
一种消除不锈钢冷轧用工作辊表面落砂印的方法.pdf

书生****写意

1/9
2/9

3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种消除不锈钢冷轧用工作辊表面落砂印的方法.pdf
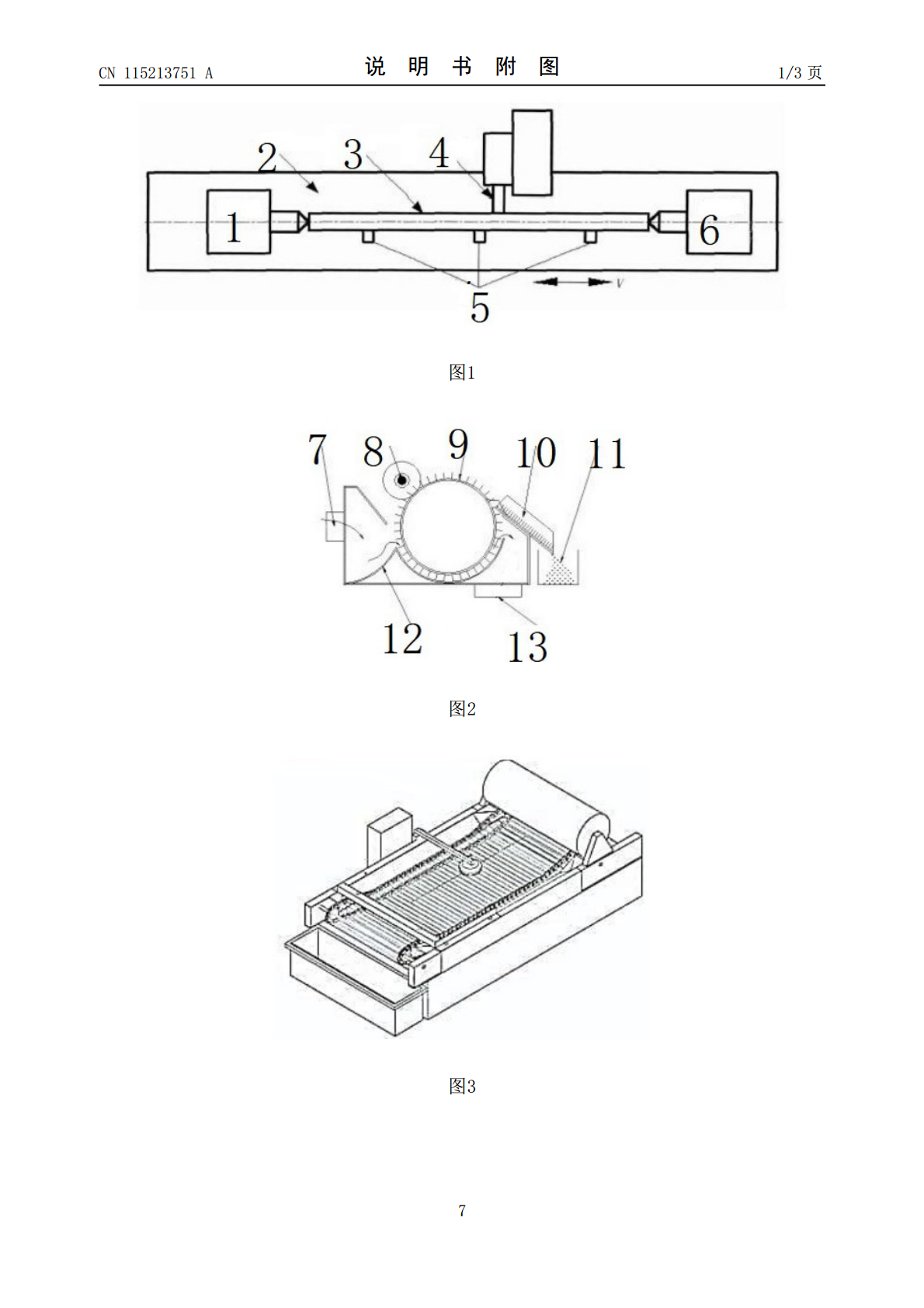
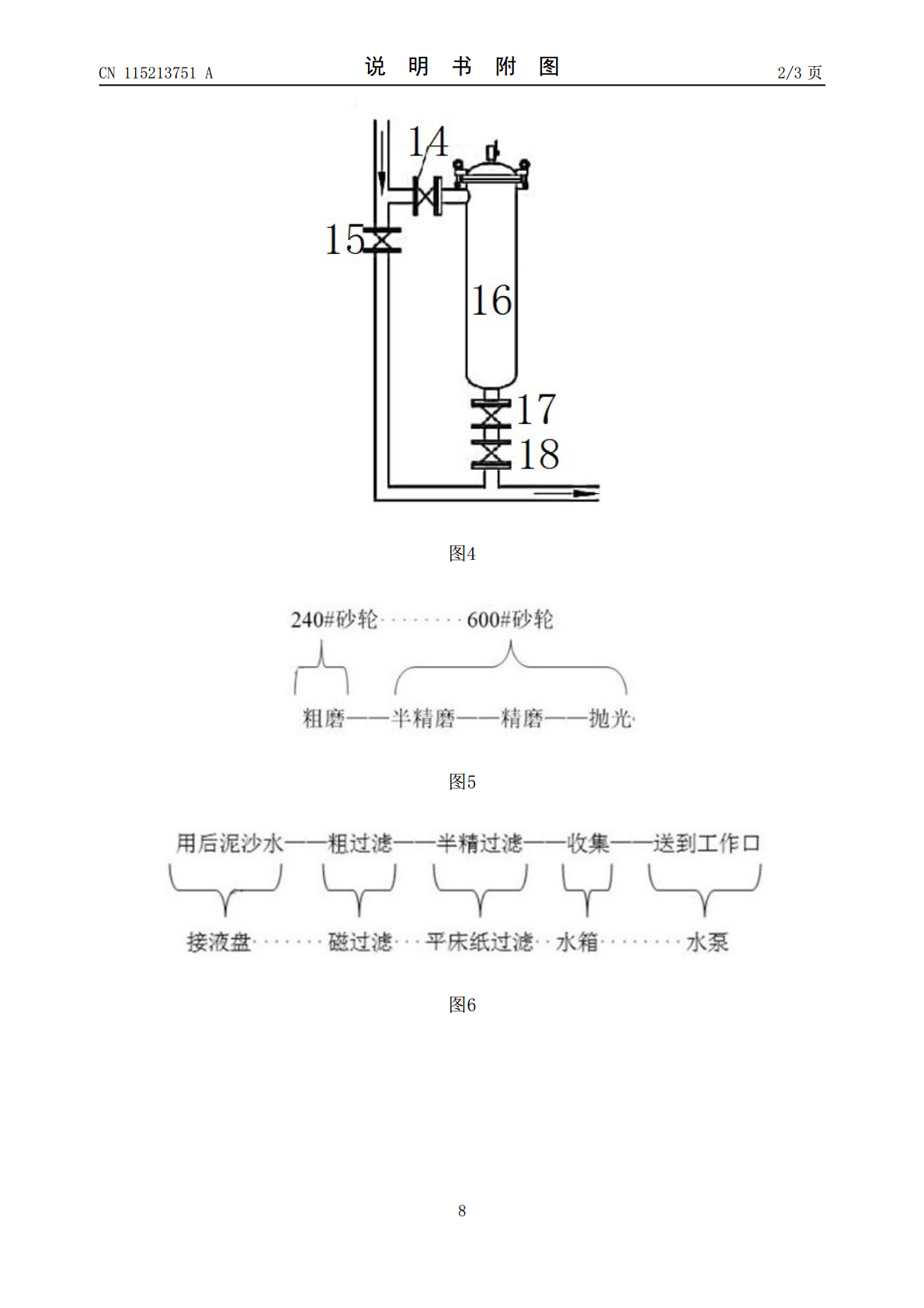
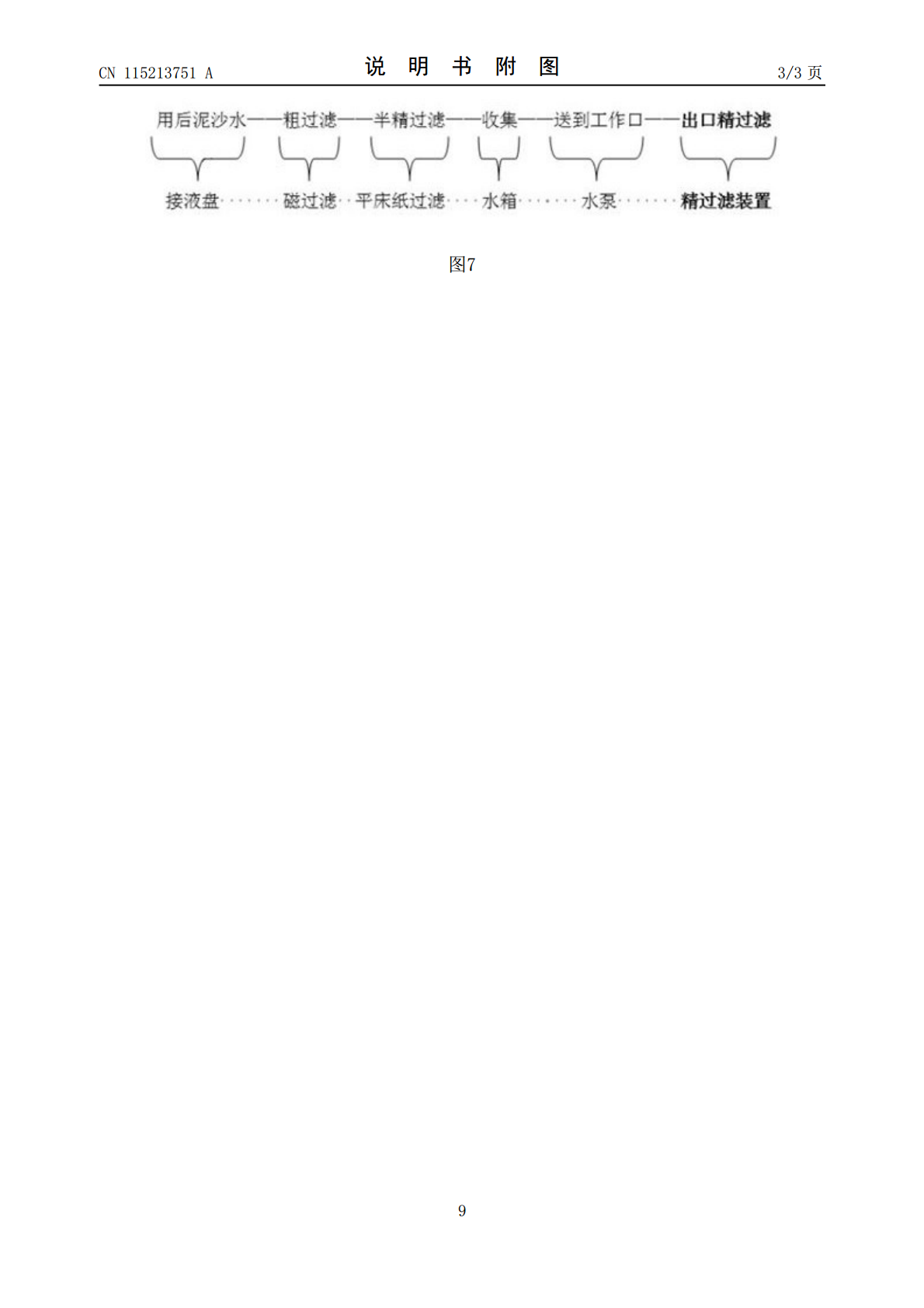
