
弯曲疲劳强度σH.ppt

天马****23


1/10

2/10

3/10
4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
弯曲疲劳强度σH.ppt
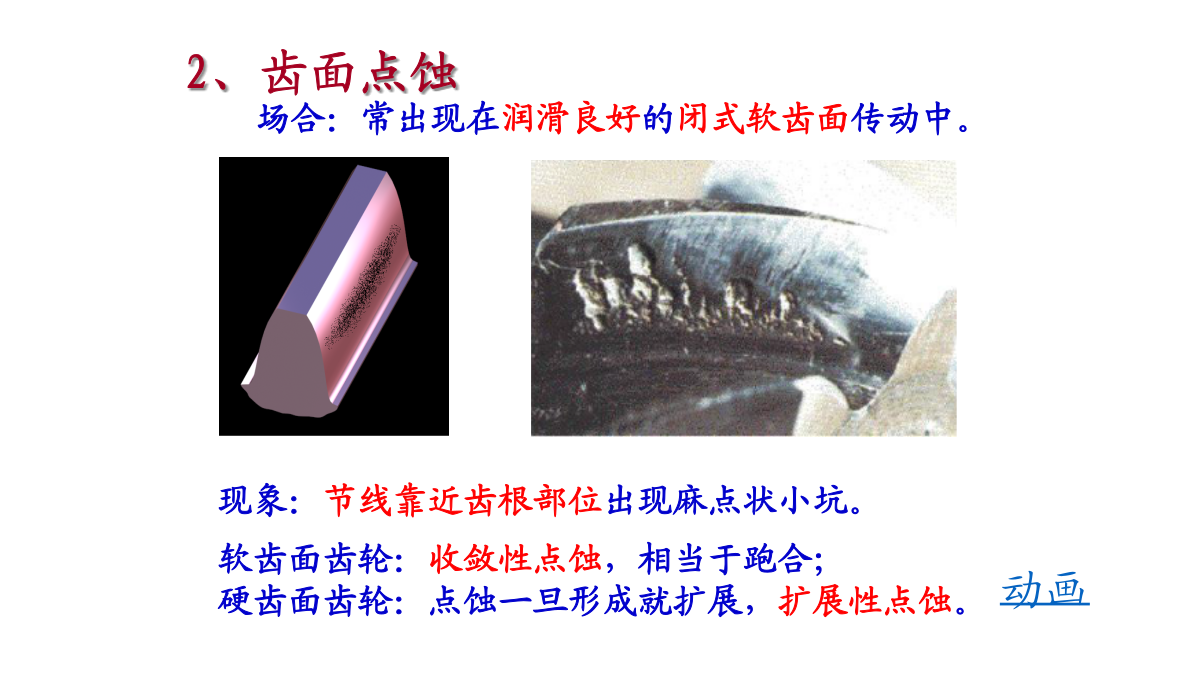
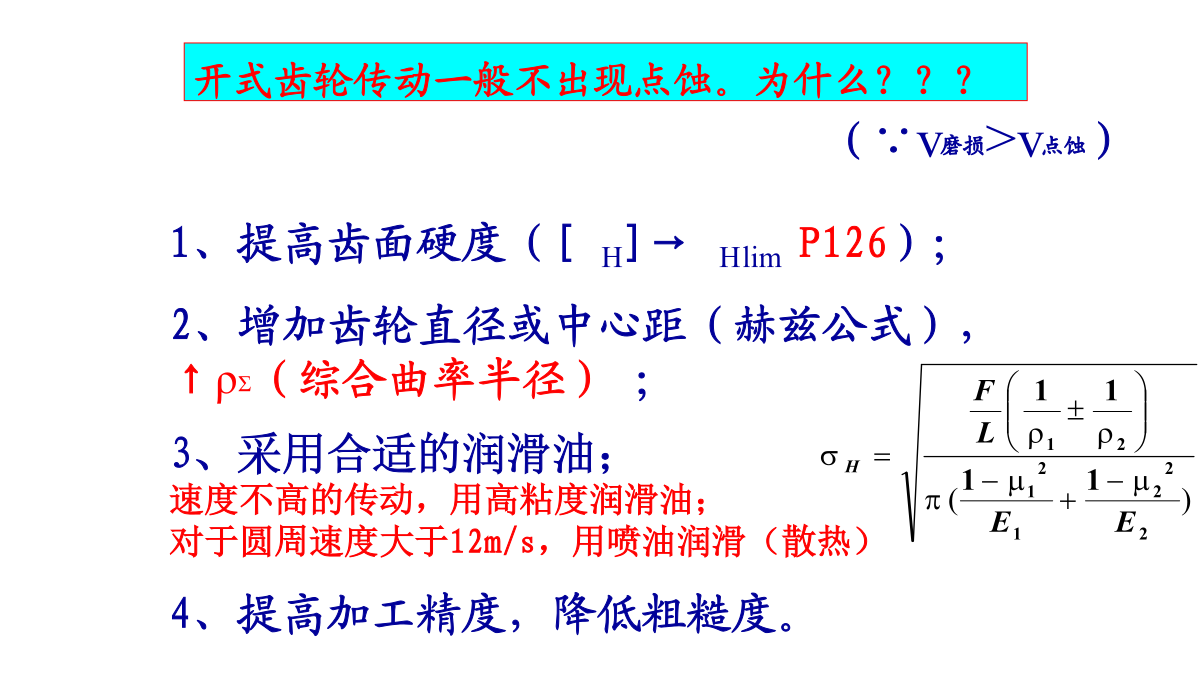
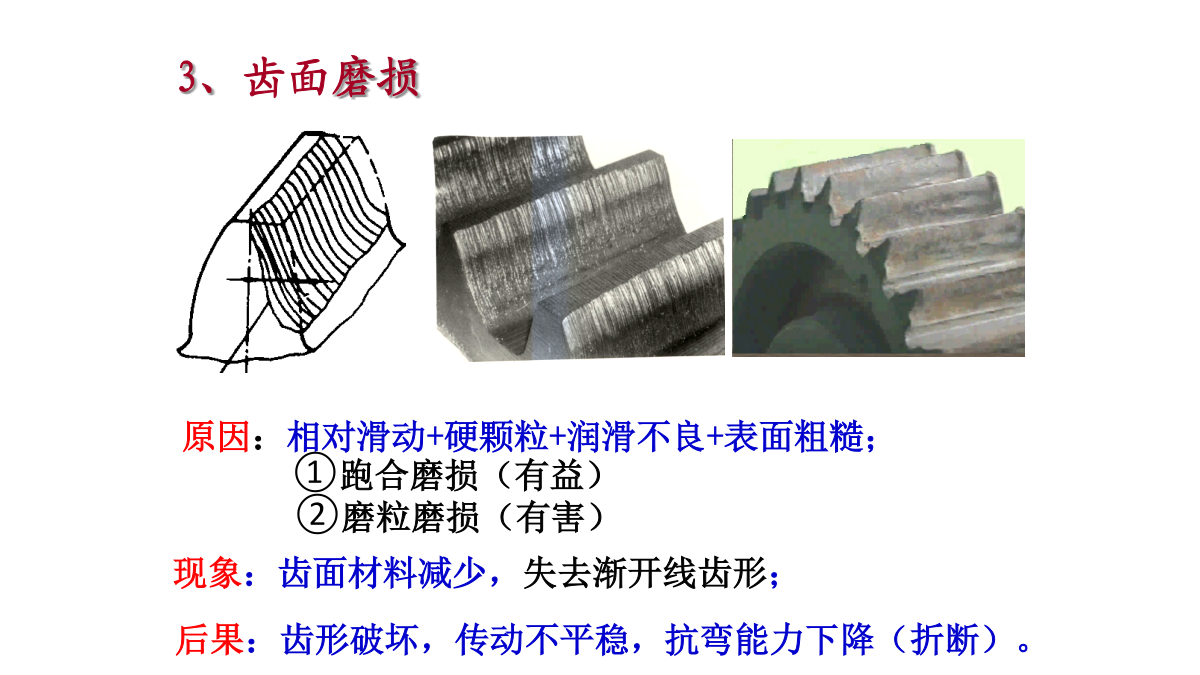
F直齿轮提高轮齿抗弯强度的措施(本质):2、齿面点蚀场合:常出现在润滑良好的闭式软齿面传动中。原因:防止措施:sH≤[sH]3、齿面磨损减轻磨损措施:4、齿面胶合原因:高压、高速,油膜破裂;摩擦功耗大;啮合局部高温,金属直接接触,齿面焊接;相对运动,撕裂、涂抹,沟痕采用抗胶合性能好的齿轮材料对,材料相同时,使大、小齿轮保持一定硬度差。(汽车变速箱中的齿轮选择20CrMnTi钢)提高表面硬度和表面质量;加强润滑(极压添加剂);散热(材料软化,热力学UCLA,热应力问题);采用抗胶合的润滑油;↓m→↓齿面h→

