
一种齿轮铣刀整体加工精密分切装置及方法.pdf

是雁****找我

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种齿轮铣刀整体加工精密分切装置及方法.pdf
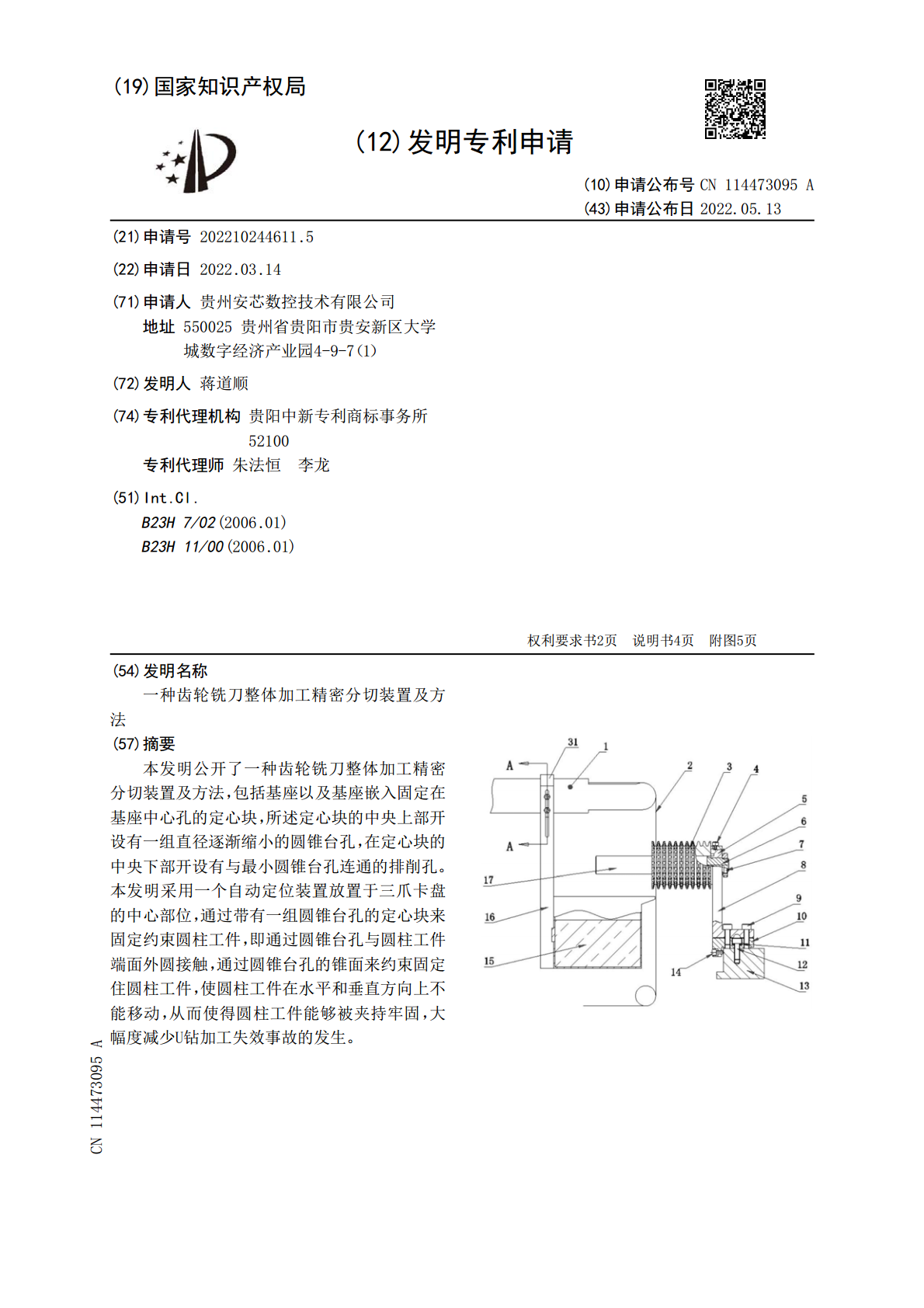
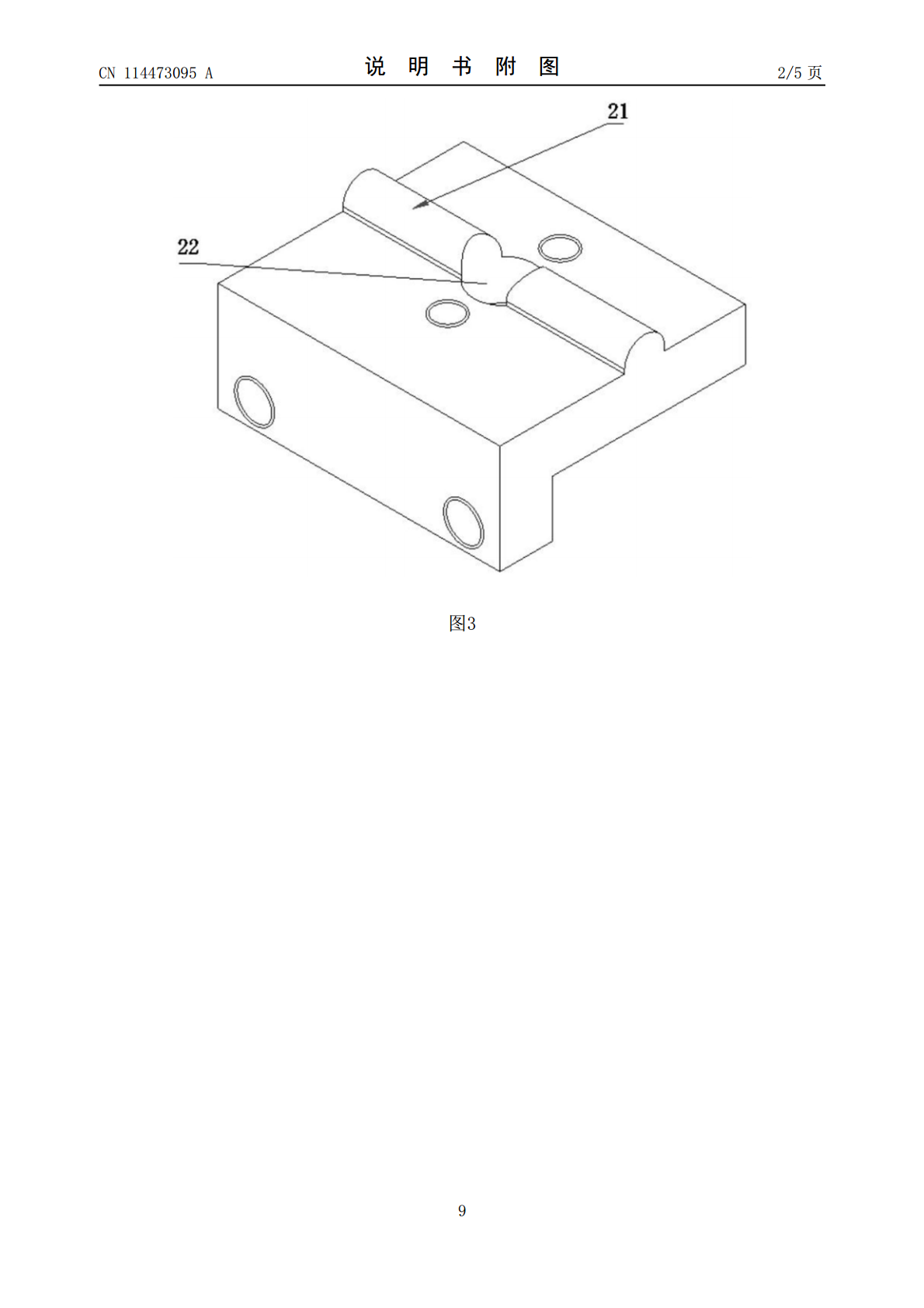