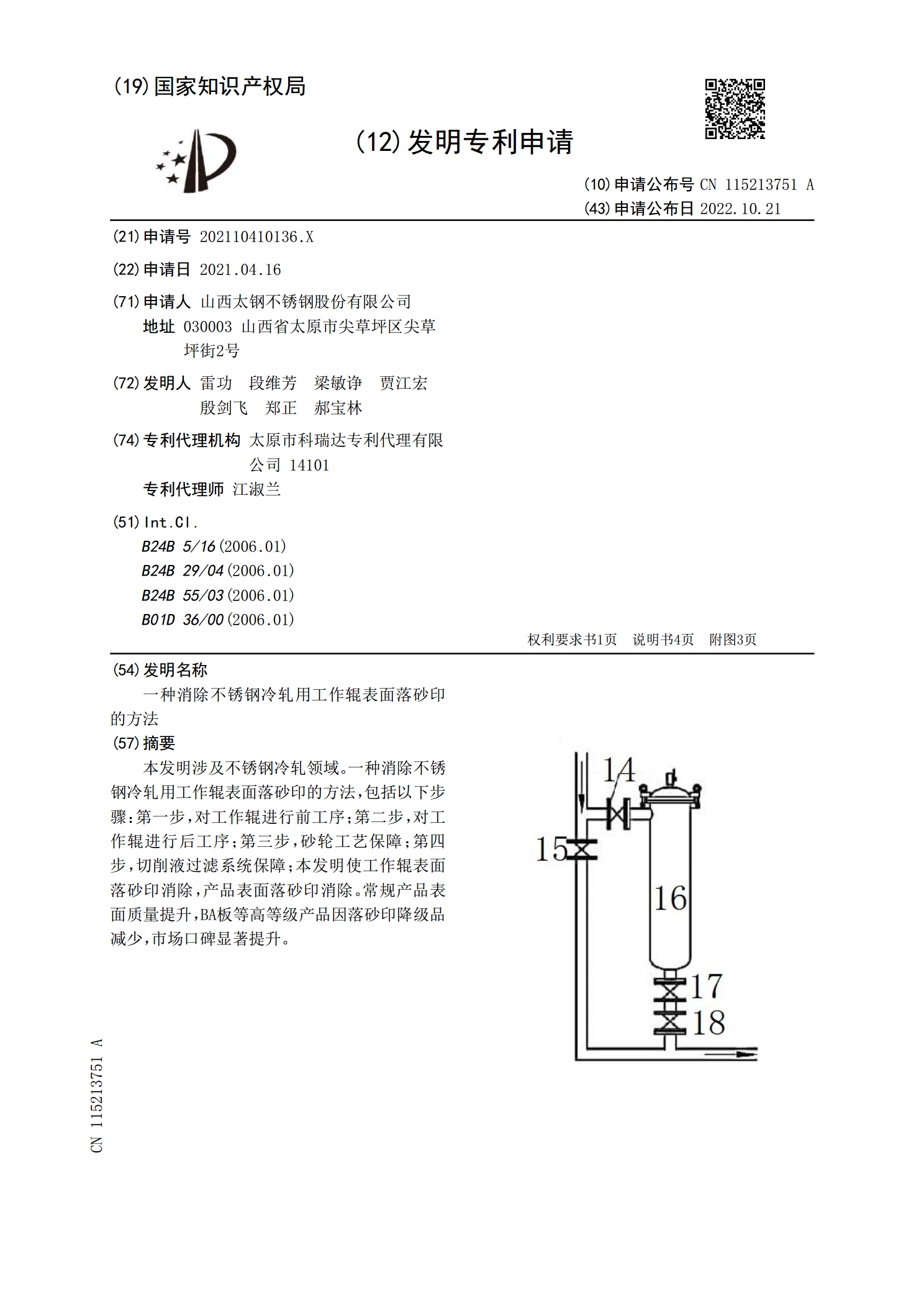
本发明涉及不锈钢冷轧领域。一种消除不锈钢冷轧用工作辊表面落砂印的方法,包括以下步骤:第一步,对工作辊进行前工序;第二步,对工作辊进行后工序;第三步,砂轮工艺保障;第四步,切削液过滤系统保障;本发明使工作辊表面落砂印消除,产品表面落砂印消除。常规产品表面质量提升,BA板等高等级产品因落砂印降级品减少,市场口碑显著提升。
一种消除冷轧过程中带钢表面辊印缺陷的方法.pdf
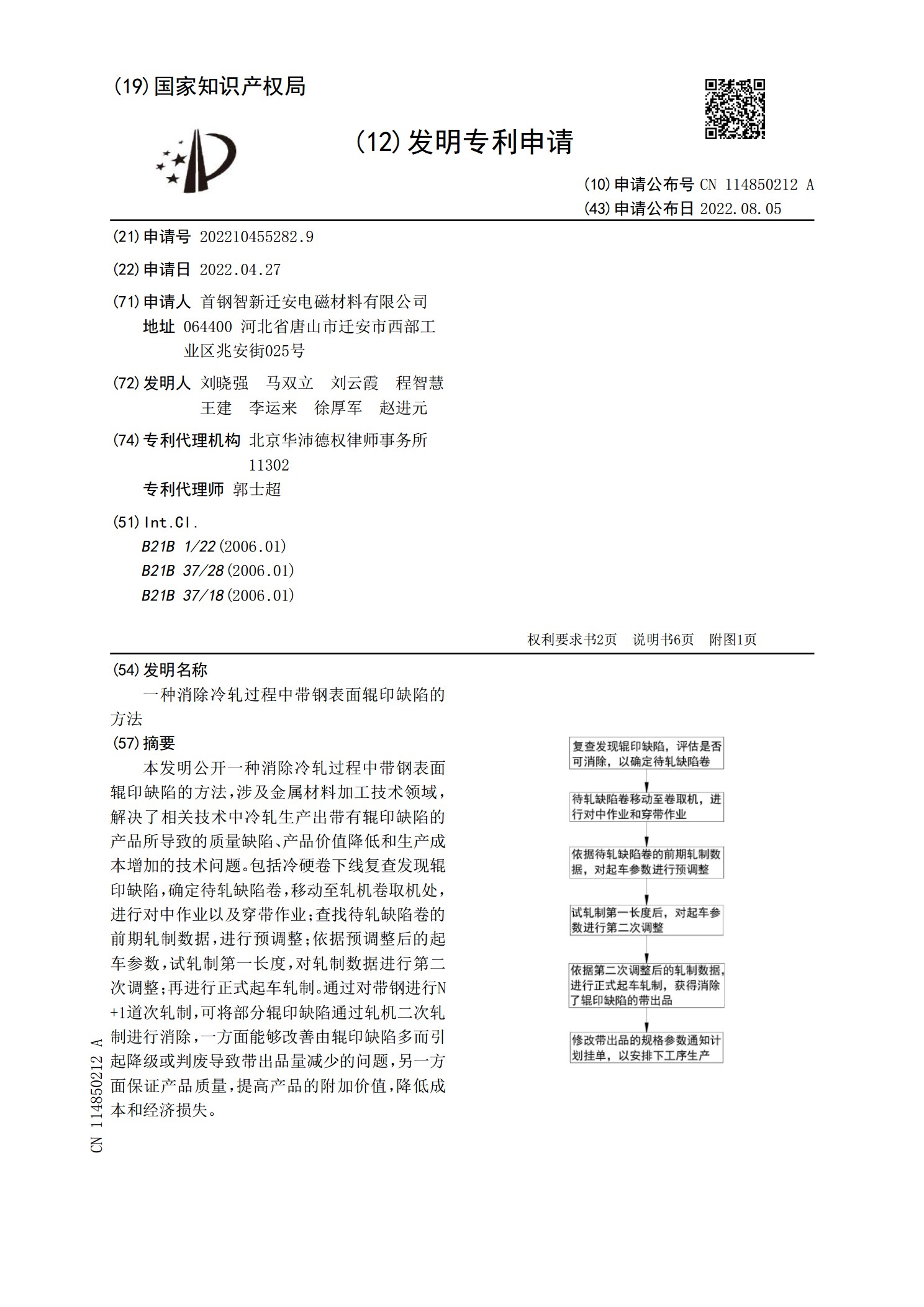
