
铝合金手机外壳的锻压成型工艺.pdf

一吃****书竹


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铝合金手机外壳的锻压成型工艺.pdf
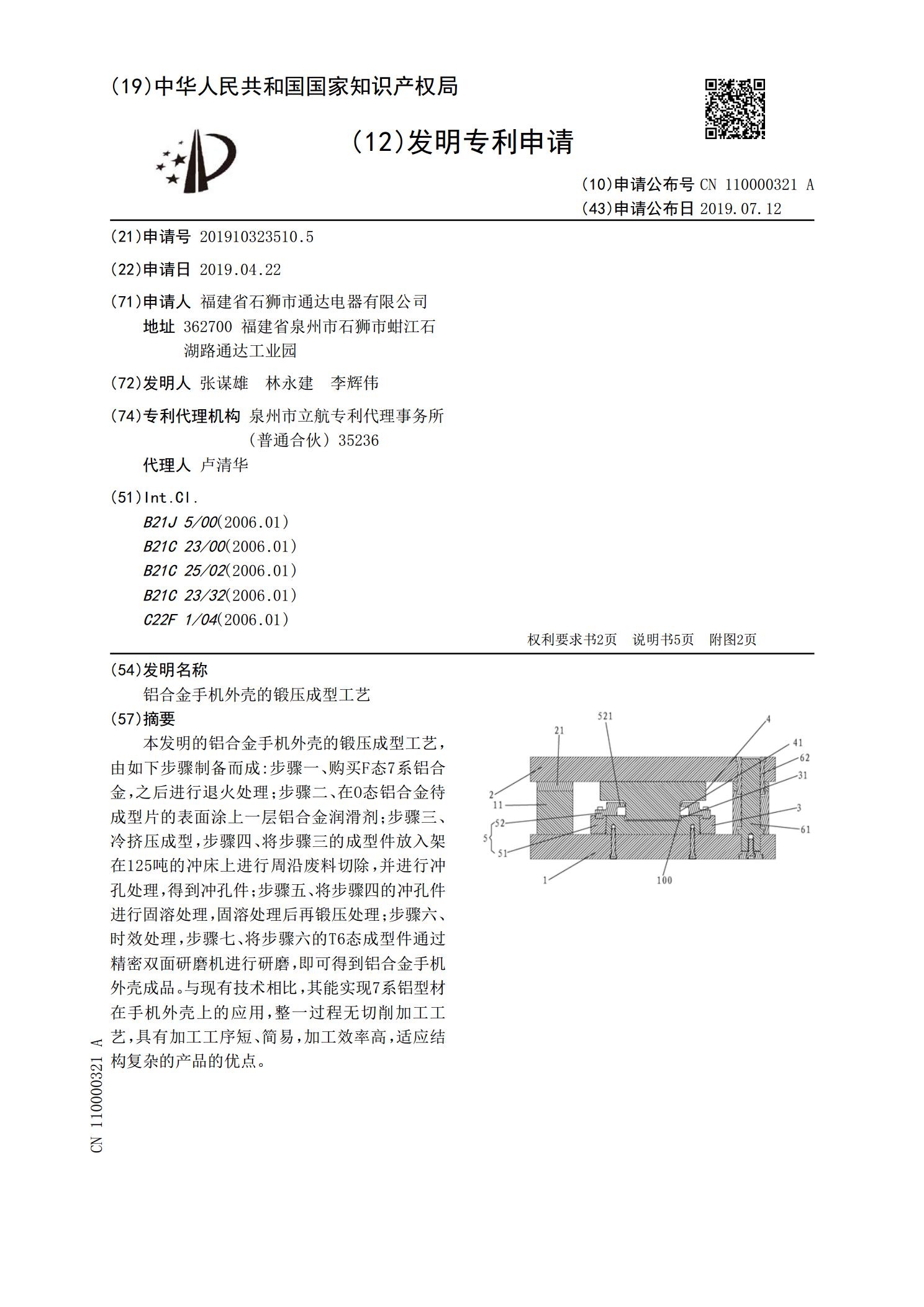
本发明的铝合金手机外壳的锻压成型工艺,由如下步骤制备而成:步骤一、购买F态7系铝合金,之后进行退火处理;步骤二、在O态铝合金待成型片的表面涂上一层铝合金润滑剂;步骤三、冷挤压成型,步骤四、将步骤三的成型件放入架在125吨的冲床上进行周沿废料切除,并进行冲孔处理,得到冲孔件;步骤五、将步骤四的冲孔件进行固溶处理,固溶处理后再锻压处理;步骤六、时效处理,步骤七、将步骤六的T6态成型件通过精密双面研磨机进行研磨,即可得到铝合金手机外壳成品。与现有技术相比,其能实现7系铝型材在手机外壳上的应用,整一过程无切削加工

