
自动化加工轮毂单元制造系统及其制造方法.pdf

含秀****66

1/10
2/10

3/10

4/10
5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
自动化加工轮毂单元制造系统及其制造方法.pdf
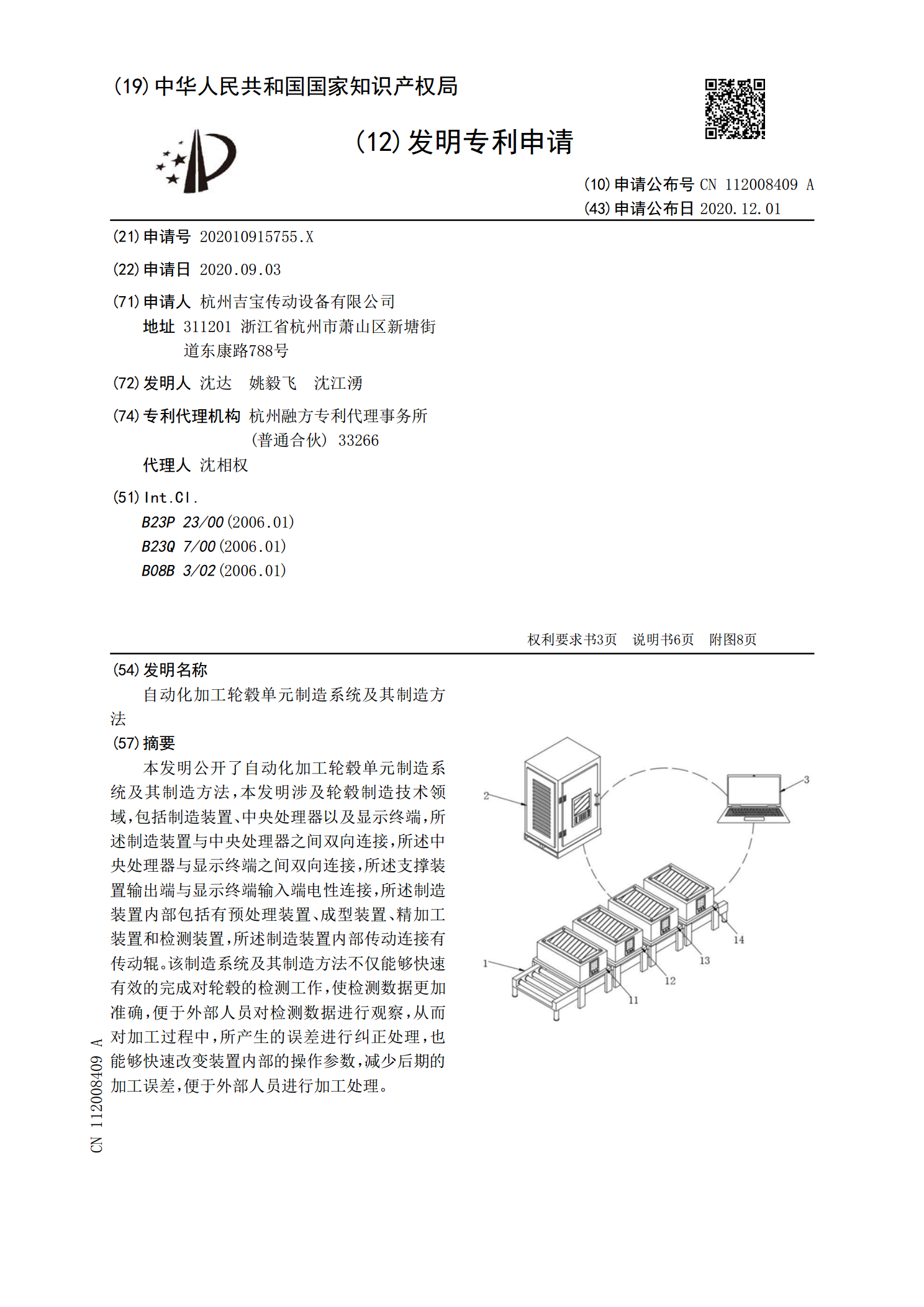
本发明公开了自动化加工轮毂单元制造系统及其制造方法,本发明涉及轮毂制造技术领域,包括制造装置、中央处理器以及显示终端,所述制造装置与中央处理器之间双向连接,所述中央处理器与显示终端之间双向连接,所述支撑装置输出端与显示终端输入端电性连接,所述制造装置内部包括有预处理装置、成型装置、精加工装置和检测装置,所述制造装置内部传动连接有传动辊。该制造系统及其制造方法不仅能够快速有效的完成对轮毂的检测工作,使检测数据更加准确,便于外部人员对检测数据进行观察,从而对加工过程中,所产生的误差进行纠正处理,也能够快速改变