本发明公开一种消除冷轧过程中带钢表面辊印缺陷的方法,涉及金属材料加工技术领域,解决了相关技术中冷轧生产出带有辊印缺陷的产品所导致的质量缺陷、产品价值降低和生产成本增加的技术问题。包括冷硬卷下线复查发现辊印缺陷,确定待轧缺陷卷,移动至轧机卷取机处,进行对中作业以及穿带作业;查找待轧缺陷卷的前期轧制数据,进行预调整;依据预调整后的起车参数,试轧制第一长度,对轧制数据进行第二次调整;再进行正式起车轧制。通过对带钢进行N+1道次轧制,可将部分辊印缺陷通过轧机二次轧制进行消除,一方面能够改善由辊印缺陷多而引起降级或
一种控制镀锡板表面取走辊辊印的方法.pdf
本发明涉及一种控制镀锡板表面取走辊辊印的方法,其特征在于,所述方法如下:步骤一:选择合适的取走辊上辊材料,使辊子重量轻、辊面硬度低于带钢表面硬度;步骤二:接着通过测量、计算、塞垫片的方法,调整取走辊上辊的安装精度,控制在0.01mm以内;步骤三:计算、调整取走辊上辊与下辊的间隙,然后根据力矩原理计算、调整取走辊上辊气缸的压力;步骤四:作好日常取走辊上辊的辊面保洁与硬度跟踪,从而彻底消除镀锡板表面取走辊辊印缺陷。
一种用于高强钢轧制的冷轧工作辊用钢,冷轧 工作辊及其制造方法.pdf