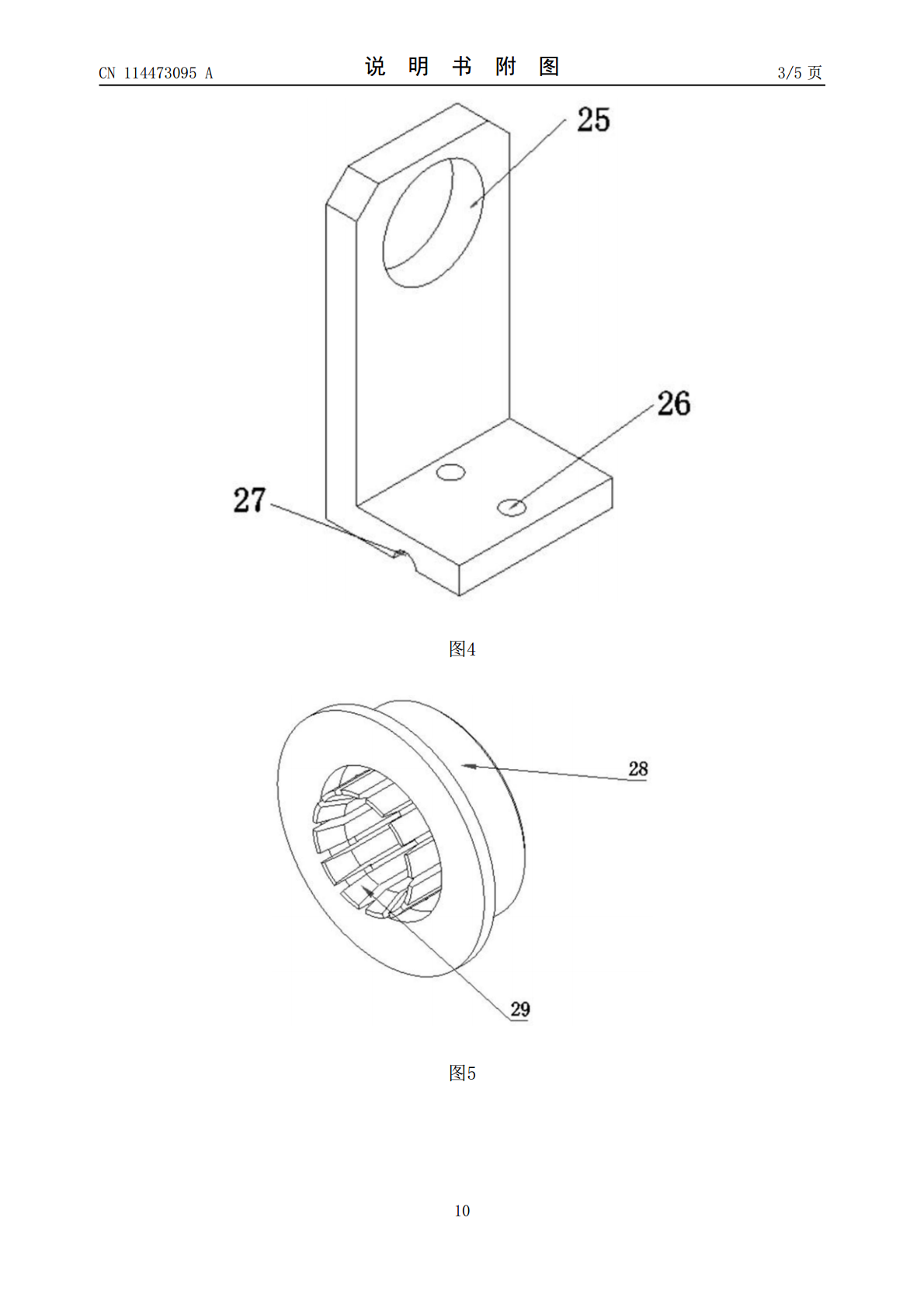
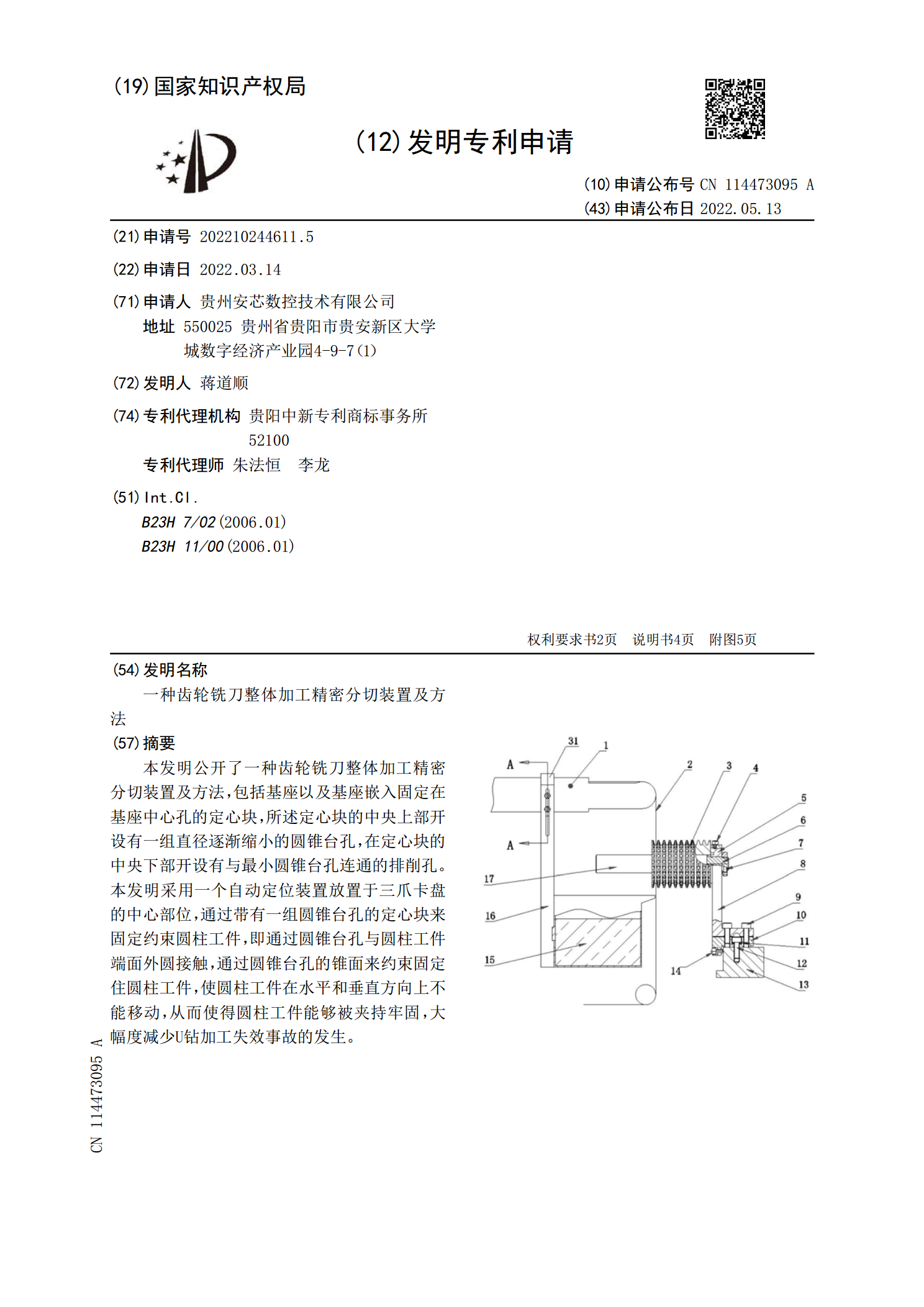
本发明公开了一种齿轮铣刀整体加工精密分切装置及方法,包括基座以及基座嵌入固定在基座中心孔的定心块,所述定心块的中央上部开设有一组直径逐渐缩小的圆锥台孔,在定心块的中央下部开设有与最小圆锥台孔连通的排削孔。本发明采用一个自动定位装置放置于三爪卡盘的中心部位,通过带有一组圆锥台孔的定心块来固定约束