
用于制造轮辋的方法和装置.pdf

宜欣****外呢


1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于制造轮辋的方法和装置.pdf
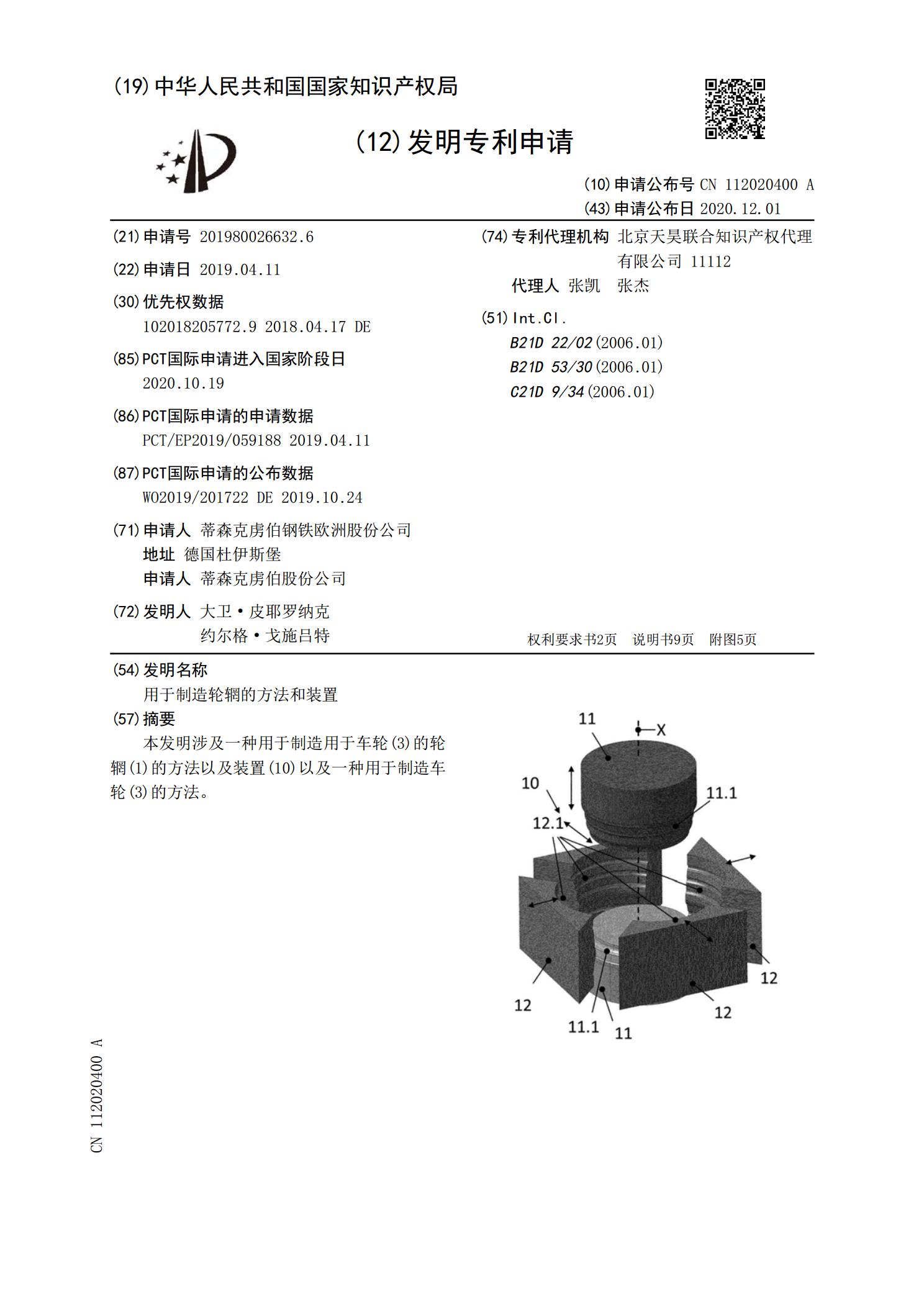
本发明涉及一种用于制造用于车轮(3)的轮辋(1)的方法以及装置(10)以及一种用于制造车轮(3)的方法。

具有由纤维复合材料制成的轮辋底的轮辋和用于制造的方法.pdf
本发明涉及一种轮辋,该轮辋具有由纤维复合材料制成的轮辋底(3)和轮辐(2),所述轮辐在径向边缘区域上与轮辋底(3)连接,本发明的任务在于,改善在轮辋底(3)和轮辐(2)之间的连接并且提供一种用于制造轮辋的方法,所述轮辋具有在轮辋底(3)和轮辐(2)之间的经改善的连接。所述轮辐(2)的边缘区域具有至少两个局部层(4、5),在这两个局部层上分别构成有一个基本上轴向延伸的、仿形的接合区域(6、7),所述接合区域面状地与轮辋底(3)连接。
