
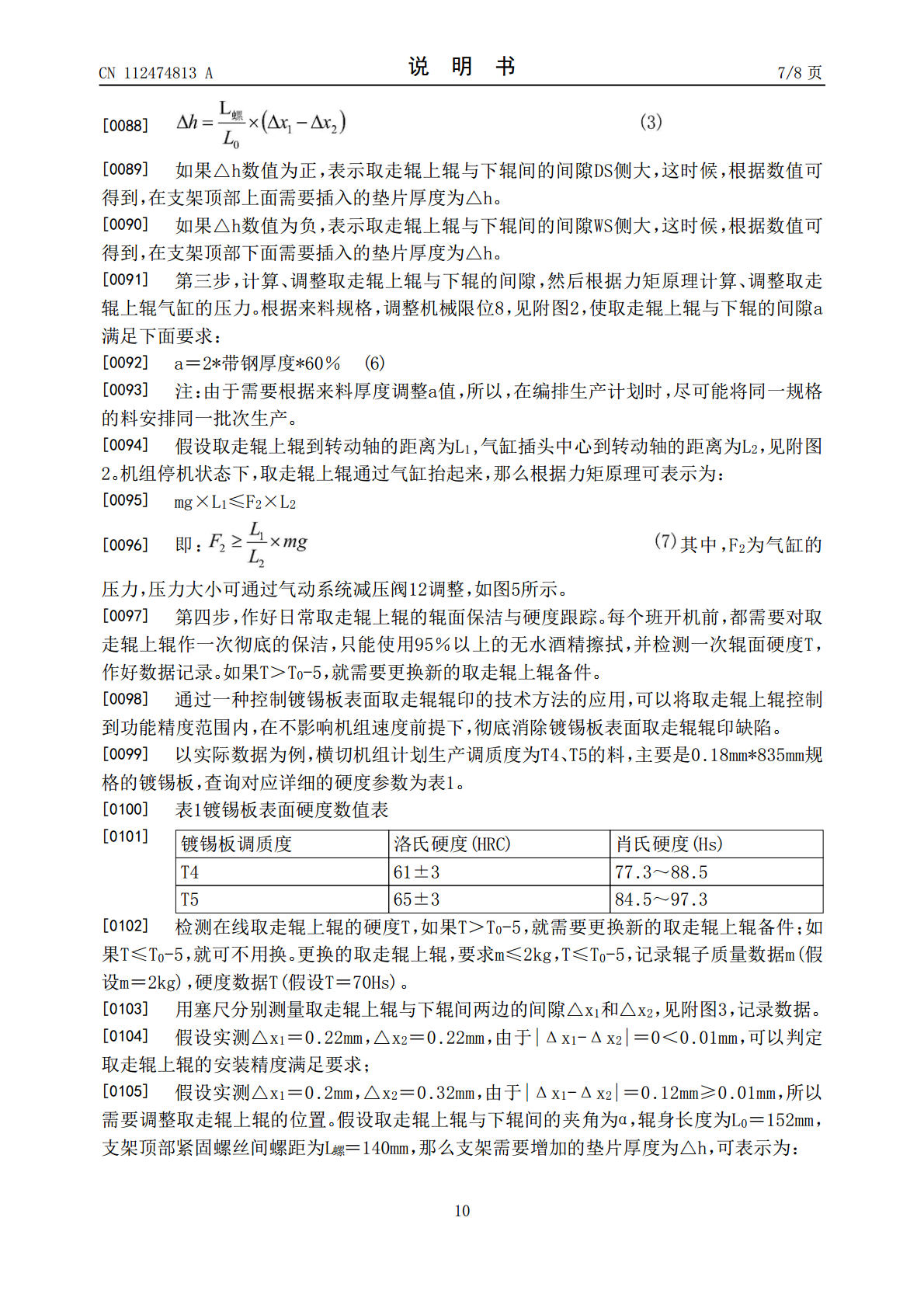
一种控制镀锡板表面取走辊辊印的方法.pdf

岚风****55


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种控制镀锡板表面取走辊辊印的方法.pdf
本发明涉及一种控制镀锡板表面取走辊辊印的方法,其特征在于,所述方法如下:步骤一:选择合适的取走辊上辊材料,使辊子重量轻、辊面硬度低于带钢表面硬度;步骤二:接着通过测量、计算、塞垫片的方法,调整取走辊上辊的安装精度,控制在0.01mm以内;步骤三:计算、调整取走辊上辊与下辊的间隙,然后根据力矩原理计算、调整取走辊上辊气缸的压力;步骤四:作好日常取走辊上辊的辊面保洁与硬度跟踪,从而彻底消除镀锡板表面取走辊辊印缺陷。
