
一种曲轴加工装置.pdf

王秋****哥哥


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种曲轴加工装置.pdf
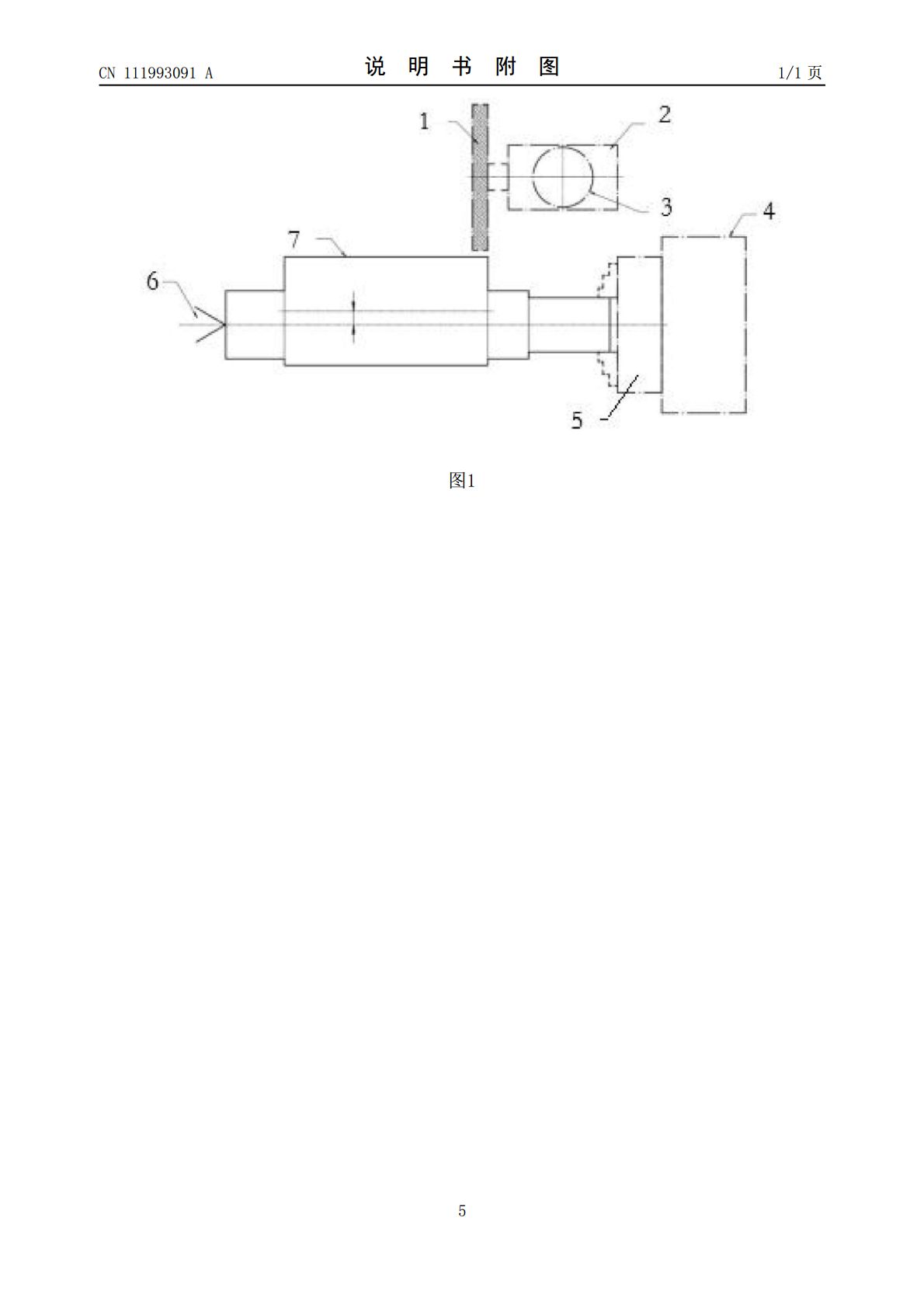
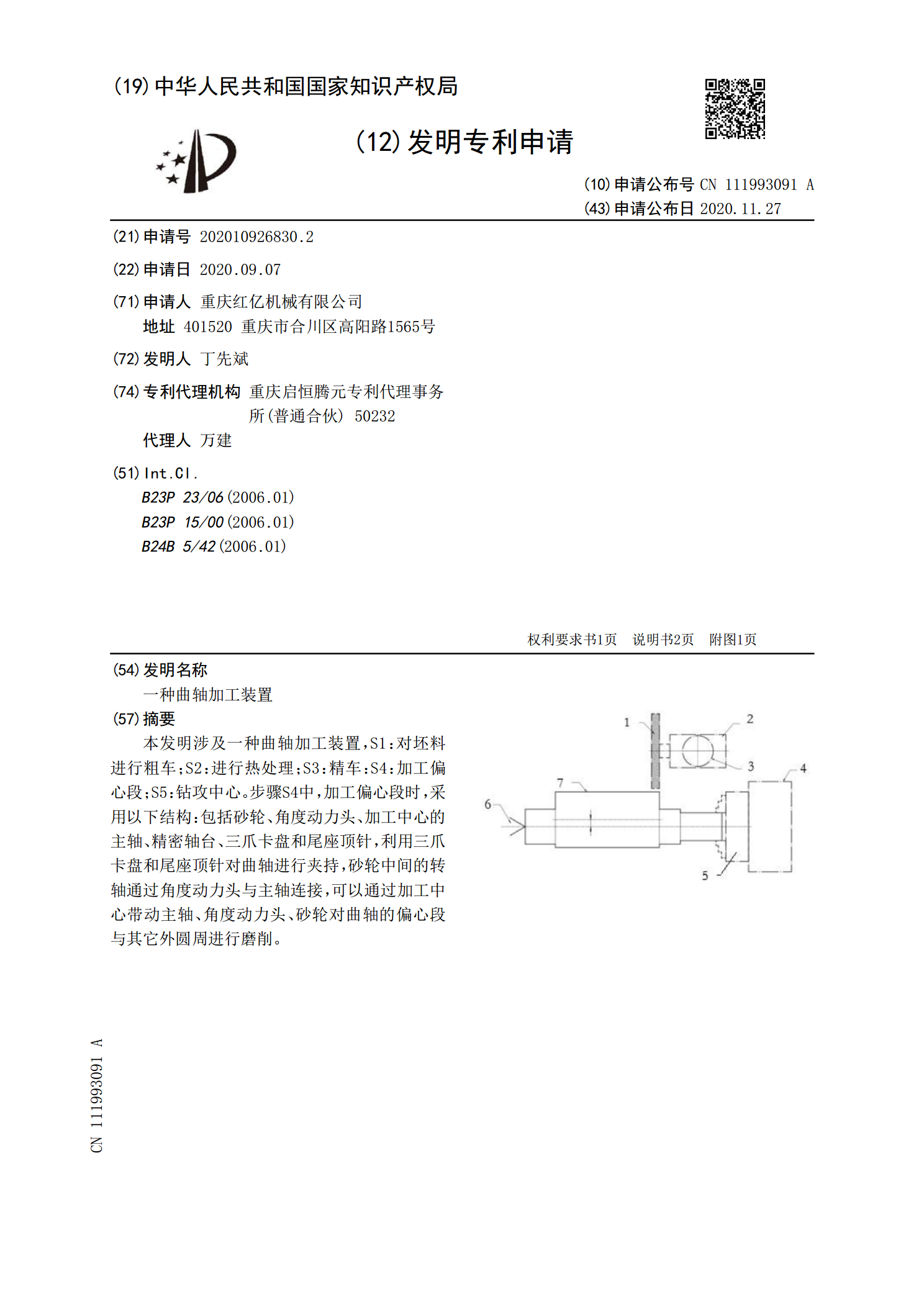
本发明涉及一种曲轴加工装置,S1:对坯料进行粗车;S2:进行热处理;S3:精车:S4:加工偏心段;S5:钻攻中心。