用于将轮辋锁至转台的装置和方法.pdf
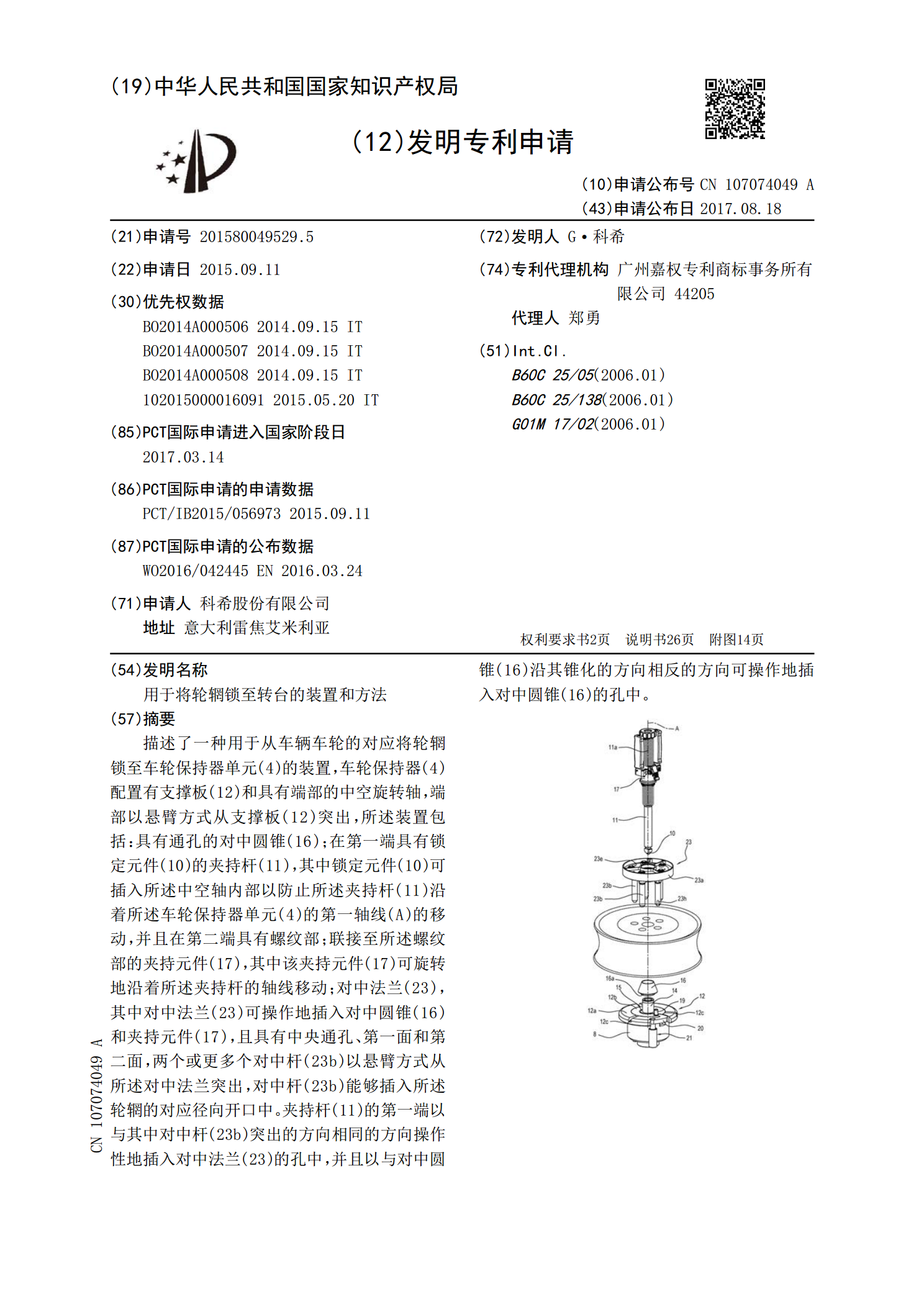
描述了一种用于从车辆车轮的对应将轮辋锁至车轮保持器单元(4)的装置,车轮保持器(4)配置有支撑板(12)和具有端部的中空旋转轴,端部以悬臂方式从支撑板(12)突出,所述装置包括:具有通孔的对中圆锥(16);在第一端具有锁定元件(10)的夹持杆(11),其中锁定元件(10)可插入所述中空轴内部以防止所述夹持杆(11)沿着所述车轮保持器单元(4)的第一轴线(A)的移动,并且在第二端具有螺纹部;联接至所述螺纹部的夹持元件(17),其中该夹持元件(17)可旋转地沿着所述夹持杆的轴线移动;对中法兰(23),其中对中
轮辋的制造方法和车轮的制造方法.pdf
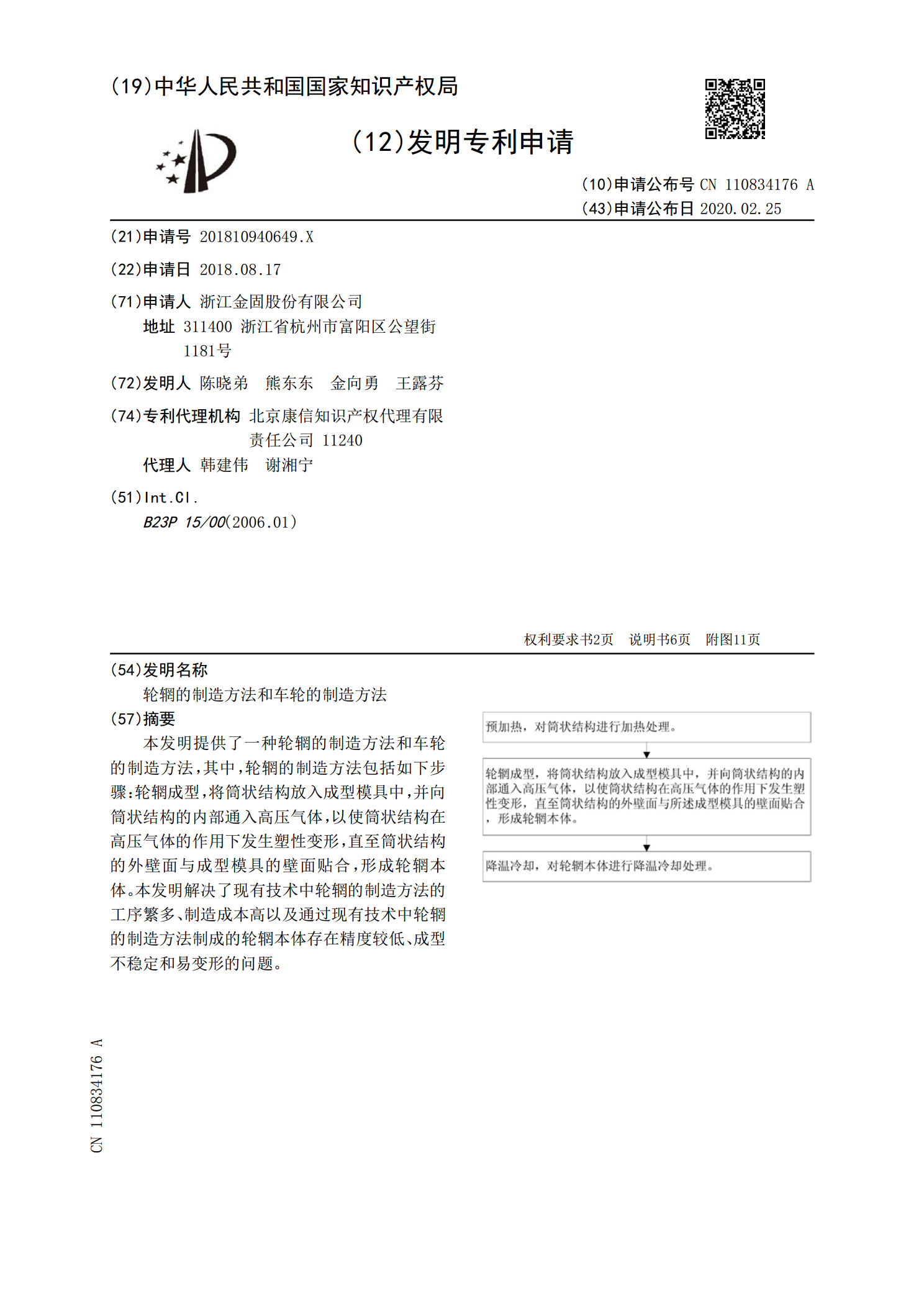
