
用于组装涡轮的涡轮定子的扇区的控制装置和方法.pdf

书生****萌哒

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于组装涡轮的涡轮定子的扇区的控制装置和方法.pdf
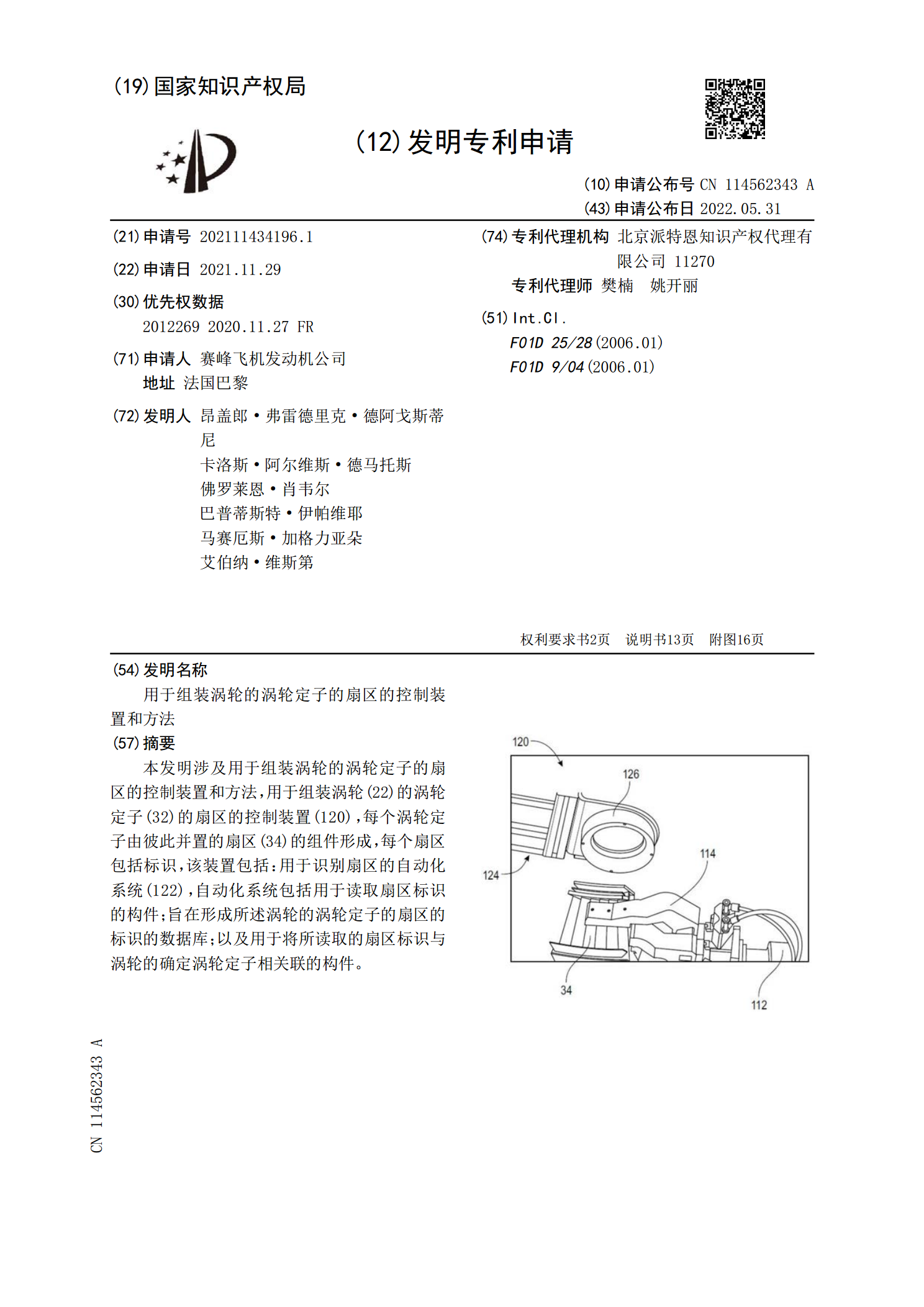
本发明涉及用于组装涡轮的涡轮定子的扇区的控制装置和方法,用于组装涡轮(22)的涡轮定子(32)的扇区的控制装置(120),每个涡轮定子由彼此并置的扇区(34)的组件形成,每个扇区包括标识,该装置包括:用于识别扇区的自动化系统(122),自动化系统包括用于读取扇区标识的构件;旨在形成所述涡轮的涡轮定子的扇区的标识的数据库;以及用于将所读取的扇区标识与涡轮的确定涡轮定子相关联的构件。

涡轮组件和用于组装涡轮的方法.pdf
本发明涉及涡轮组件和用于组装涡轮的方法。根据本发明的一个方面,涡轮组件包括第一固定构件、第二固定构件、第一主要特征部以及密封组件,该第二固定构件位于第一固定构件的径向外侧,该第一主要特征部位于第一固定构件,配置成匹配位于第二固定构件的第二主要特征部,该密封组件位于第一主要特征部和第二主要特征部之间以减少第一主要特征部和第二主要特征部之间的流体流。