步骤S4中,加工偏心段时,采用以下结构:包括砂轮、角度动力头、加工中心的主轴、精密轴台、三爪卡盘和尾座顶针,利用三爪卡盘和尾座顶针对曲轴进行夹持,砂轮中间的转轴通过角度动力头与主轴连接,可以通过加工中心带动主轴、角度动力头、砂轮对曲轴的偏心段与其它外圆周进行磨削。
一种曲轴的加工装置.pdf
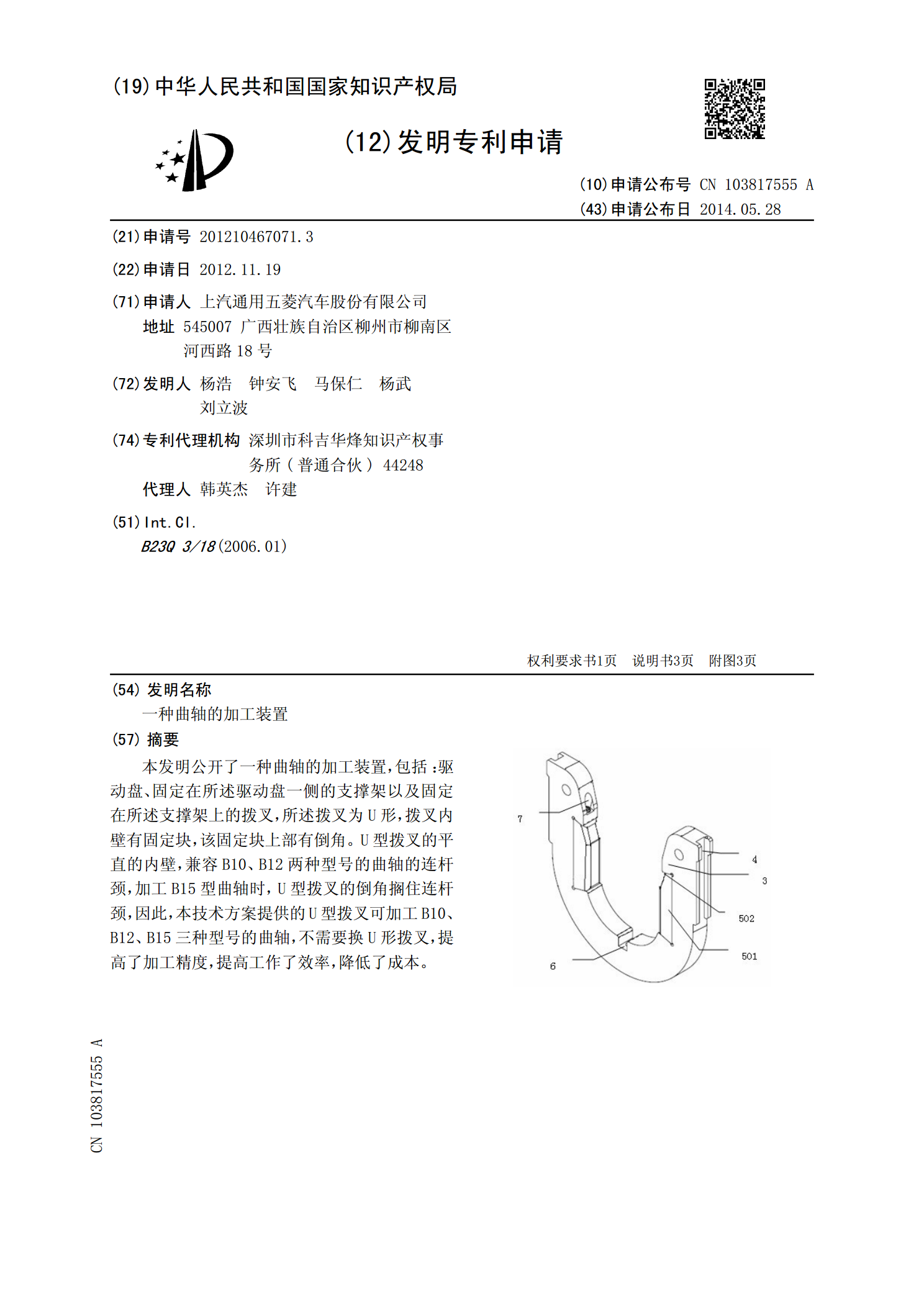
本发明公开了一种曲轴的加工装置,包括:驱动盘、固定在所述驱动盘一侧的支撑架以及固定在所述支撑架上的拨叉,所述拨叉为U形,拨叉内壁有固定块,该固定块上部有倒角。