
半钢炼钢转炉增大供氧强度的氧枪设计与使用.pdf

yy****24


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

半钢炼钢转炉增大供氧强度的氧枪设计与使用.pdf
第卷第期263钢铁钒钛Vol.26,No.32005年9月IRONSTEELVANADIUMTITANIUMSeptember2005半钢炼钢转炉增大供氧强度的氧枪设计与使用许立志(攀枝花钢铁研究院,四川攀枝花617000)摘要:针对攀钢半钢炼钢的特点,设计了高供氧强度的新型氧枪。新设计的氧枪喷孔数为5孔,喷孔孔型为近似Laval型,且布置在喷头端面的同一圆周上,喷孔倾角分别选取13°和15°。氧枪喷头喉口直径(d喉)选取35mm。新设计的氧枪冶金效果明显,缩短纯吹氧时间216min/炉,冶炼过程顺行,可
防止半钢炼钢转炉除尘泄爆的供氧方法及半钢冶炼方法.pdf
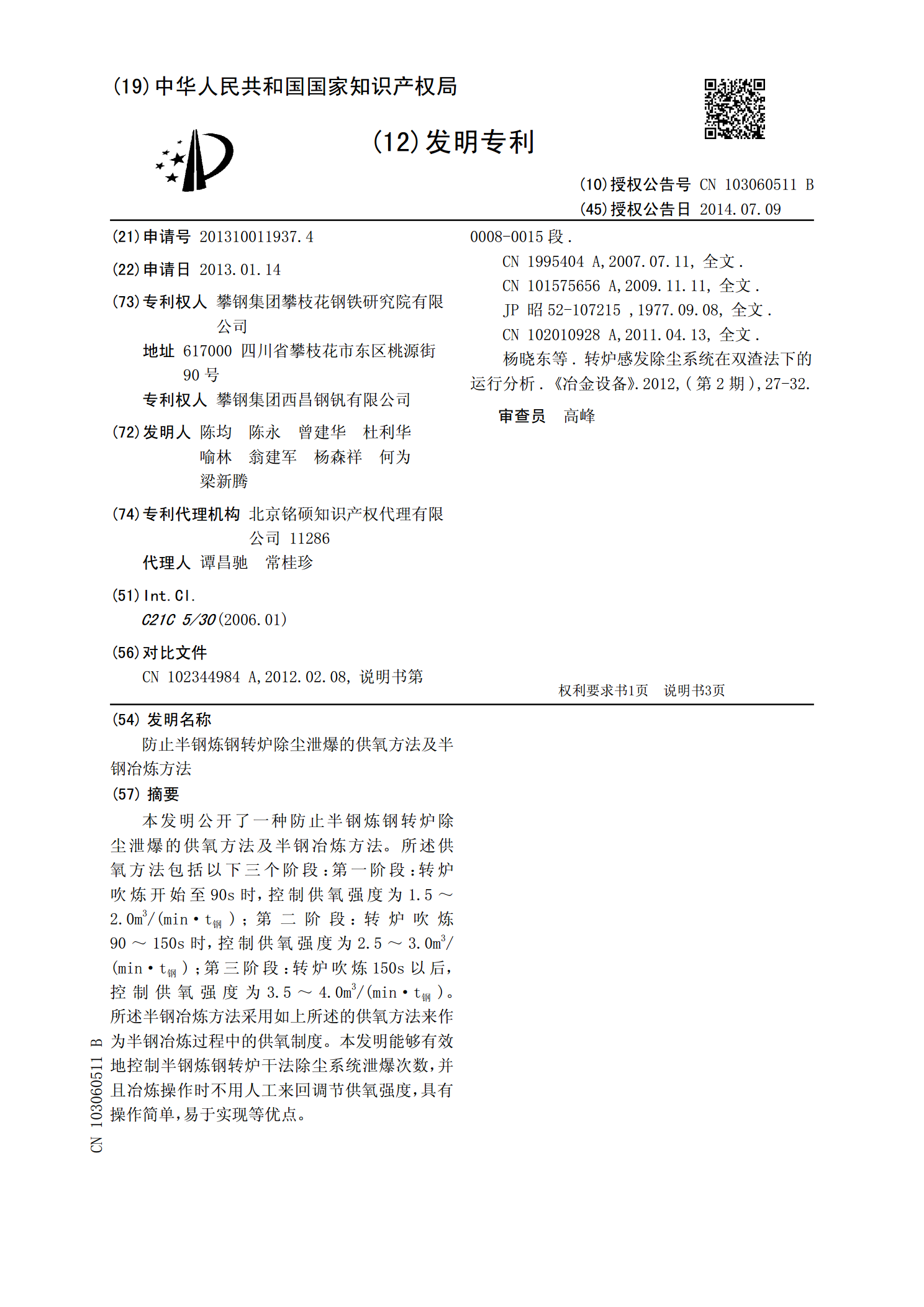
本发明公开了一种防止半钢炼钢转炉除尘泄爆的供氧方法及半钢冶炼方法。所述供氧方法包括以下三个阶段:第一阶段:转炉吹炼开始至90s时,控制供氧强度为1.5~2.0m3/(min·t钢);第二阶段:转炉吹炼90~150s时,控制供氧强度为2.5~3.0m3/(min·t钢);第三阶段:转炉吹炼150s以后,控制供氧强度为3.5~4.0m3/(min·t钢)。所述半钢冶炼方法采用如上所述的供氧方法来作为半钢冶炼过程中的供氧制度。本发明能够有效地控制半钢炼钢转炉干法除尘系统泄爆次数,并且冶炼操作时不用人工来回调节供

转炉氧枪及供氧技术知识.doc
转炉氧枪及供氧技术知识1.喷头设计需考虑哪些因素?主要根据炼钢车间生产能力大小、原料条件、供氧能力、水冷条件和炉气净化设备的能力来决定。同时考虑到转炉的炉膛高度、直径大小、熔池深度等参数确定其孔数、喷孔出口马赫数和氧流股直径。对于原料中废钢比高、高磷铁水冶炼或需二次燃烧提温等情况,则其氧枪喷头的设计就需特殊考虑。根据以上因素确定氧气流量(Nm3/h)、喷头马赫数、操作氧压(MPa)、喷头孔数、喉口直径(mm)、喷孔出口直径(mm),喷孔夹角等。2.转炉炉容比(V/T)的概念,及它对吹炼过程有何影响?转炉炉

炼钢转炉氧枪吹氧胶管硫化方法.pdf
本发明提供炼钢转炉氧枪吹氧胶管硫化方法,本发明这种炼钢转炉氧枪吹氧胶管硫化方法通过原材料采用特殊物料配方,原料成本低,生产出的产品性能优异,具有较好的耐酸碱、抗腐蚀效果,耐油、耐热、耐老化性能好,且利用粘结剂粘结,结构紧密,结合效果好,增强了使用性能和使用寿命;在工艺过程中,采用特殊方式加热处理,且实现循环供给冷却水,降低了生产成本,通过纤维层包覆来增强橡胶管,减少外胶管层弯折时的损伤。

转炉氧枪的选取与使用.pdf
2003年6月炼钢Jun.2003·46·第19卷第3期SteelmakingVol.19No.3转炉氧枪的选取与使用李炳源(上海沪菱冶金氧枪研究所)摘要叙述了氧枪喷头几个重要参数的选取和设计、制造中的关键环节及最佳操作原则,并讨论了氧枪管径的统一和喷头更换的标准问题。关键词转炉氧枪喷头使用DesignandApplicationofConverterOxygenLanceLiBingyuan(ShanghaiHulingResearchInstituteofMetallurgicalOxygenLanc