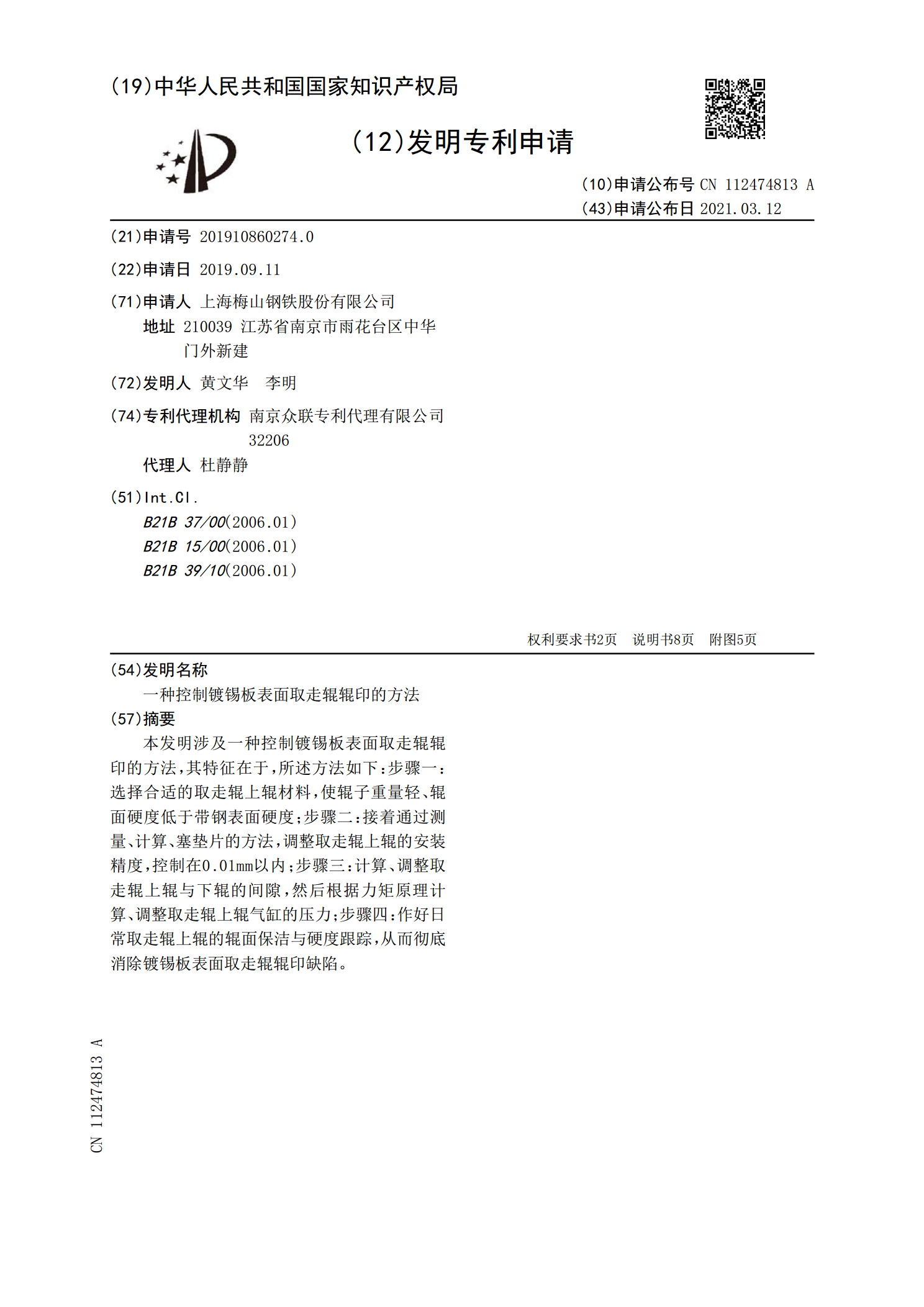
一种轮毂表面辊印套色方法及装置.pdf
一种轮毂表面辊印套色方法,包括:轮毂工件的第一清洗预处理;对轮毂工件的表面进行底粉喷涂;对该表面喷涂第一色漆;轮毂工件的第二清洗预处理;对该表面辊印第二色漆;轮毂工件的第三清洗预处理;对该表面喷涂透明粉。还相应提供一种套色装置,用于通过辊枪对轮毂表面进行油漆划线,包括:机体、用于调整辊枪方位的辊印定位机构、辊枪固定装置、用于放置并固定轮毂的轮毂定位芯轴和旋转机构,辊印定位机构经由三轴自动定位系统安装于机体,