U型拨叉的平直的内壁,兼容B10、B12两种型号的曲轴的连杆颈,加工B15型曲轴时,U型拨叉的倒角搁住连杆颈,因此,本技术方案提供的U型拨叉可加工B10、B12、B15三种型号的曲轴,不需要换U形拨叉,提高了加工精度,提高工作了效率,降低了成本。
一种曲轴加工装夹装置.pdf
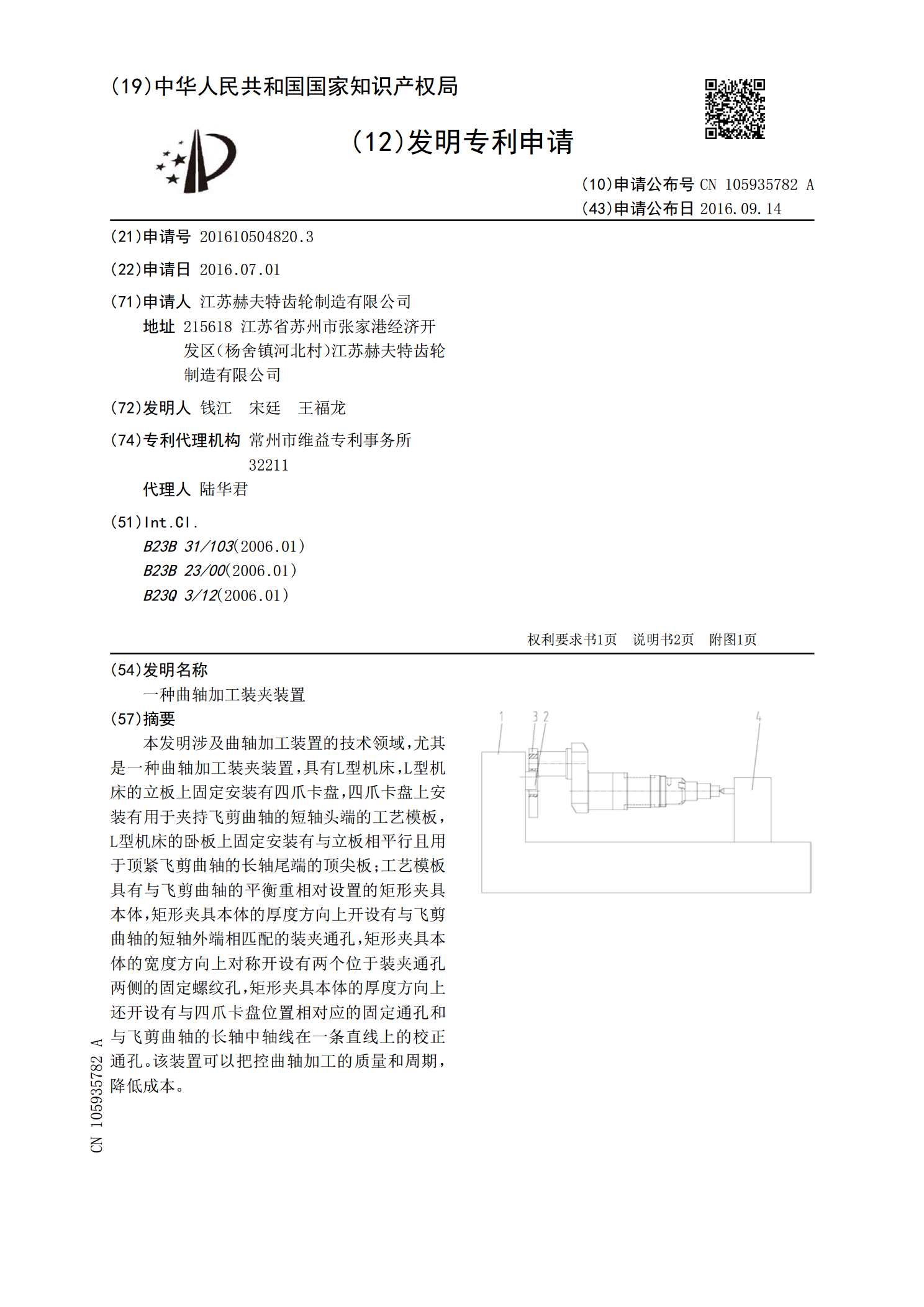
本发明涉及曲轴加工装置的技术领域,尤其是一种曲轴加工装夹装置,具有L型机床,L型机床的立板上固定安装有四爪卡盘,四爪卡盘上安装有用于夹持飞剪曲轴的短轴头端的工艺模板,L型