8822H钢渗碳淬火齿轮弯曲疲劳强度试验研究.docx
8822H钢渗碳淬火齿轮弯曲疲劳强度试验研究钢材是应用最广泛的材料之一,其广泛运用于齿轮、机械传动等方面。但在长期的工作过程中,由于各种因素的影响,齿轮有可能出现疲劳断裂现象,极大地影响了机械设备的正常运行。因此,对齿轮的疲劳强度进行研究是非常必要且有意义的。本文主要探讨了8822H钢渗碳淬火齿轮的弯曲疲劳强度试验研究结果。一、试验方法1.实验样本制作样本采用大型数控车床制作而成,尺寸符合国际标准,并按照标准的要求对其加工表面进行处理。2.实验条件试验采用标准实验方法,具体条件如下:-试验机:采用MTS试

基于ANSYS的2K-H行星轮系轮齿弯曲疲劳强度分析.docx
基于ANSYS的2K-H行星轮系轮齿弯曲疲劳强度分析随着工业技术的发展与进步,行星轮系越来越广泛地应用于重载、高精度和高性能的传动系统中。由于承受的载荷较大并且在使用过程中需要进行长时间的工作,轮齿的弯曲疲劳极易成为导致轮齿损坏的主要因素。因此,轮齿的弯曲疲劳强度分析对于轮系的设计和优化具有重要意义。本文基于ANSYS有限元软件,对2K-H行星轮系轮齿弯曲疲劳强度进行分析。首先,建立了2K-H行星轮系的三维模型,并对其进行了网格划分和材料属性的设定。然后,通过应用载荷来模拟轮齿的工作情况,对轮齿进行了应力