轮毂的亮面的加工方法和轮毂及其制造方法、加工系统.pdf
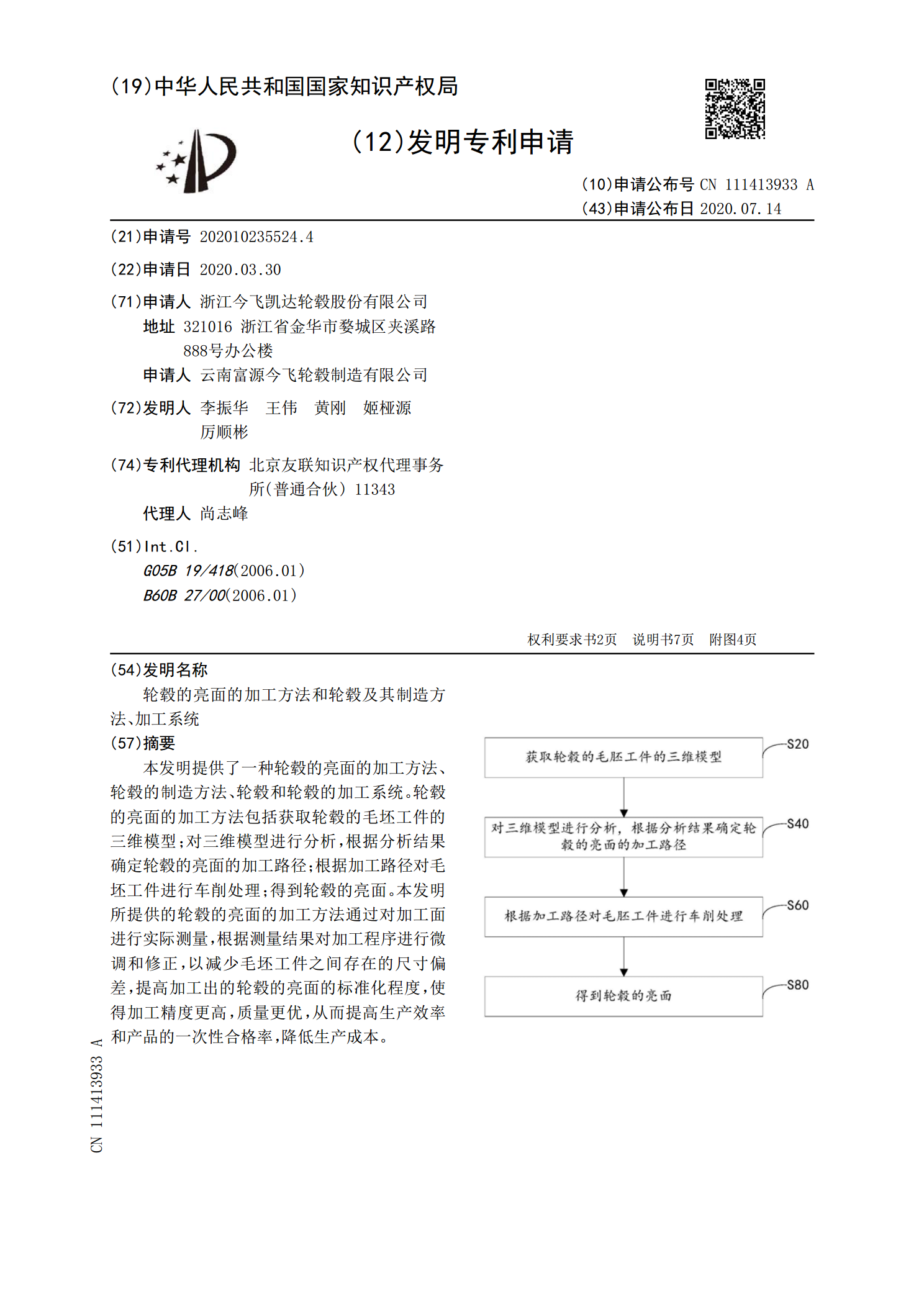
本发明提供了一种轮毂的亮面的加工方法、轮毂的制造方法、轮毂和轮毂的加工系统。轮毂的亮面的加工方法包括获取轮毂的毛坯工件的三维模型;对三维模型进行分析,根据分析结果确定轮毂的亮面的加工路径;根据加工路径对毛坯工件进行车削处理;得到轮毂的亮面。本发明所提供的轮毂的亮面的加工方法通过对加工面进行实际测量,根据测量结果对加工程序进行微调和修正,以减少毛坯工件之间存在的尺寸偏差,提高加工出的轮毂的亮面的标准化程度,使得加工精度更高,质量更优,从而提高生产效率和产品的一次性合格率,降低生产成本。