密封组件包括V形部件和邻接于V形部件的第二部件,第二部件和V形部件具有不同的热膨胀率。密封组件还包括闭锁特征部,该闭锁特征部联接至V形部件,配置成当密封组件受到高
密封组件和用于组装涡轮的方法.pdf
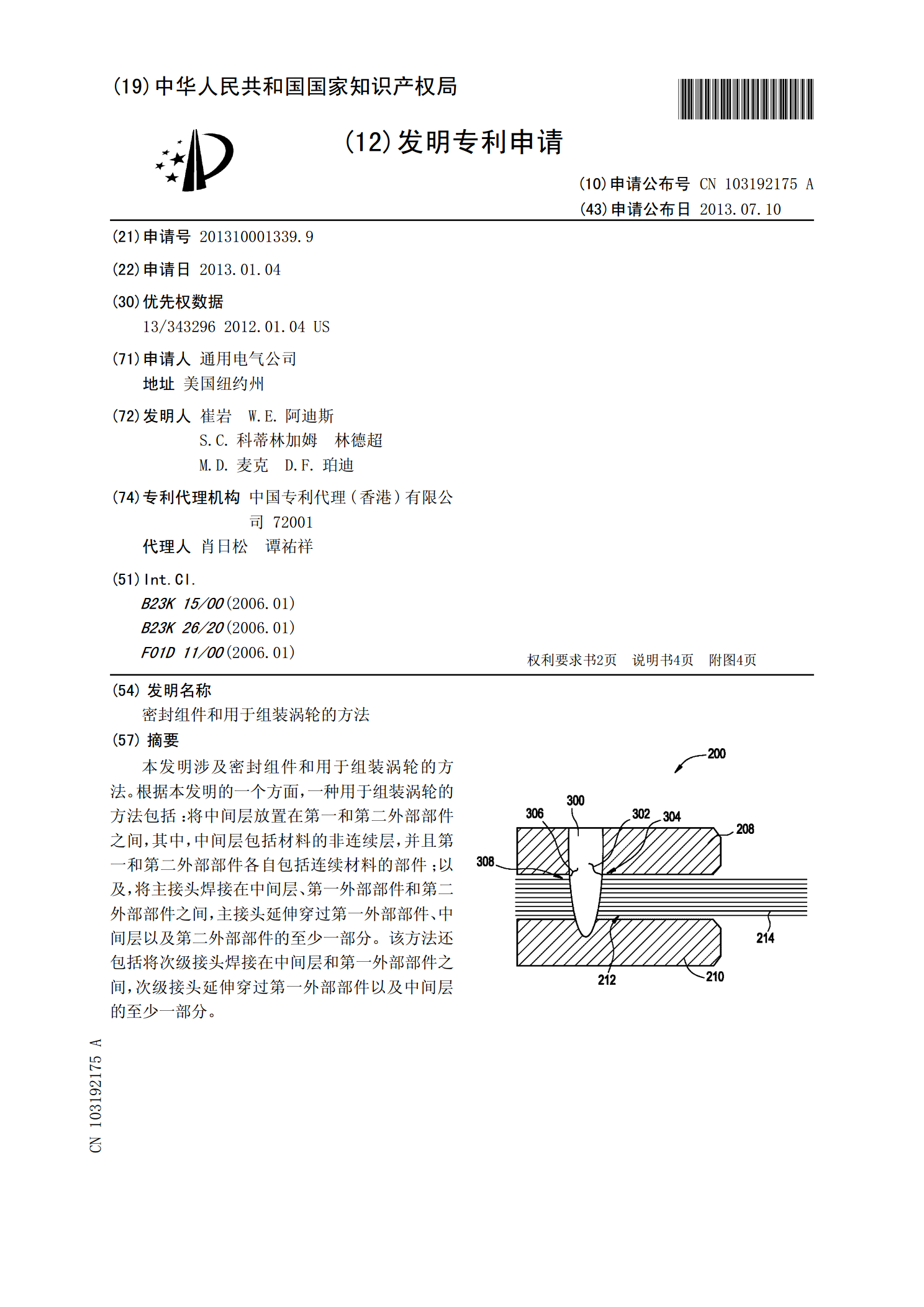
本发明涉及密封组件和用于组装涡轮的方法。根据本发明的一个方面,一种用于组装涡轮的方法包括:将中间层放置在第一和第二外部部件之间,其中,中间层包括材料的非连续层,并且第一和第二外部部件各自包括连续材料的部件;以及,将主接头焊接在中间层、第一外部部件和第二外部部件之间,主接头延伸穿过第一外部部件、中间层以及第二外部部件的至少一部分。该方法还包括将次级接头焊接在中间层和第一外部部件之间,次级接头延伸穿过第一外部部件以及中间层的至少一部分。

涡轮动叶组件和用于组装涡轮动叶组件的方法.pdf