机床的卧板上固定安装有与立板相平行且用于顶紧飞剪曲轴的长轴尾端的顶尖板;工艺模板具有与飞剪曲轴的平衡重相对设置的矩形夹具本体,矩形夹具本体的厚度方向上开设有与飞剪曲轴的短轴外端相匹配的装夹通孔,矩形夹具本体的宽度方向上对称开设有两个位于装夹通孔两侧的固定螺纹孔,矩形夹具本体的厚度方向上还开设有与四爪卡盘位置相对应的固定通孔和与飞剪曲轴的长
一种曲轴加工用装置热处理装置.pdf
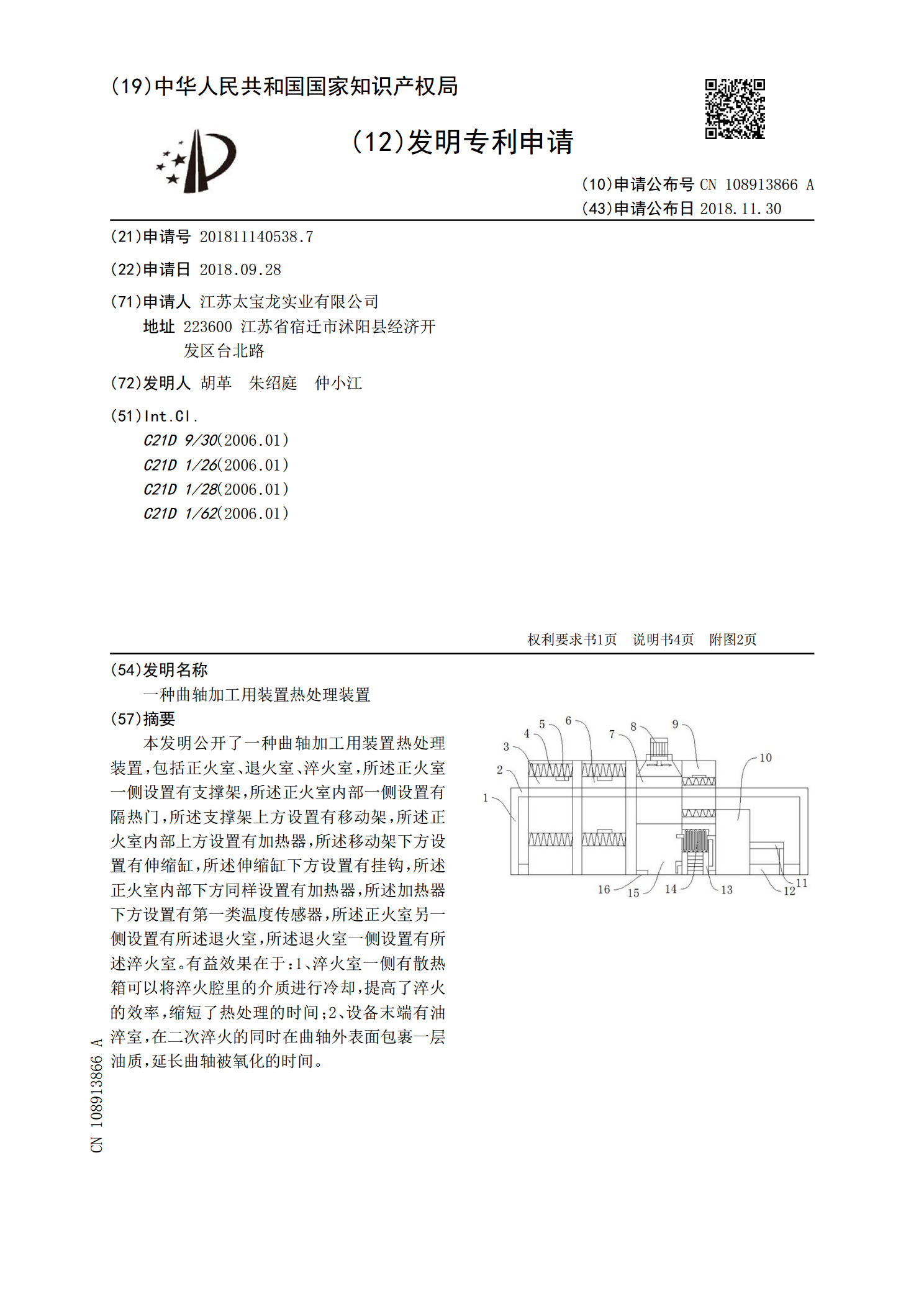