圆柱工件,即通过圆锥台孔与圆柱工件端面外圆接触,通过圆锥台孔的锥面来约束固定住圆柱工件,使圆柱工件在水平和垂直方向上不能移动,从而使得圆柱工件能够被夹持牢固,大幅度减少U钻加工失效事故的发生。
一种加工端面齿轮的铣刀及方法.pdf
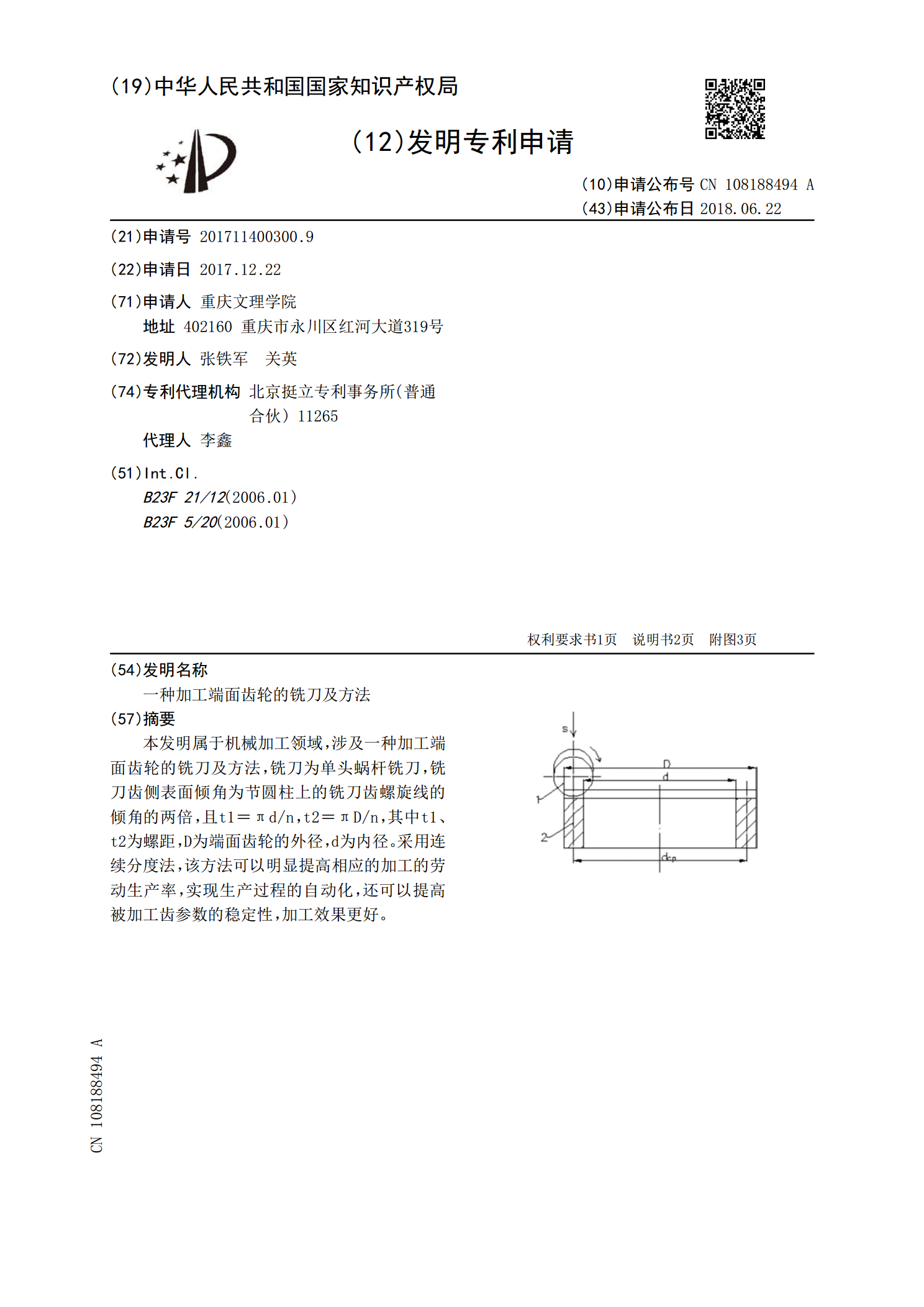
本发明属于机械加工领域,涉及一种加工端面齿轮的铣刀及方法,铣刀为单头蜗杆铣刀,铣刀齿侧表面倾角为节圆柱上的铣