轮毂单元轴承及其制造方法、和汽车及其制造方法.pdf
轮毂通过将内圈(10a)在使该内圈的轴向外端部与层差面(12)抵接的状态下外嵌于嵌合筒部(11),且将内圈的轴向内端面由卷边部(13a)的按压部(17)的轴向外侧面按压,而将轮毂主体(9a)和内圈(10a)结合固定。卷边部(13a)具有沿径向伸长的卡合凹部(19)。内圈(10a)具有与卡合凹部(19)卡合的卡合凸部(21)。
加工设备、轮毂及轮毂的制造方法.pdf
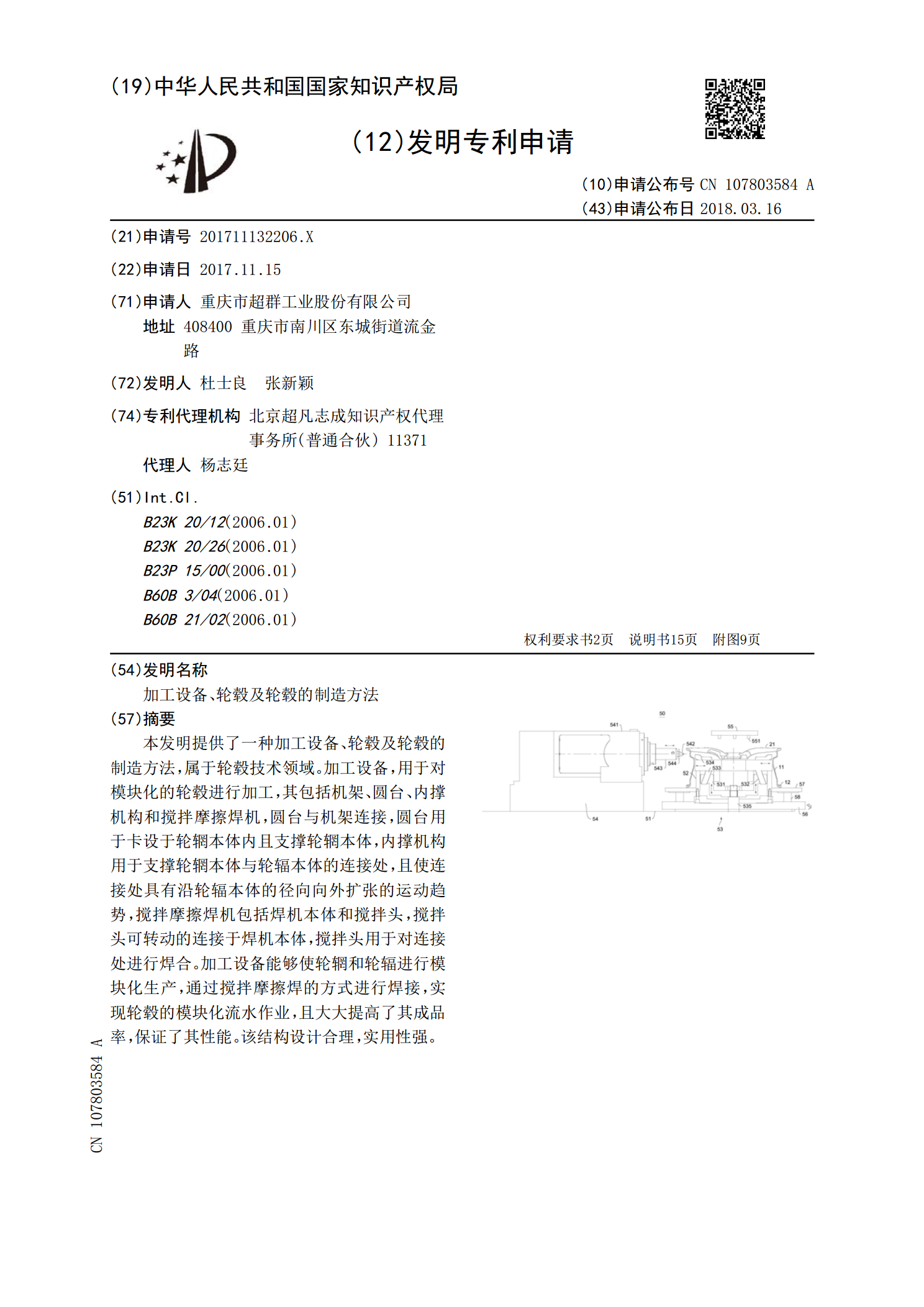
本发明提供了一种加工设备、轮毂及轮毂的制造方法,属于轮毂技术领域。加工设备,用于对模块化的轮毂进行加工,其包括机架、圆台、内撑机构和搅拌摩擦焊机,圆台与机架连接,圆台用于卡设于轮辋本体内且支撑轮辋本体,内撑机构用于支撑轮辋本体与轮辐本体的连接处,且使连接处具有沿轮辐