
一种砂轮/工件复杂圆弧廓形在位检测方法及装置.pdf

淑然****by

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种砂轮/工件复杂圆弧廓形在位检测方法及装置.pdf
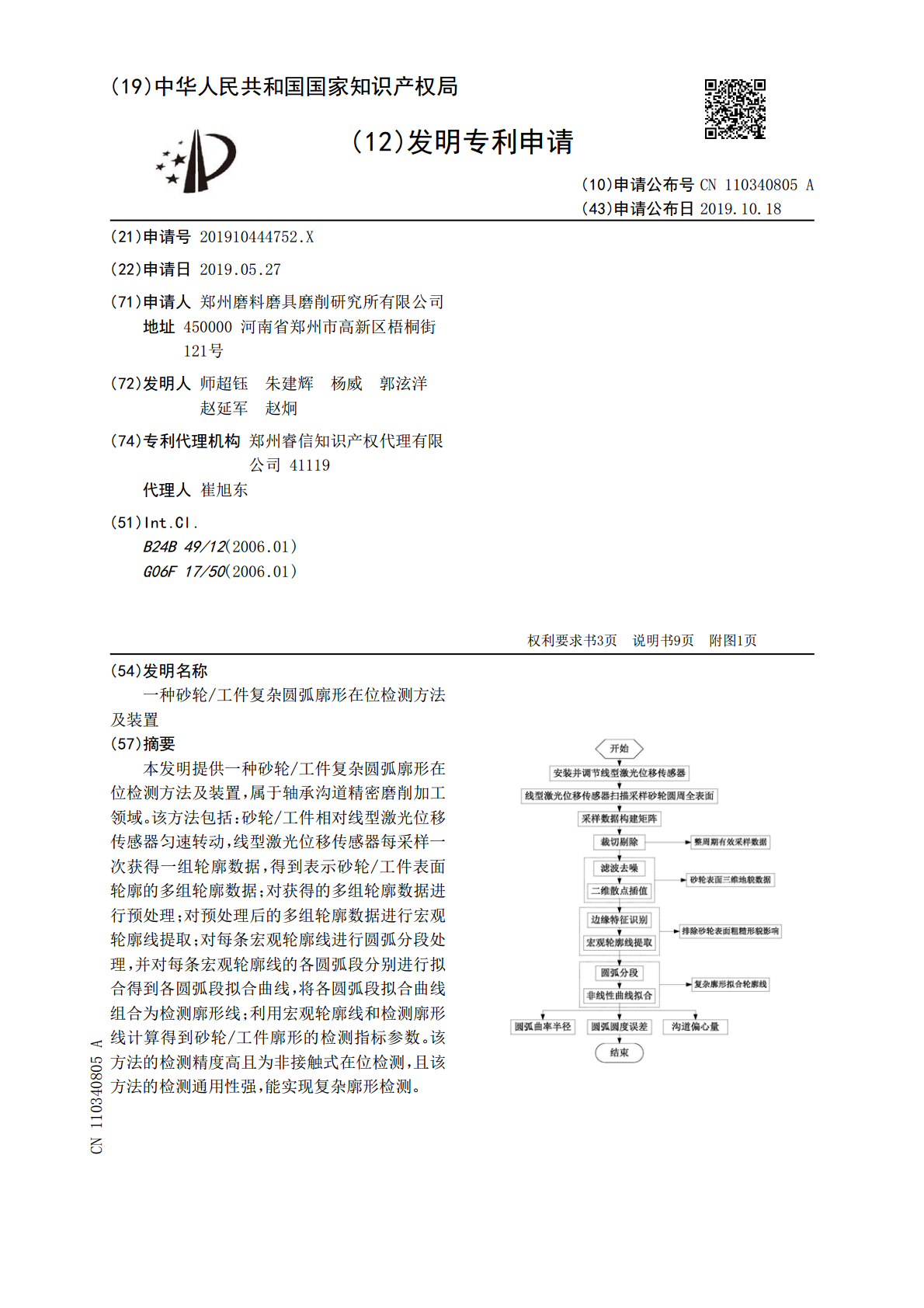
本发明提供一种砂轮/工件复杂圆弧廓形在位检测方法及装置,属于轴承沟道精密磨削加工领域。该方法包括:砂轮/工件相对线型激光位移传感器匀速转动,线型激光位移传感器每采样一次获得一组轮廓数据,得到表示砂轮/工件表面轮廓的多组轮廓数据;对获得的多组轮廓数据进行预处理;对预处理后的多组轮廓数据进行宏观轮廓线提取;对每条宏观轮廓线进行圆弧分段处理,并对每条宏观轮廓线的各圆弧段分别进行拟合得到各圆弧段拟合曲线,将各圆弧段拟合曲线组合为检测廓形线;利用宏观轮廓线和检测廓形线计算得到砂轮/工件廓形的检测指标参数。该方法的检

