
第七章 锻压成型工艺.ppt

yy****24


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

第七章 锻压成型工艺.ppt
第七章锻压成形工艺模锻是使加热到锻造温度的金属坯料在锻模模腔内一次或多次承受冲击力或压力的作用,而被迫流动成型以获得锻件的压力加工方法。在变形过程中由于模膛对金属坯料流动的限制,因而锻造终了时能得到和模膛形状相符的锻件,模锻与自由锻比较有如下优点:(1)生产率较高(2)锻件尺寸精度高(3)可以锻出形状复杂的铸件(4)可以节省材料,减少加工工作量(5)模锻操作简单,易于实现机械化和自动化第一节模膛锻造成形工艺二、固定模膛成形固定模膛成形工艺各式各样,主要分为锤上模膛成型和压力机上模膛成型。但实质都是通过塑性

紫铜管锻压成型工艺.docx
紫铜管锻压成型工艺紫铜管锻压成型工艺的研究意义及发展趋势摘要:紫铜管锻压成型工艺是指将紫铜管材料通过锻压加工,使其形成所需的形状和尺寸。本文从研究意义和发展趋势两个方面进行探讨。首先,本文阐述了紫铜管锻压成型工艺的重要性和应用背景。随后,对紫铜管锻压成型工艺的发展趋势进行了分析和展望。最后,介绍了目前紫铜管锻压成型工艺的研究现状和存在的问题,并提出了解决问题的建议。关键词:紫铜管,锻压,成型工艺,研究意义,发展趋势一、引言紫铜是一种优良的材料,具有良好的导电性、导热性和抗腐蚀性能,广泛应用于电子、机械、建