刀齿螺旋线的倾角的两倍,且t1=πd/n,t2=πD/n,其中t1、t2为螺距,D为端面齿轮的外径,d为内径。采用连续分度法,该方法可以明显提高相应的加工的劳动生产率,实现生产过程的自动化,还可以提高被加工齿参数的稳定性,加工效果更好。
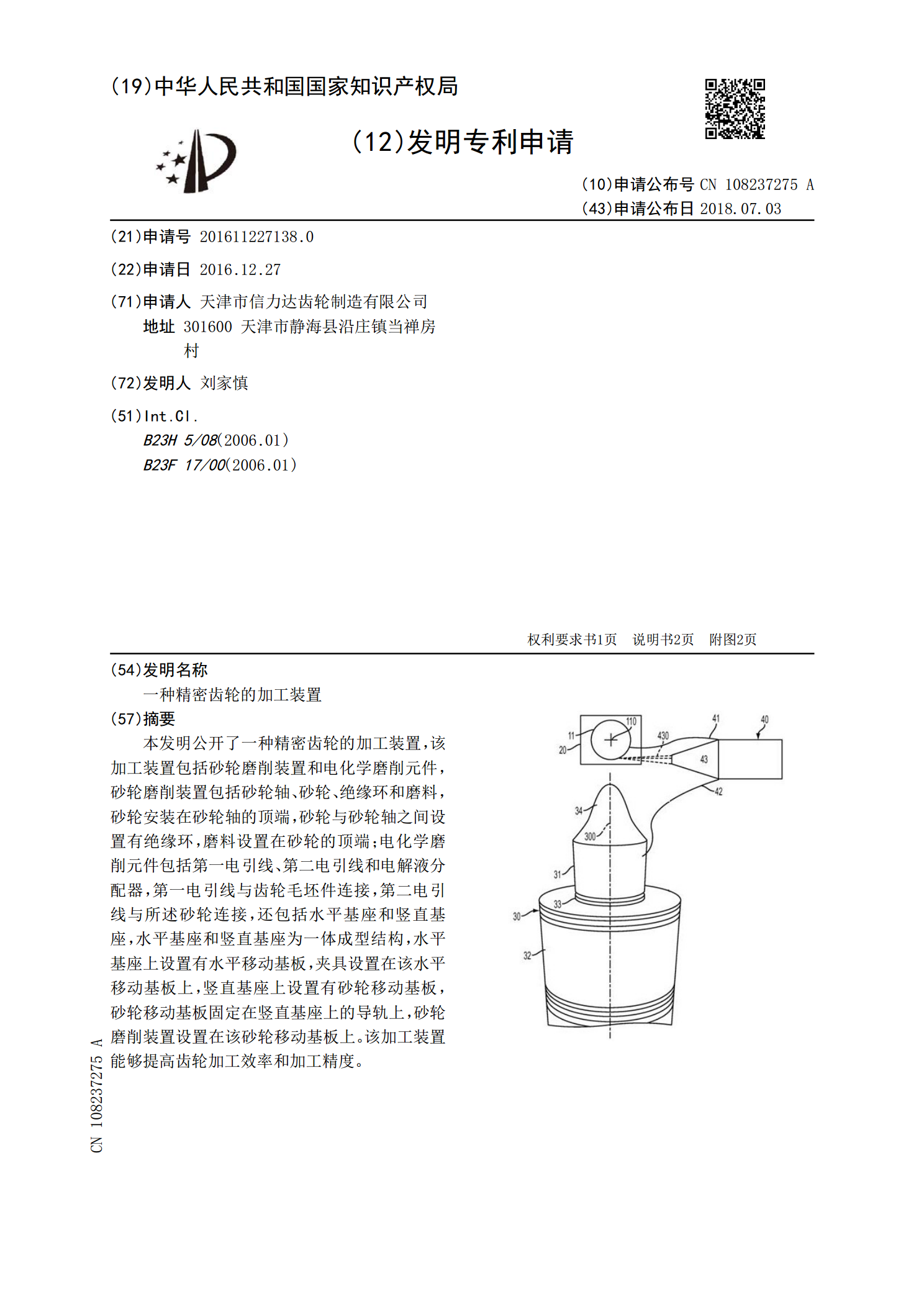
一种精密齿轮的加工装置.pdf
本发明公开了一种精密齿轮的加工装置,该加工装置包括砂轮磨削装置和电化学磨