
反旋螺旋管的弯制方法.pdf

努力****元恺

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

反旋螺旋管的弯制方法.pdf
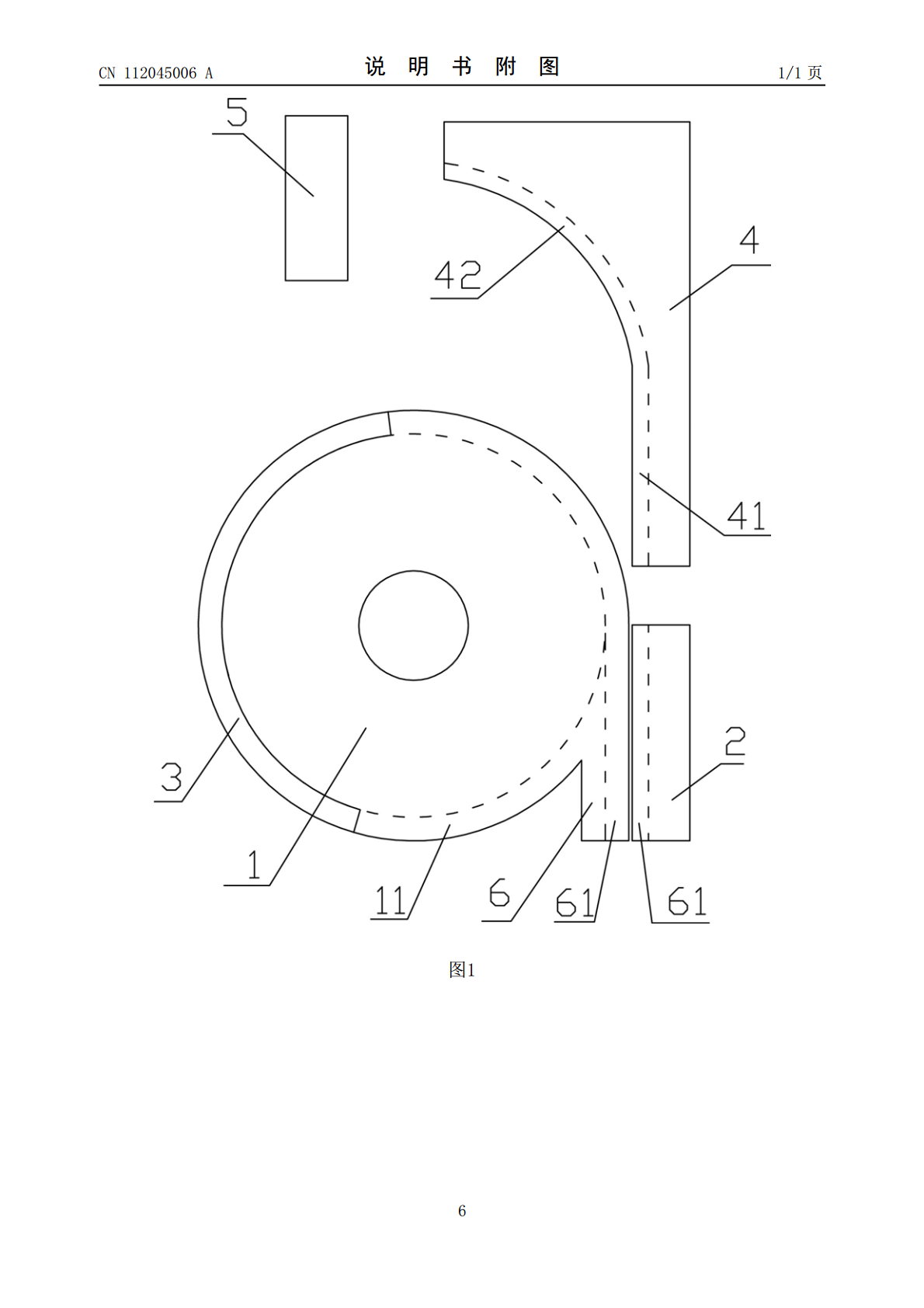
本发明公开了反旋螺旋管的弯制方法,弯制方法如下:(1)准备轮模和夹模;(2)对轮模进行切割,在轮模上得到避让缺口;(3)准备异形导板和垫块;(4)在弯管机上采用轮模、夹模、异形导板对直管后端进行弯管,弯管角度为α;(5)弯制结束后向后移动直管,接着在弯管机上采用轮模、夹模、异形导板对第一个弯管段前面相邻的一个直管段进行弯管,弯管角度为α,弯管时,将第一个弯管段的后端向上抬起并搁置于垫块上,使得第一个弯管段螺旋向上;(6)按照步骤5对直管上剩余的各个直管段依次进行弯管,使得直管能逐渐弯曲并且逐渐螺旋向上而形
螺旋管的弯制方法.pdf
本发明公开了螺旋管的弯制方法,方法如下:(1)准备常规轮模和常规夹模、异形轮模和异形夹模;(2)在弯管机上采用常规夹模和常规轮模对直管前端进行弯管,从而在直管的前端上得到第一个弯管段,弯管的角度为α;(3)在弯管机上采用异形夹模和异形轮模对第一个弯管段后面相邻的一个直管段进行弯管,弯管的角度为α,从而得到第二个弯管段;弯管时,抬起第一个弯管段,使第一个弯管段被异形轮模的镶块和异形夹模对夹抱紧,同时使被夹段前方的管路从缺口中斜向上伸出;(4)按照步骤3对直管上剩余的各个直管段依次进行弯管,使得直管能逐渐弯曲