本发明提供了一种轮辋的制造方法和车轮的制造方法,其中,轮辋的制造方法包括如下步骤:轮辋成型,将筒状结构放入成型模具中,并向筒状结构的内部通入高压气体,以使筒状结构在高压气体的作用下发生塑性变形,直至筒状结构的外壁面与成型模具的壁面贴合,形成轮辋本体。本发明解决了现有技术中轮辋的制造方法的工序繁多、制造成本高以及通过现有技术中轮辋的制造方法制成的轮辋本体存在精度较低、成型不稳定和易变形的问题。

用于检测轮辋的装置及检测方法.pdf
本发明公开了一种用于检测轮辋的装置,包括夹紧旋转机构、线阵列射线探测器、X射线源和用于调整线阵列射线探测器高度的调节机构,所述调节机构通过固定板设置在夹紧旋转机构的一端,所述线阵列射线探测器固装在该调节机构上,并位于夹紧旋转机构的正上方,所述X射线源安装于夹紧旋转机构的下方,并与线阵列射线探测器相对应。同时公开一种利用该装置的检测方法。通过提供检测装置,对车轮的车辋进行旋转检测,并通过计算机对采集的数据进行处理,从而形成轮辋轮辐面的完整圆周图像和轮廓面的完整展开图像,在高效率的完成检测的情况下,达到避免漏