本体的径向向外扩张的运动趋势,搅拌摩擦焊机包括焊机本体和搅拌头,搅拌头可转动的连接于焊机本体,搅拌头用于对连接处进行焊合。加工设备能够使轮辋和轮辐进行模块化生产,通过搅拌摩擦焊的方式进行焊接,实现轮毂的模块化流水作业,且大大提高了其成品率,保证
轮毂单元轴承及其制造方法.pdf
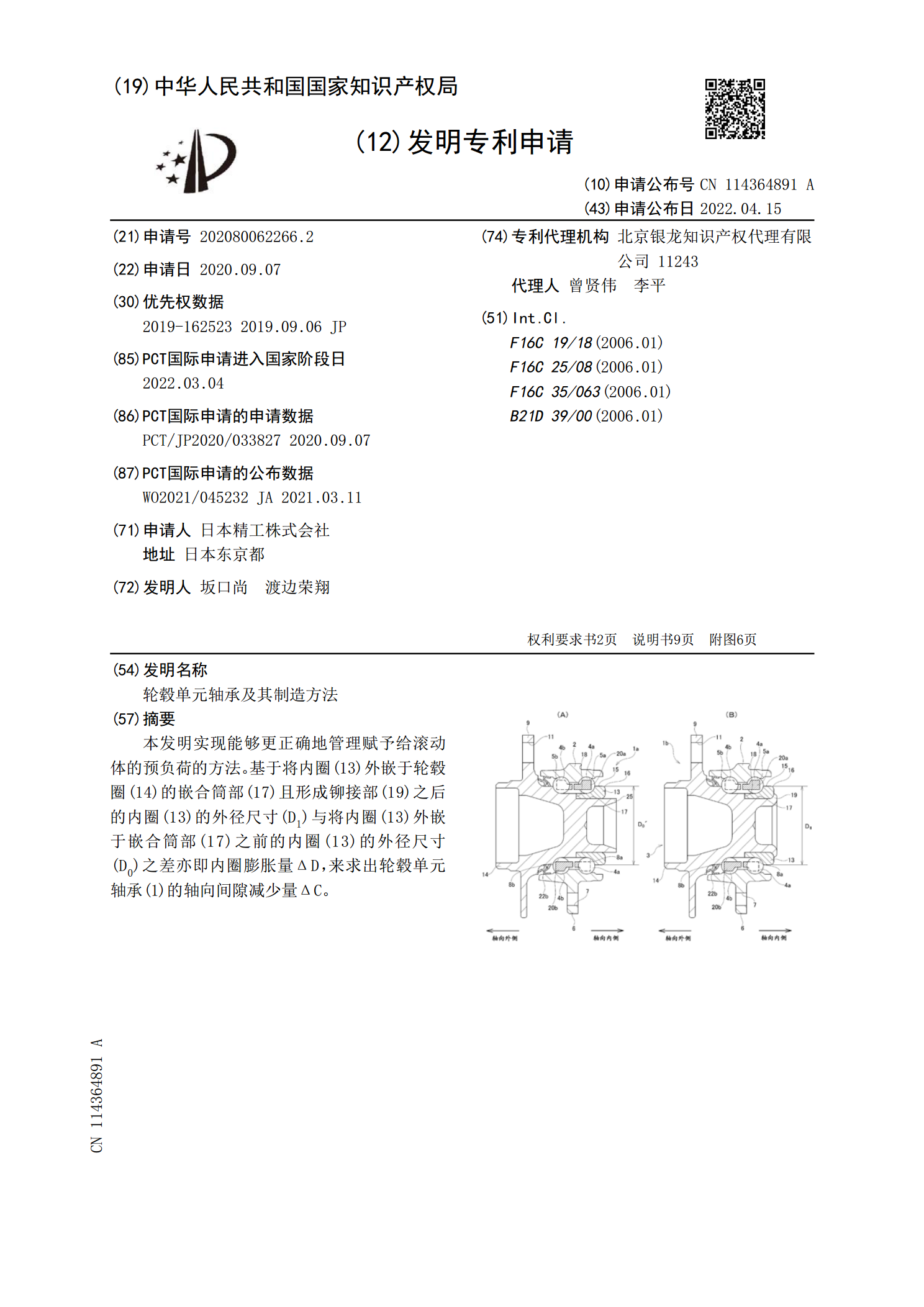
本发明实现能够更正确地管理赋予给滚动体的预负荷的方法。基于将内圈(13)外嵌于轮毂圈(14)的嵌合筒部(17)且形成铆接部(19)之后的内圈(13)的外径尺寸(D<base:Sub>1</base:Sub>)与将内圈(13)外嵌于嵌合筒部(17)之前的内圈(13)的外径尺寸(D<base:Sub>0</base:Sub>)之差亦即内圈膨胀量ΔD,来求出轮毂单元轴承(1)的轴向间隙减少量ΔC。