一种轧辊及其锻压成型工艺.pdf
本发明涉及一种轧辊锻压成型工艺,其中,锻压成型工艺包括:步骤一、坯件加热;步骤二、锻压处理:将加热完成的坯件置于锻压机中进行锻压处理,并在锻压过程中利用氧气切割机进行表面修复,以得到第一加工体;步骤三、圆整修复:去除所述第一加工体两端废料后,利用修整模具将第一加工体表面修正至圆整状态,以得到第二加工体;步骤四、热处理工艺:待所述第二加工体冷却至入炉温度后,将所述第二加工体放置于热处理炉中进行热处理;步骤五、检验探伤;步骤六、后加工。通过在锻压过程中利用氧气切割机随时进行表面修复,可以有效地防止锻压完成后的
铝合金手机外壳的锻压成型工艺.pdf
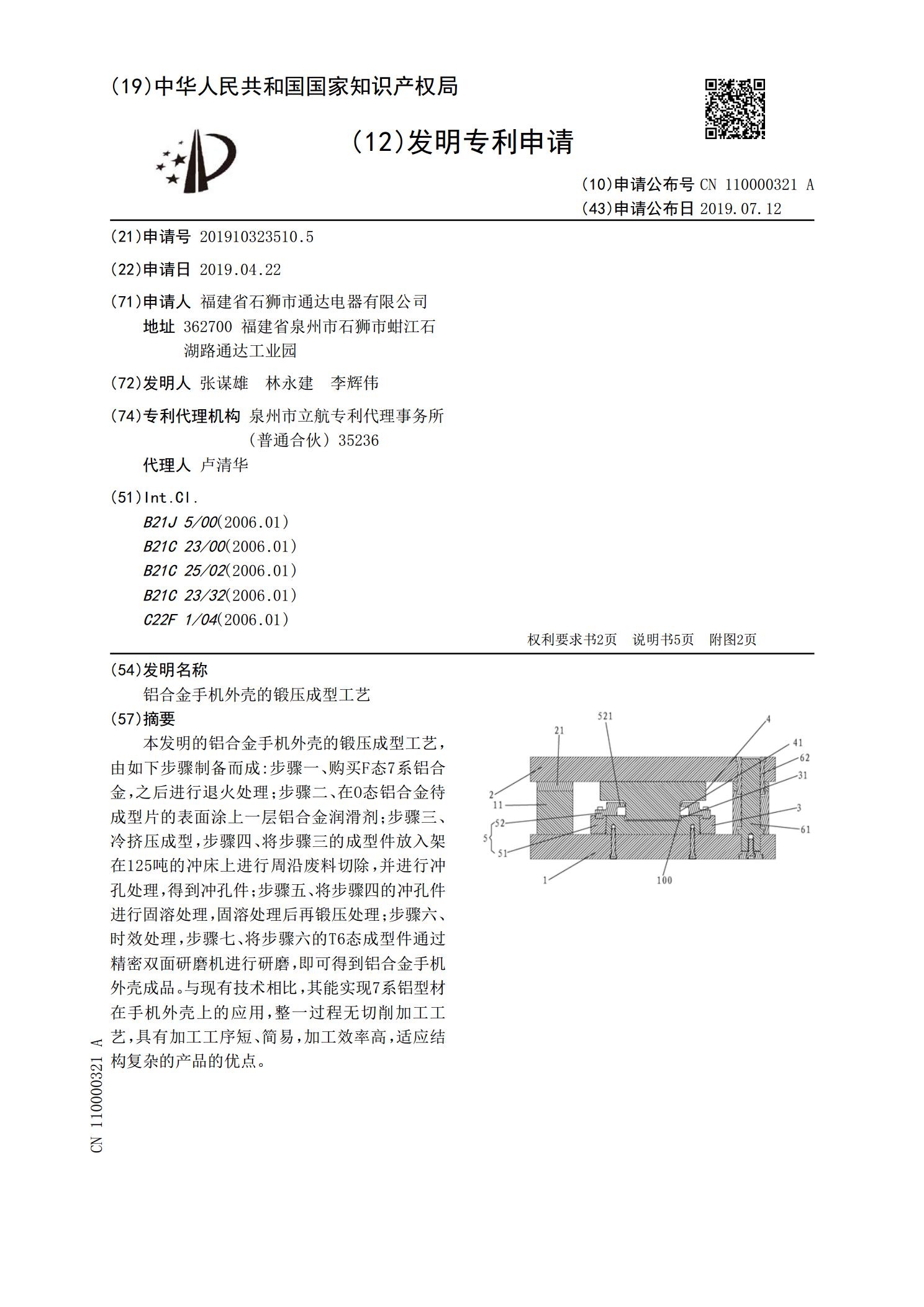
本发明的铝合金手机外壳的锻压成型工艺,由如下步骤制备而成:步骤一、购买F态7系铝合金,之后进行退火处理;步骤二、在O态铝合金待成型片的表面涂上一层铝合金润滑剂;步骤三、冷挤压成型,步骤四、将步骤三的成型件放入架在125吨的冲床上进行周沿废料切除,并进行冲孔处理,得到冲孔件;步骤五、将步骤四的冲孔件进行固溶处理,固溶处理后再锻压处理;步骤六、时效处理,步骤七、将步骤六的T6态成型件通过精密双面研磨机进行研磨,即可得到铝合金手机外壳成品。与现有技术相比,其能实现7系铝型材在手机外壳上的应用,整一过程无切削加工

第七章锻压成形工艺.ppt
第七章锻压成形工艺模型锻造—将加热到锻造温度的金属坯料放在具有一定形状的模锻模膛内受压、变形获得锻件的方法。第一节自由锻一、自由锻设备自由锻的工序可分为基本工序、辅助工序和精整工序三大类。(1)基本工序是使金属坯料实现主要的变形要求达到或基本达到锻件所需形状和尺寸的工序。(2)辅助工序是指进行基本工序之前的预变形工序。如倒棱、压肩等。(3)精整工序是在完成基本工序之后用以提高锻件尺寸及位置精度的工序。基本工序1)镦粗2)拔长4)弯曲5)扭转6)切割三、零件的自由锻结