齿根弯曲疲劳强度计算.pptx
第6章齿轮传动6.1概述二、分类2、按工作条件分(失效形式不同)6.2失效形式一、轮齿折断过载折断直齿轮二、齿面接触疲劳磨损(齿面点蚀)后果:齿廓表面破坏,振动↑,噪音↑,传动不平稳接触面↓,承载能力↓三、齿面胶合——严重的粘着磨损常发生于开式齿轮传动。五、齿面塑性流动从动轮2:vs背离节线,Ff指向节线,塑变后在齿面节线处形成凸脊。2、开式齿轮传动1)软齿面齿轮HB≤350加工工艺:锻坯——加工毛坯——切齿——热处理(表面淬火、渗碳、氮化、氰化)——磨齿(表面淬火、渗碳)。若氮化、氰化:变形小,不磨齿。
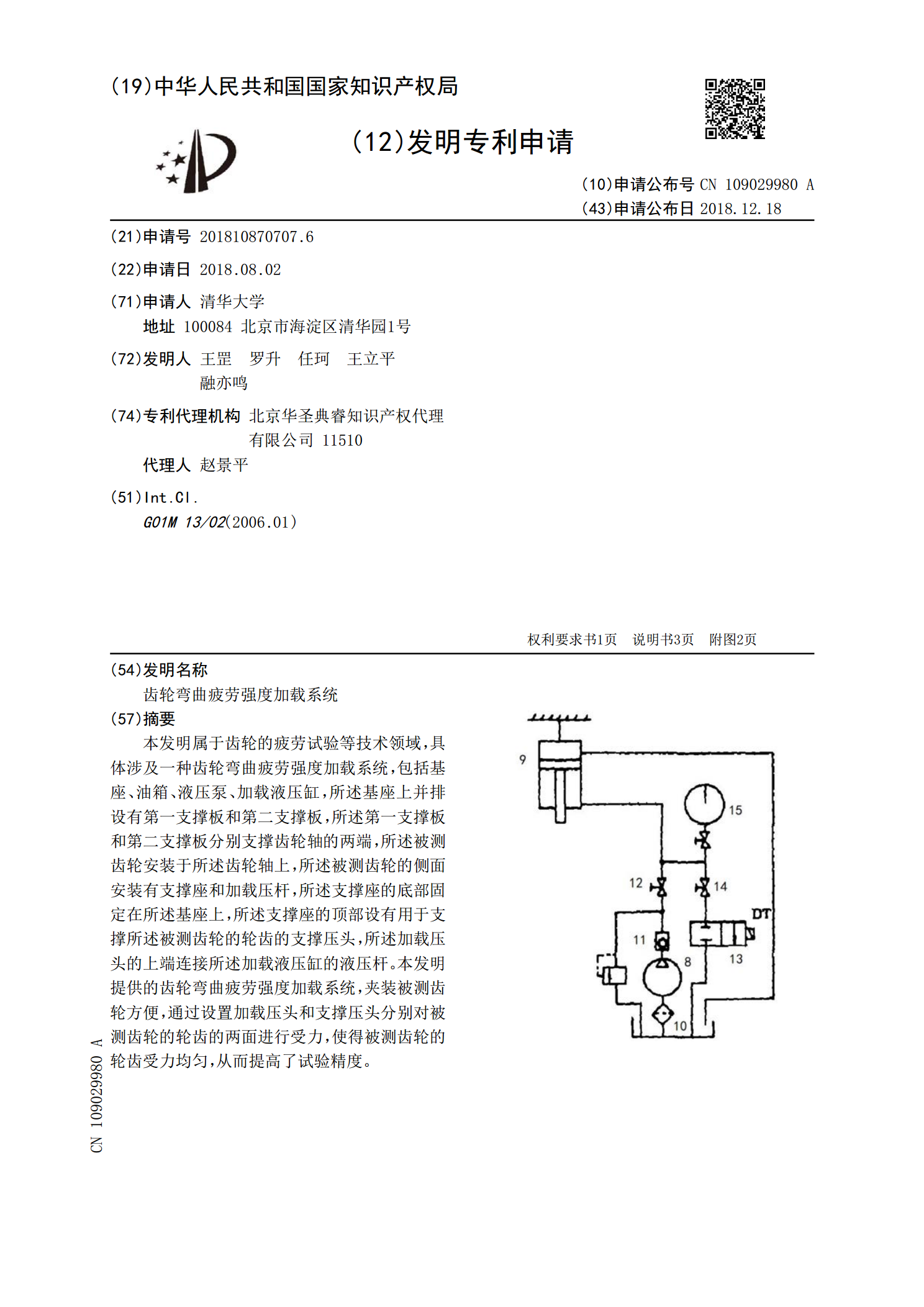
齿轮弯曲疲劳强度加载系统.pdf
本发明属于齿轮的疲劳试验等技术领域,具体涉及一种齿轮弯曲疲劳强度加载系统,包括基座、油箱、液压泵、加载液压缸,所述基座上并排设有第一支撑板和第二支撑板,所述第一支撑板和第二支撑板分别支撑齿轮轴的两端,所述被测齿轮安装于所述齿轮轴上,所述被测齿轮的侧面安装有支撑座和加载压杆,所述支撑座的底部固定在所述基座上,所述支撑座的顶部设有用于支撑所述被测齿轮的轮齿的支撑压头,所述加载压头的上端连接所述加载液压缸的液压杆。本发明提供的齿轮弯曲疲劳强度加载系统,夹装被测齿轮方便,通过设置加载压头和支撑压头分别对被测齿轮的