削元件,砂轮磨削装置包括砂轮轴、砂轮、绝缘环和磨料,砂轮安装在砂轮轴的顶端,砂轮与砂轮轴之间设置有绝缘环,磨料设置在砂轮的顶端;电化学磨削元件包括第一电引线、第二电引线和电解液分配器,第一电引线与齿轮毛坯件连接,第二电引线与所述砂轮连接,还包括水平基座和竖直基座,水平基座和竖直基座为一体成型结构,水平基座上设置有水平移动基板,夹具设置在该水平移动基板上,竖直基座上设置有砂轮移动基板,砂轮移动基板固定在竖直基座上的导轨上,砂轮磨削装置设
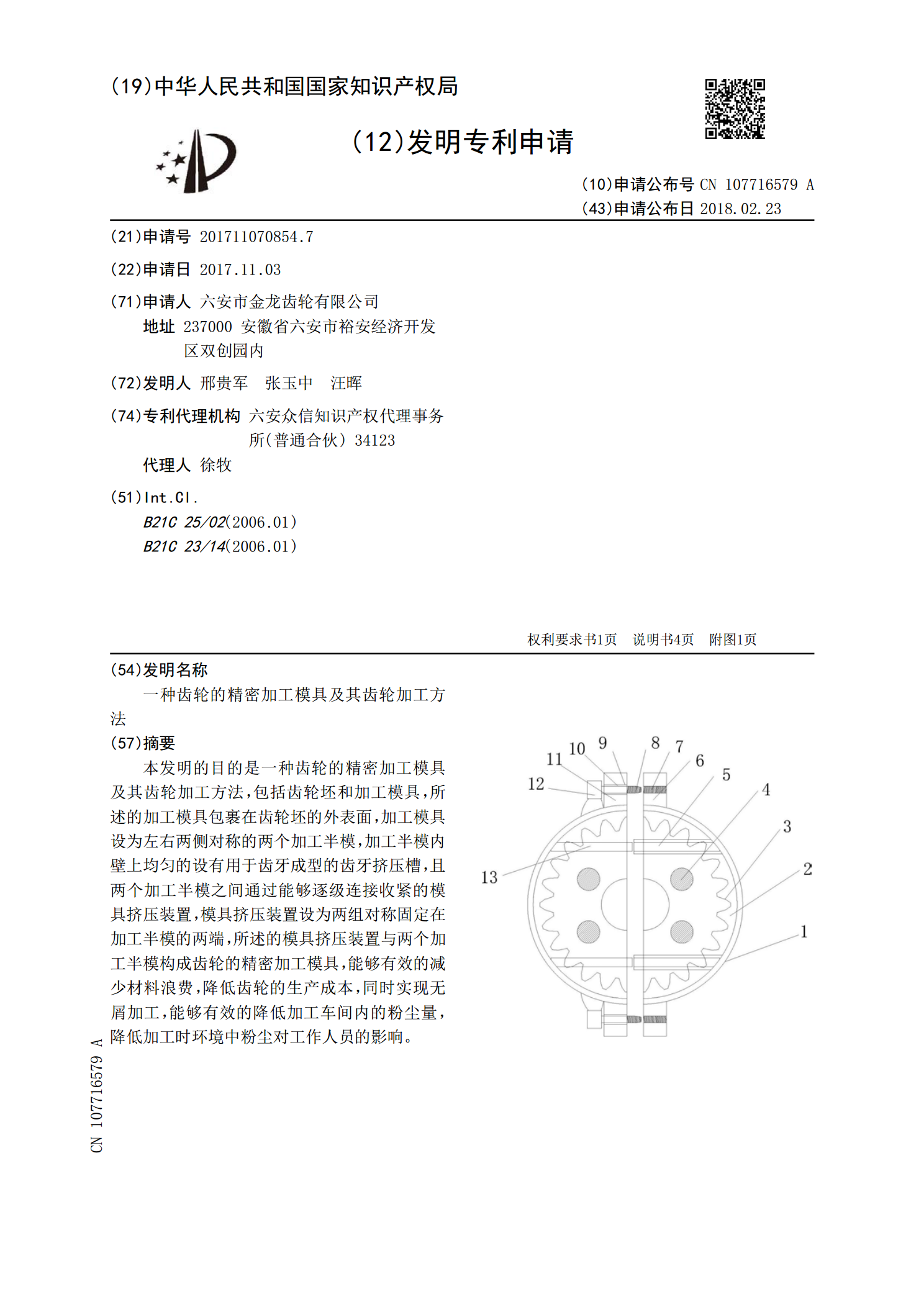
一种齿轮的精密加工模具及其齿轮加工方法.pdf
本发明的目的是一种齿轮的精密加工模具及其齿轮加工方法,包括齿轮坯和加工模具,所述的加工模具包裹在齿轮坯的外表面,加工模具设为左右两侧对称的两个加工半模,加工半模内壁上均匀的设有用于齿牙成型的齿牙挤压槽,且两个加工半模之间通过能够逐级连接收紧的模具挤压装置,模具挤压装置设为两