
小弯距省煤器蛇形管的弯制方法.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

小弯距省煤器蛇形管的弯制方法.docx
小弯距省煤器蛇形管的弯制方法小弯距省煤器蛇形管的弯制方法摘要:小弯距省煤器蛇形管是锅炉的重要部件之一,其弯制方法对于提高锅炉的热效率和降低能源消耗具有重要意义。本文对小弯距省煤器蛇形管的弯制方法进行了探讨,并提出了一种基于优化参数的弯管模型,通过数值模拟和实验验证,验证了该模型的有效性和合理性。1.引言小弯距省煤器蛇形管作为锅炉的烟气余热回收装置,具有能够提高锅炉热效率、降低能源消耗的重要作用。蛇形管的弯制方法直接影响其传热性能和运行稳定性。因此,研究合理的小弯距省煤器蛇形管弯制方法具有重要意义。2.弯制

弯制蛇形管的新方法.docx
弯制蛇形管的新方法弯制蛇形管的新方法摘要:蛇形管是一种常用于管道系统的管道形式,其特点是具有灵活的弯曲性能和较小的占地面积。传统的弯制蛇形管方法存在工艺复杂、成本高以及管道变形等问题。为了解决这些问题,本文提出了一种新的弯制蛇形管方法。该方法基于先进的数控技术和材料力学原理,通过优化曲线参数和控制参数,实现了对蛇形管的精确控制和高效生产。实验结果表明,该方法能够有效地解决传统方法中存在的问题,并在管道系统的实际应用中具有较大的潜力。关键词:弯制蛇形管,数控技术,材料力学,精确控制,生产效率1.引言蛇形管是
螺旋管的弯制方法.pdf
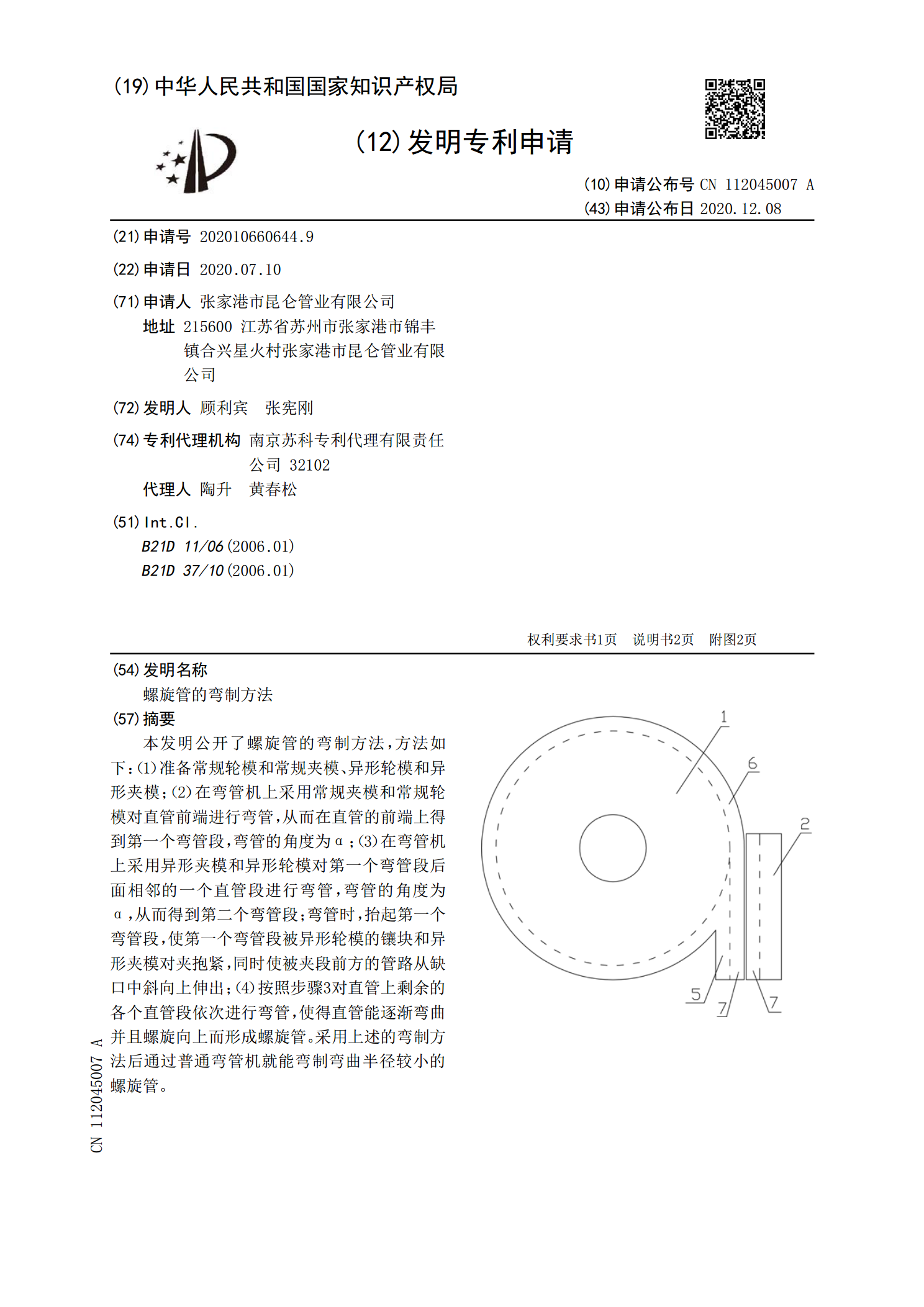
本发明公开了螺旋管的弯制方法,方法如下:(1)准备常规轮模和常规夹模、异形轮模和异形夹模;(2)在弯管机上采用常规夹模和常规轮模对直管前端进行弯管,从而在直管的前端上得到第一个弯管段,弯管的角度为α;(3)在弯管机上采用异形夹模和异形轮模对第一个弯管段后面相邻的一个直管段进行弯管,弯管的角度为α,从而得到第二个弯管段;弯管时,抬起第一个弯管段,使第一个弯管段被异形轮模的镶块和异形夹模对夹抱紧,同时使被夹段前方的管路从缺口中斜向上伸出;(4)按照步骤3对直管上剩余的各个直管段依次进行弯管,使得直管能逐渐弯曲

