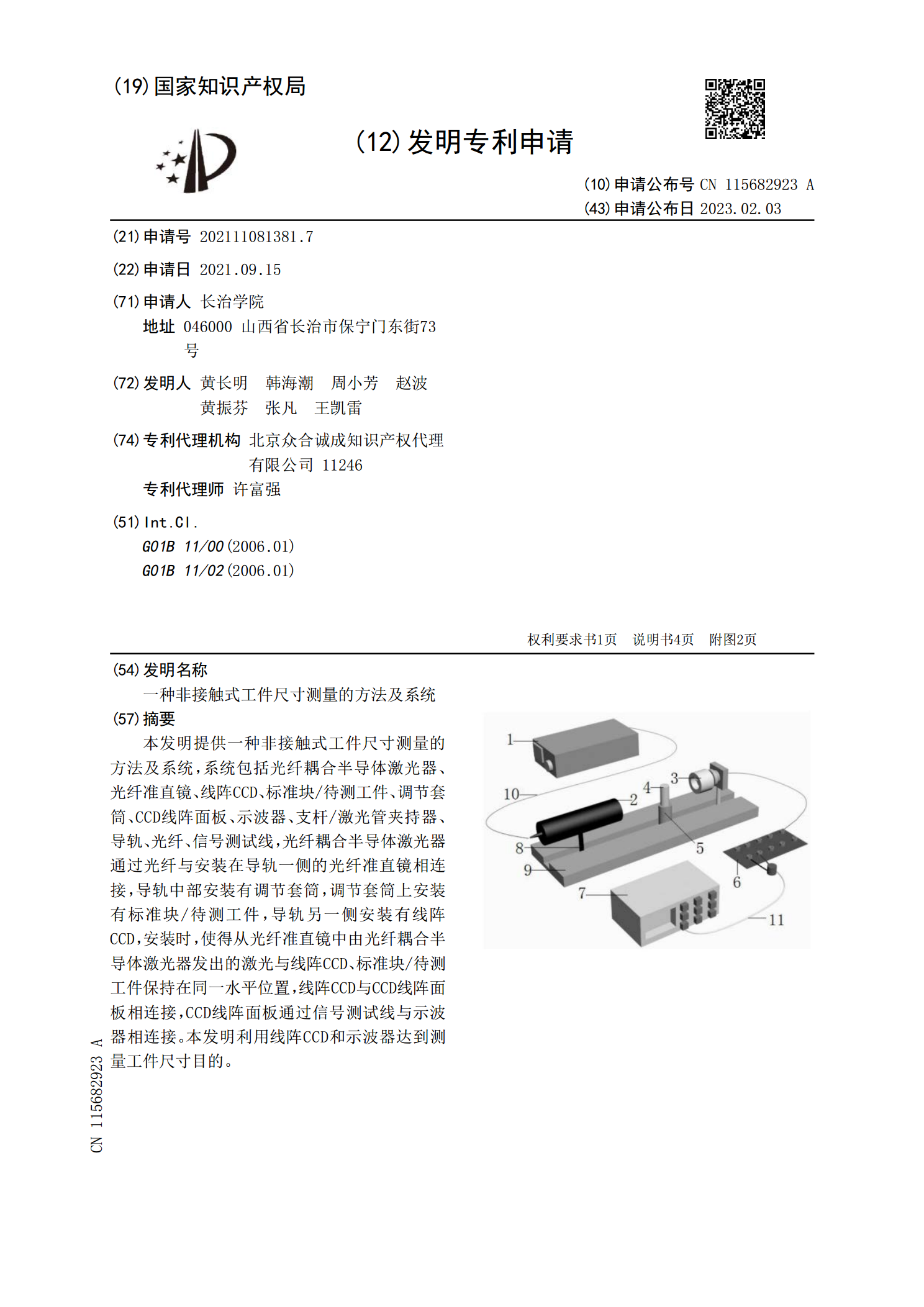
本发明提供一种非接触式工件尺寸测量的方法及系统,系统包括光纤耦合半导体激光器、光纤准直镜、线阵CCD、标准块/待测工件、调节套筒、CCD线阵面板、示波器、支杆/激光管夹持器、导轨、光纤、信号测试线,光纤耦合半导体激光器通过光纤与安装在导轨一侧的光纤准直镜相连接,导轨中部安装有调节套筒,调节套筒上安装有标准块/待测工件,导轨另一侧安装有线阵CCD,安装时,使得从光纤准直镜中由光纤耦合半导体激光器发出的激光与线阵CCD、标准块/待测工件保持在同一水平位置,线阵CCD与CCD线阵面板相连接,CCD线阵面板通过信

基于激光测距的非接触式齿轮倒角轮廓测量系统.docx
基于激光测距的非接触式齿轮倒角轮廓测量系统1.引言齿轮倒角是齿轮加工中的重要工序,在齿轮的运转过程中,如果没有进行倒角处理,就会使齿轮齿床受到更大的应力,严重时会造成齿轮断裂或变形,从而影响齿轮的使用寿命和性能。因此,齿轮倒角的质量直接影响到齿轮的稳定性和可靠性。传统的齿轮倒角方式主要是利用刀具进行加工,但是这种方式容易产生倒角失效、表面质量不良等问题,同时也会对刀具进行磨损和损坏,导致加工成本和工艺质量的不稳定性。为了有效解决这些问题,本文提出了一种基于激光测距的非接触式齿轮倒角轮廓测量系统。2.常见齿

一种非接触式纱线张力检测系统及方法.pdf
本发明公开了一种非接触式纱线张力检测系统及方法,包括用于传导纱线的导纱轮,还包括由线阵CCD图像采集装置组成的探测头、FPGA芯片、用于为FPGA芯片供电的电源、PC上位机,线阵CCD图像采集装置包括平行光源、依次位于平行光源的通过路径上的棱镜、成像透镜和线阵CCD传感器,在平行光源照射下,纱线的阴影成像在线阵CCD传感器上,线阵CCD传感器检测纱线的阴影大小变化,将阴影大小变化信号传送到ADC转换器中,ADC转换器负责将接收到模拟信号转化为数字信号送进FPGA芯片中进行运算得出纱线的张力值。本发明可以在