本发明公开了一种用于高强钢轧制的冷轧工作辊用钢,冷轧工作辊及其制造方法。所述冷轧工作辊材质的化学组分及含量为:C:0.6~0.8wt%;Si:0.6~1.5wt%;Mn:0.6~1.5wt%;Cr:4.0~6.0wt%;Mo:0.5~2.0wt%;V:0.5~1.0wt%;P≤0.020wt%;S≤0.015wt%;其余为Fe和不可避免的杂质。其制造工艺流程包括:电炉冶炼→炉外精炼→真空脱气→浇注电极棒→电渣重溶→铸锭→锻造→预备热处理→粗加工→调质热处理→半精加工→最终热处理→精加工→成品。本发明的新型
一种通过控制炉辊结瘤来消除钢板辊印的方法.pdf
本发明公开了一种通过控制炉辊结瘤来消除钢板辊印的方法,钢板在进行辊底式热处理时,采用高温板和低温板交替循环生产。当低温板交替循环热处理衔接不上,进行高温热处理时,一旦钢板出现轻微辊印,立即停炉,关闭燃烧器,将炉温自然降至800℃以下,再用一批特厚钢板快速通炉吸热降温,使炉温短时降至500℃以下,然后用刻槽板趟炉辊,消除辊面结瘤。本发明通过采用高温板和低温板循环生产以及厚钢板快速通炉吸热降温,控制炉辊上瘤渣长大和消除,大幅度降低停炉频次,提高炉子作业率。