冷弯管弯制工法.doc
冷弯管弯制工法一、工法特点可以很好旳控制冷弯管管口、弯曲段旳椭圆度,平面度,直焊缝高度。可以对母材管口,外防腐层和内减阻涂层起到很好旳保护。二、合用范围本工法合用于管径φ400mm-φ1066mm范围内,管壁厚7.1-26.2毫米之间,曲率半径≥40D,X50-X70材质旳钢管。三、工艺原理1、屈服原理:通过在钢管预定旳地方(钢管旳内、外部)施加一定旳作用力,使之发生塑性变形,到达一定旳弯曲角度旳施工原理。2、曲率半径:冷弯管就是通过若干次微分塑性变形,到达圆弧状所形成旳。进给量为300毫米,曲率半径不小

反旋螺旋管的弯制方法.pdf
本发明公开了反旋螺旋管的弯制方法,弯制方法如下:(1)准备轮模和夹模;(2)对轮模进行切割,在轮模上得到避让缺口;(3)准备异形导板和垫块;(4)在弯管机上采用轮模、夹模、异形导板对直管后端进行弯管,弯管角度为α;(5)弯制结束后向后移动直管,接着在弯管机上采用轮模、夹模、异形导板对第一个弯管段前面相邻的一个直管段进行弯管,弯管角度为α,弯管时,将第一个弯管段的后端向上抬起并搁置于垫块上,使得第一个弯管段螺旋向上;(6)按照步骤5对直管上剩余的各个直管段依次进行弯管,使得直管能逐渐弯曲并且逐渐螺旋向上而形