本发明涉及涡轮动叶组件和用于组装涡轮动叶组件的方法。提供一种用于涡轮发动机(100)的涡轮动叶(130)。涡轮动叶包括柄部(214)和通过前边缘(220)和后边缘(222)界定的平台(212),前边缘(220)和后边缘(222)通过一对侧边缘联接在一起,前边缘在后边缘上游。平台包括:至少一个互锁密封件(232),其从侧边缘中的至少一个朝外延伸;和匹配沟槽(234),其限定在侧边缘中的至少一个中,沟槽定尺寸成接收从相邻涡轮动叶延伸的至少一个互锁密封件。
风力涡轮机和用于组装风力涡轮机的方法.pdf
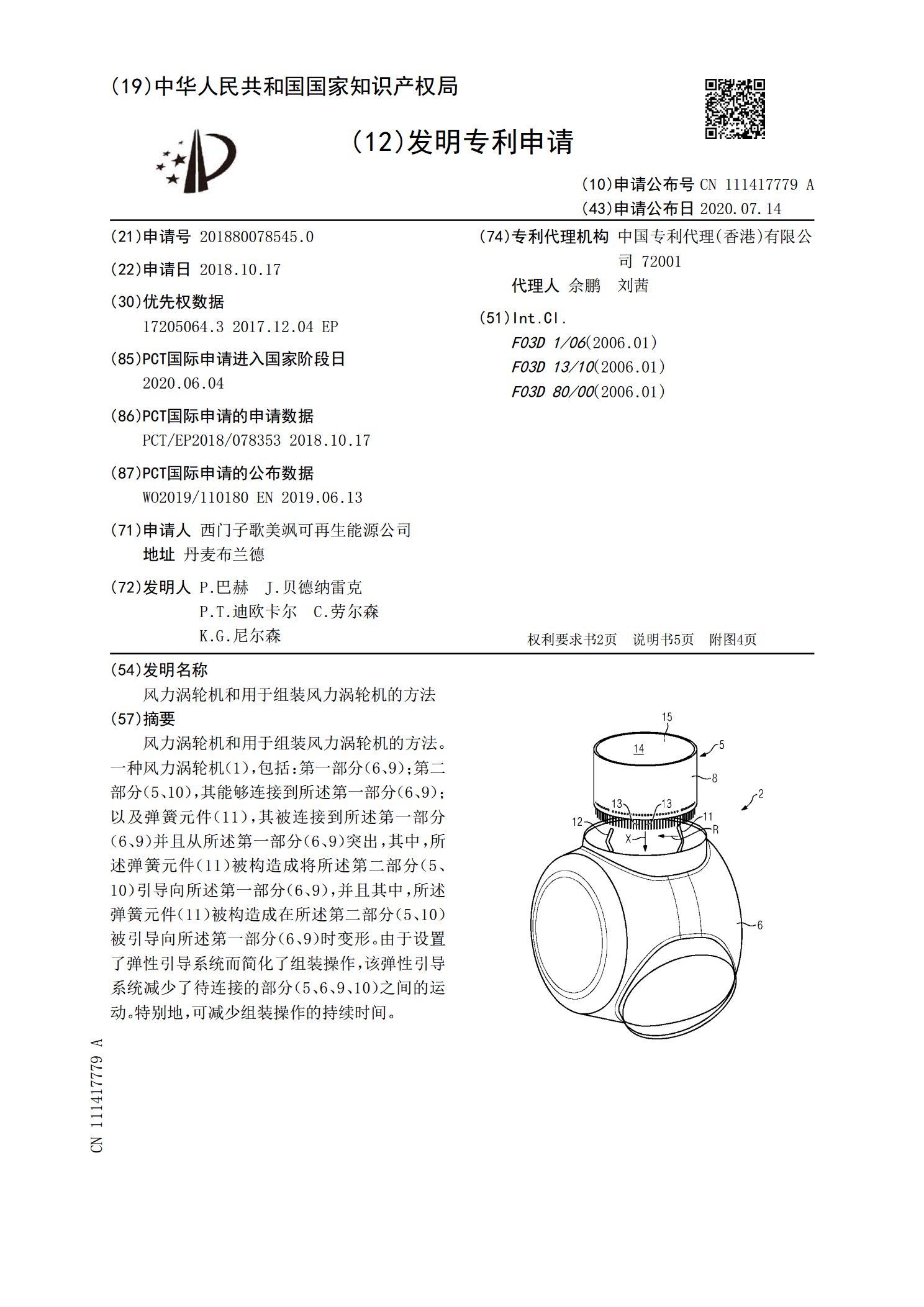
风力涡轮机和用于组装风力涡轮机的方法。一种风力涡轮机(1),包括:第一部分(6、9);第二部分(5、10),其能够连接到所述第一部分(6、9);以及弹簧元件(11),其被连接到所述第一部分(6、9)并且从所述第一部分(6、9)突出,其中,所述弹簧元件(11)被构造成将所述第二部分(5、10)引导向所述第一部分(6、9),并且其中,所述弹簧元件(11)被构造成在所述第二部分(5、10)被引导向所述第一部分(6、9)时变形。由于设置了弹性引导系统而简化了组装操作,该弹性引导系统减少了待连接的部分(5、6、9、