该三轴自动定位系统包括能相对于机体往复移动的升降模组、水平模组以及旋转平台,旋转机构包括用于安装轮毂
一种通过控制炉辊结瘤来消除钢板辊印的方法.pdf
本发明公开了一种通过控制炉辊结瘤来消除钢板辊印的方法,钢板在进行辊底式热处理时,采用高温板和低温板交替循环生产。当低温板交替循环热处理衔接不上,进行高温热处理时,一旦钢板出现轻微辊印,立即停炉,关闭燃烧器,将炉温自然降至800℃以下,再用一批特厚钢板快速通炉吸热降温,使炉温短时降至500℃以下,然后用刻槽板趟炉辊,消除辊面结瘤。本发明通过采用高温板和低温板循环生产以及厚钢板快速通炉吸热降温,控制炉辊上瘤渣长大和消除,大幅度降低停炉频次,提高炉子作业率。
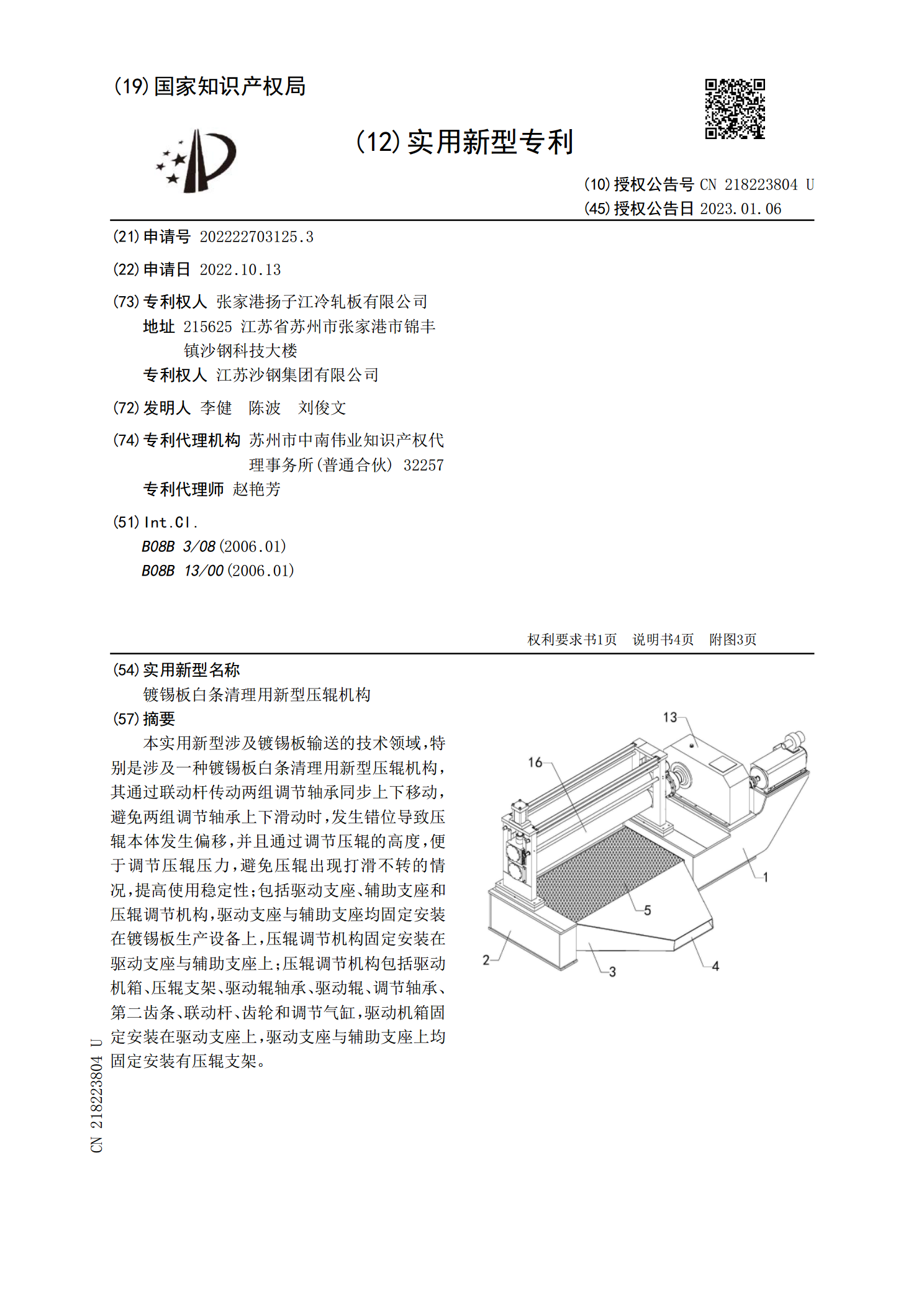
镀锡板白条清理用新型压辊机构.pdf
本实用新型涉及镀锡板输送的技术领域,特别是涉及一种镀锡板白条清理用新型压辊机构,其通过联动杆传动两组调节轴承同步上下移动,避免两组调节轴承上下滑动时,发生错位导致压辊本体发生偏移,并且通过调节压辊的高度,便于调节压辊压力,避免压辊出现打滑不转的情况,提高使用稳定性;包括驱动支座、辅助支座和压辊调节机构,驱动支座与辅助支座均固定安装在镀锡板生产设备上,压辊调节机构固定安装在驱动支座与辅助支座上;压辊调节机构包括驱动机箱、压辊支架、驱动辊轴承、驱动辊、调节轴承、第二齿条、联动杆、齿轮和调节气缸,驱动机箱固定安