小弯距省煤器蛇形管的弯制方法.docx
小弯距省煤器蛇形管的弯制方法小弯距省煤器蛇形管的弯制方法摘要:小弯距省煤器蛇形管是锅炉的重要部件之一,其弯制方法对于提高锅炉的热效率和降低能源消耗具有重要意义。本文对小弯距省煤器蛇形管的弯制方法进行了探讨,并提出了一种基于优化参数的弯管模型,通过数值模拟和实验验证,验证了该模型的有效性和合理性。1.引言小弯距省煤器蛇形管作为锅炉的烟气余热回收装置,具有能够提高锅炉热效率、降低能源消耗的重要作用。蛇形管的弯制方法直接影响其传热性能和运行稳定性。因此,研究合理的小弯距省煤器蛇形管弯制方法具有重要意义。2.弯制
一种手动螺旋管弯管器及其使用方法.pdf
本发明涉及一种手动螺旋管弯管器和方法,螺旋管弯管器包括支架、驱动机构、旋转轴和弯制手柄,支架顶端设有旋转轴座;旋转轴的左端穿过旋转轴座并与驱动机构连接;旋转轴座的右侧设有挡块;旋转轴上套有可绕旋转轴旋转且沿旋转轴轴向滑动的旋转轴套;旋转轴套上连有角度调整块;角度调整块与弯制手柄连接;弯制手柄的端部设有凹槽,凹槽内嵌有滑块;滑块的空腔内嵌有滚轮;滚轮边缘刻有半圆凹槽;本发明可以弯制各种小口径的金属管道,便于组装和携带。在进行螺旋管弯制时,滚轮边缘的半圆凹槽与螺旋轴的螺旋凹槽恰好形成管子的外圆形,该外圆形用于

弯制角钢圈的弯制机.pdf
本发明涉及一种弯制角钢圈的弯制机,包括中心轮总成、两套主动轮总成、箱体、上升装置、第一动力装置和用于驱动上升装置的第二动力装置,主动轮总成包括主动轮、第一轮轴和第一支架,第一支架的底部与箱体固定连接,第一动力装置驱动主动轮旋转,中心轮总成包括中心轮、第二轮轴和第二支架,上升装置设置在箱体内,中心轮位于两个主动轮的中心线上,中心轮位于两个主动轮的上方,中心轮的轮侧面与两个主动轮的轮侧面方向一致且位于同一平面上,主动轮旋转方向的外壁上周向开有用于放置角钢的凹槽,本发明通过主动轮和被动轮压制角钢,形成角钢圈,主