组对称固定在加工半模的两端,所述的模具挤压装置与两个加工半模构成齿轮的精密加工模具,能够有效的减少材料浪费,降低齿轮的生产成本,同时实现无屑加工,能够有效的降低加工车间内的粉尘量,降低加工时环境中粉尘对工作人员的影响。
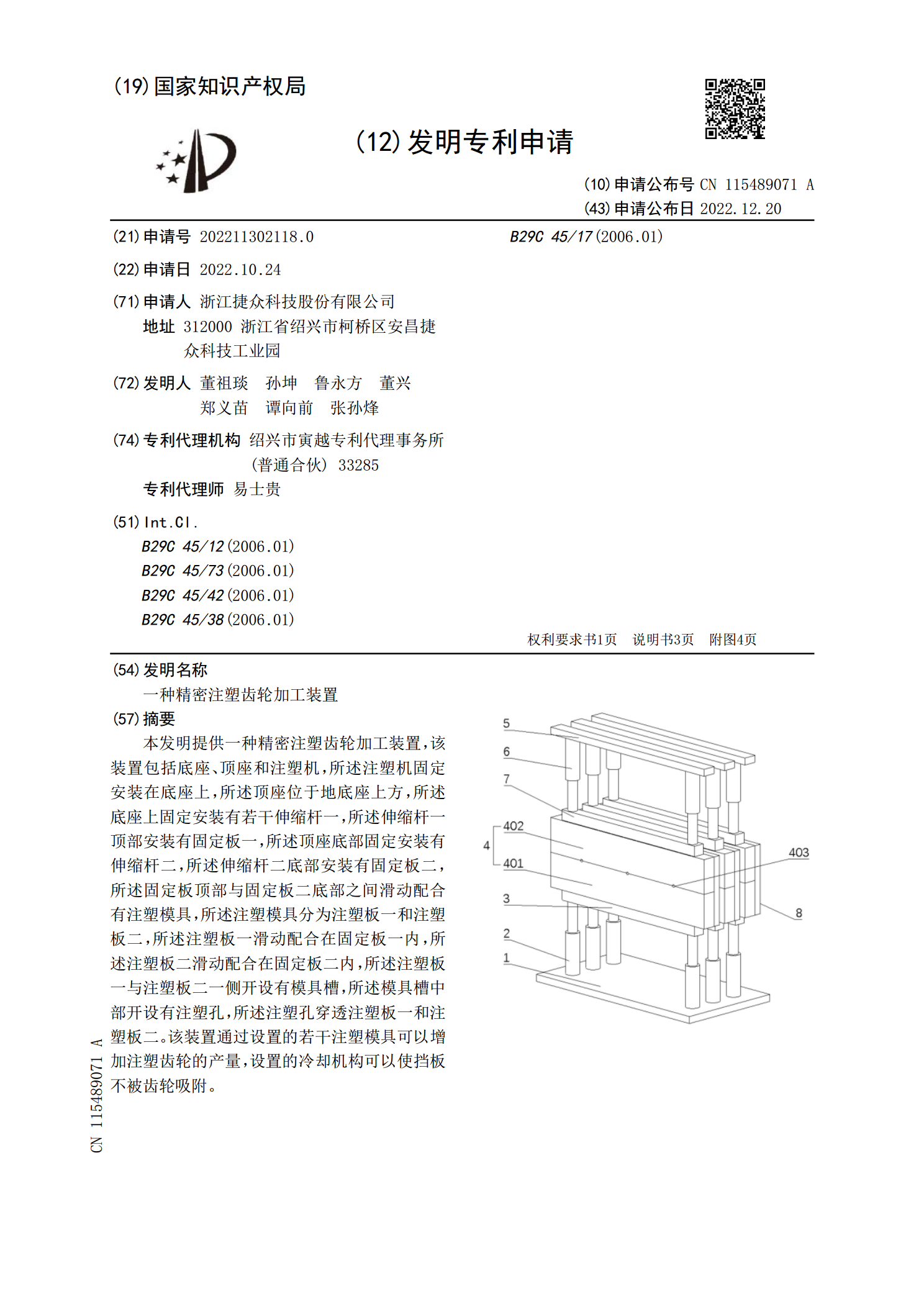
一种精密注塑齿轮加工装置.pdf
本发明提供一种精密注塑齿轮加工装置,该装置包括底座、顶座和注塑机,所述注塑机固定安装在底座上,所述顶座位于地底座上方,所述底座上固定安装有若干伸缩杆一,所述伸缩杆一顶部安装有固定板一,所述顶座底部固定安装有伸缩杆二,所述伸缩杆二底部安装有固定板二,所述固定板顶部与固定板二底部之间滑动配合有注塑模具,所述注塑模具分为注塑板一和注塑板二,所述注塑板一滑动配合在固定板一内,所述注塑板二滑动配合在固定板二内,所述注塑板一与注塑板二一侧开设有模具槽,所述模具槽中部开设有注塑孔,所述注塑孔穿透注塑板一和注塑板二。该装