本发明公开了一种曲轴加工用装置热处理装置,包括正火室、退火室、淬火室,所述正火室一侧设置有支撑架,所述正火室内部一侧设置有隔热门,所述支撑架上方设置有移动架,所述正火室内部上方设置有加热器,所述移动架下方设置有伸缩缸,所述伸缩缸下方设置有挂钩,所述正火室内部下方同样设置有加热器,所述加热器下方设置有第一类温度传感器,所述正火室另一侧设置有所述退火室,所述退火室一侧设置有所述淬火室。有益效果在于:1、淬火室一侧有散热箱可以将淬火腔里的介质进行冷却,提高了淬火的效率,缩短了热处理的时间;2、设备末端有油淬室,

一种曲轴加工用装置热处理装置.pdf
本发明公开了一种曲轴加工用装置热处理装置,包括座板,座板的内侧中部开设有通槽,座板的上端前后侧均开设有移动槽,座板的上端通过移动机构安装有箱体,箱体的一侧和另一侧分别开设有第一槽体和第二槽体,箱体的一侧安装有吹风机构,箱体的另一侧安装有喷淋机构,座板的上端两侧均固定连接有支撑板,支撑板的上端共同固定连接有顶板,本发明所达到的有益效果是:本发明通过在箱体上设置了吹风机构,吹风机构的固定板安装在第一槽体的内侧中部,使用时可通过风机向固定板中的腔体鼓入空气,并通过风嘴对曲轴吹风,除去曲轴表面残留的部分水,避免之