铝合金手机外壳加工工艺.pptx
铝合金手机外壳加工工艺CNC第1夹位,使用CNC机床(高速钻攻中心),经过DDG环节将铝板精准地铣成规整三维体积,以方便之后的CNC精加工。CNC第2夹位,为方便CNC加工,使用墙内夹具夹住金属机身。粗铣内腔,把内腔、以及与夹具结合的定位柱加工好,这对之后的加工环节至关重要。CNC第3夹位,金属铝可以屏蔽(削弱)手机射频信号,所以必须经过开槽的方法,让信号可以有出入的路径。所以,铣天线槽是最重要、最难的一步,天线槽必须铣得均匀,并且保持必要的链接点以保证金属壳的强度和整体感。经过铣天线槽之后,就要使用“T

基于灰色关联分析的手机外壳成型工艺优化.pptx
基于灰色关联分析的手机外壳成型工艺优化目录添加目录项标题灰色关联分析基本原理灰色关联分析的定义灰色关联分析的数学模型灰色关联分析的应用场景手机外壳成型工艺优化背景手机外壳成型工艺的重要性传统手机外壳成型工艺的局限性优化手机外壳成型工艺的必要性基于灰色关联分析的手机外壳成型工艺优化方法数据采集与预处理确定参考序列和比较序列计算灰色关联度确定关键工艺参数优化方案制定与实施案例分析案例选择与数据来源灰色关联分析过程优化方案效果评估优化方案实施效果对比结论与展望基于灰色关联分析的手机外壳成型工艺优化的优势与局限性

笔记本外壳锻压工艺.pdf
本发明公开了一种笔记本外壳锻压工艺,一种笔记本外壳锻压工艺,其具体步骤为:第一步:锻压,采用油压机锻压,油压机的锻压压力为1000Ton,对产品进行压死点停2秒后再分模,再重压一次2秒,将产品材料挤饱满。第二步:回火,将锻压过后的产品摆放在电炉中加温到260+/‑5度,保温2小时。第三步:CNC半加工,舍弃传统的CNC全加工,将经过回火后的产品放置在CNC机台中进行编程全自动的半加工。第四步:打磨,第五步:喷砂第六步:阳极,从根本上减少了笔记本外壳的生产成本,且提高了生产效率。

铝合金汽车外壳等温锻造成型工艺设计.pptx
,目录PartOnePartTwo铝合金材料的特性等温锻造技术的原理铝合金汽车外壳等温锻造的工艺流程铝合金汽车外壳等温锻造的优势PartThree模具设计坯料准备加热与温度控制成型过程与设备选择质量检测与控制PartFour应用现状与案例分析技术瓶颈与解决方案技术发展趋势与展望对铝合金汽车外壳制造行业的影响PartFive生产成本分析经济效益评估投资回报期分析对产业链的影响与贡献PartSix能耗与碳排放分析资源利用与循环经济环保政策与法规影响绿色制造与可持续发展策略THANKS