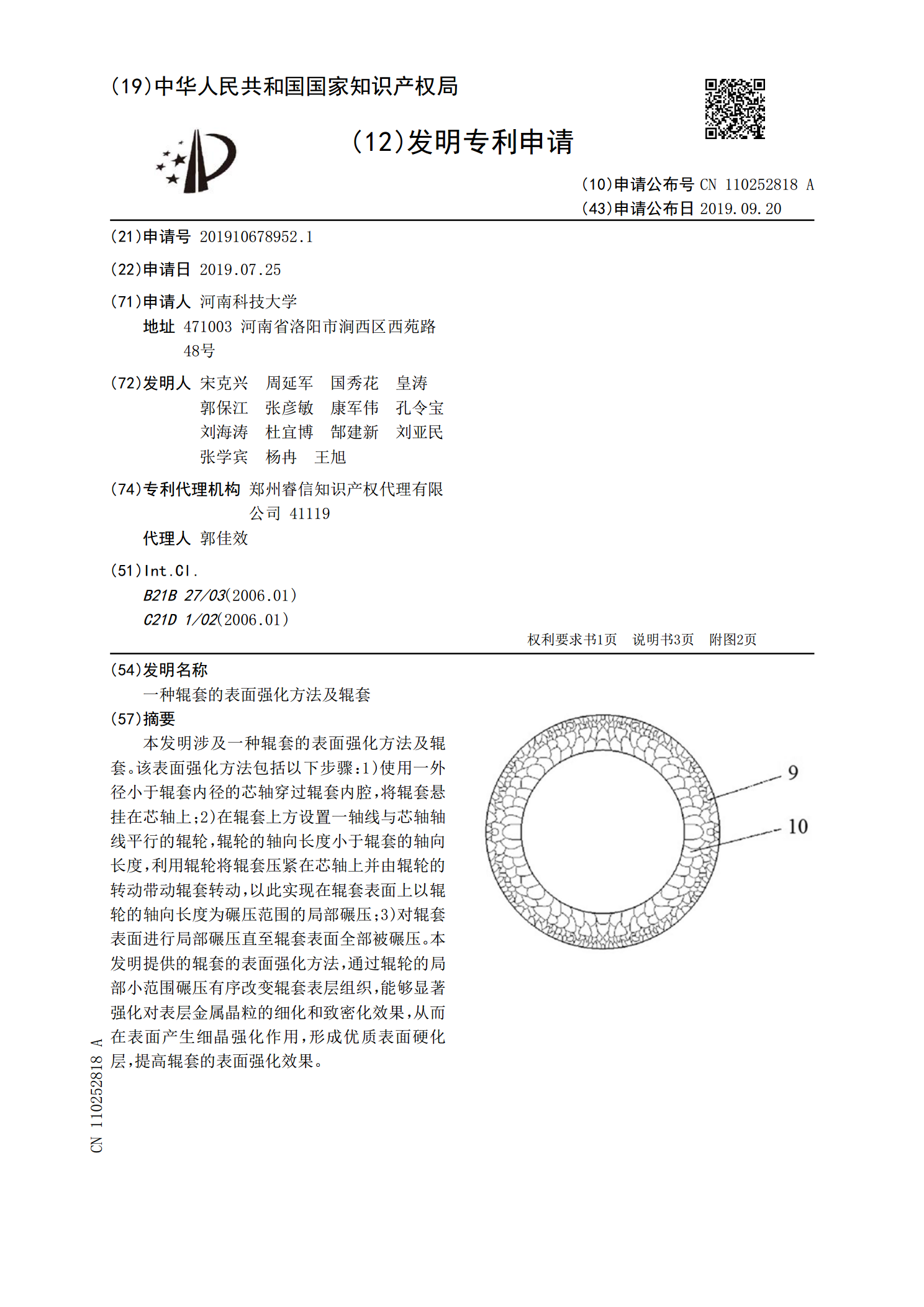
一种辊套的表面强化方法及辊套.pdf
本发明涉及一种辊套的表面强化方法及辊套。该表面强化方法包括以下步骤:1)使用一外径小于辊套内径的芯轴穿过辊套内腔,将辊套悬挂在芯轴上;2)在辊套上方设置一轴线与芯轴轴线平行的辊轮,辊轮的轴向长度小于辊套的轴向长度,利用辊轮将辊套压紧在芯轴上并由辊轮的转动带动辊套转动,以此实现在辊套表面上以辊轮的轴向长度为碾压范围的局部碾压;3)对辊套表面进行局部碾压直至辊套表面全部被碾压。本发明提供的辊套的表面强化方法,通过辊轮的局部小范围碾压有序改变辊套表层组织,能够显著强化对表层金属晶粒的细化和致密化效果,从而在表面