成形磨砂轮圆弧廓形关键参数在位检测方法及试验研究.docx
成形磨砂轮圆弧廓形关键参数在位检测方法及试验研究摘要磨砂轮的圆弧廓形关键参数对于制造成形磨砂轮具有重要的意义。为了保证成形磨砂轮的精度,需要进行位检测方法的研究和试验。本文针对成形磨砂轮的圆弧廓形关键参数进行了研究,并利用试验方法验证了其有效性。研究结果表明,该位检测方法能够有效地检测圆弧廓形关键参数,并对成形磨砂轮的质量控制具有一定的参考价值。关键词:成形磨砂轮;圆弧廓形;位检测方法;试验研究引言成形磨砂轮是一种重要的加工工具,在各种领域中得到了广泛的应用。其制造工艺的精度对于加工质量的保证具有重要的意

一种非接触式金属基圆弧砂轮的圆弧廓形及半径在位检测方法及实现该方法的装置.pdf
一种非接触式金属基圆弧砂轮的圆弧廓形及半径在位检测方法及实现该方法的装置,涉及磨削加工领域中的金属基圆弧砂轮廓形和半径的在位检测技术。它为了解决常规的接触式检测方法在检测过程中会对砂轮造成接触干扰,导致检测结果不准确的问题。本发明采用步进电动机控制电涡流传感器沿平行于金属基圆弧砂轮的旋转轴线方向匀速运动,电涡流传感器在运动过程中测量其测头与金属基圆弧砂轮表面的距离,并将检测数据通过数据采集卡发送给计算机,计算机对数据进行计算处理得到金属基圆弧砂轮的廓形和半径。本发明的检测方法属于非接触检测,不会对砂轮造成

一种砂轮圆弧修整廓形在线测量方法.pdf
本发明涉及一种砂轮圆弧修整廓形在线测量方法。该方法利用声发射传感器对砂轮修整过程进行在线监测,通过建立砂轮圆弧修整过程中各位置声发射信号特征值与实际修整切深的数学模型,实现基于声发射信号的砂轮圆弧修整廓形的在线测量。从而能够通过高效率的在线测量及时进行误差补偿,实现砂轮圆弧修整廓形精度控制。本发明实现了砂轮修整廓形的在线测量,标定后不必采用繁琐的离线测量,在保证测量精度的同时,大大缩短了测量时间,有利于在快节奏大批量的生产线中提高加工效率。

基于砂轮包络廓形的复杂曲面数控磨削方法.pdf
基于砂轮包络廓形的复杂曲面数控磨削方法,其实质是一种以数控运动补偿砂轮几何误差的新的复杂曲面精密加工理念。所述砂轮包络廓形是指砂轮在高速回转情况下在样板上包络出的平面形状,它包含了砂轮的形状与尺寸误差,磨床的主轴回转误差。传统的包络法磨削加工都是基于砂轮的理论廓形进行编程,没有考虑刀具的制造误差、磨损、机床主轴回转误差等因素的影响。采用砂轮包络廓形计算砂轮刀位轨迹进行复杂曲面磨削加工,消除了砂轮形状和尺寸等误差的影响,提高了复杂曲面的精加工精度。同时,降低了复杂曲面包络法数控磨削时对砂轮精度要求,尤其对于