
一种通过控制炉辊结瘤来消除钢板辊印的方法.pdf

一只****ua


1/5

2/5

3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种通过控制炉辊结瘤来消除钢板辊印的方法.pdf
本发明公开了一种通过控制炉辊结瘤来消除钢板辊印的方法,钢板在进行辊底式热处理时,采用高温板和低温板交替循环生产。当低温板交替循环热处理衔接不上,进行高温热处理时,一旦钢板出现轻微辊印,立即停炉,关闭燃烧器,将炉温自然降至800℃以下,再用一批特厚钢板快速通炉吸热降温,使炉温短时降至500℃以下,然后用刻槽板趟炉辊,消除辊面结瘤。本发明通过采用高温板和低温板循环生产以及厚钢板快速通炉吸热降温,控制炉辊上瘤渣长大和消除,大幅度降低停炉频次,提高炉子作业率。

一种通过厚板通炉控制炉辊结瘤来消除钢板辊印的方法.pdf
本发明公开了一种通过厚板通炉控制炉辊结瘤来消除钢板辊印的方法,钢板在进行辊底式热处理时,采用高温板和低温板交替循环生产。当低温板交替循环热处理衔接不上,进行高温热处理时,一旦钢板出现轻微辊印,立即停炉,关闭燃烧器,将炉温自然降至800℃以下,再用一批特厚钢板快速通炉吸热降温,使炉温短时降至500℃以下,然后用刻槽板趟炉辊,消除辊面结瘤。本发明通过采用高温板和低温板循环生产以及厚钢板快速通炉吸热降温,控制炉辊上瘤渣长大和消除,大幅度降低停炉频次,提高炉子作业率。

一种消除炉辊结瘤的方法.pdf
本发明公开了一种消除炉辊结瘤的方法,该方法包括,确定有结瘤的炉辊在连续退火炉内所处的位置;将所述确定的有结瘤的炉辊的温度以大于10℃/min的降温速率调整至≤600℃的温度,同时通入还原气体,以降低结瘤与炉辊的结合力,获得低温炉辊;将磨辊带钢置于所述连续退火炉的所述低温炉辊上,并以大于30mpm的线速度转动所述低温炉辊0.3‑0.5圈后停止转动,以去除所述低温炉辊的辊面结瘤。本发明可以有效去除炉辊上的顽固结瘤,采用该炉辊生产的带钢表面合格率为100%。
一种快速消除炉辊表面结瘤的方法.pdf
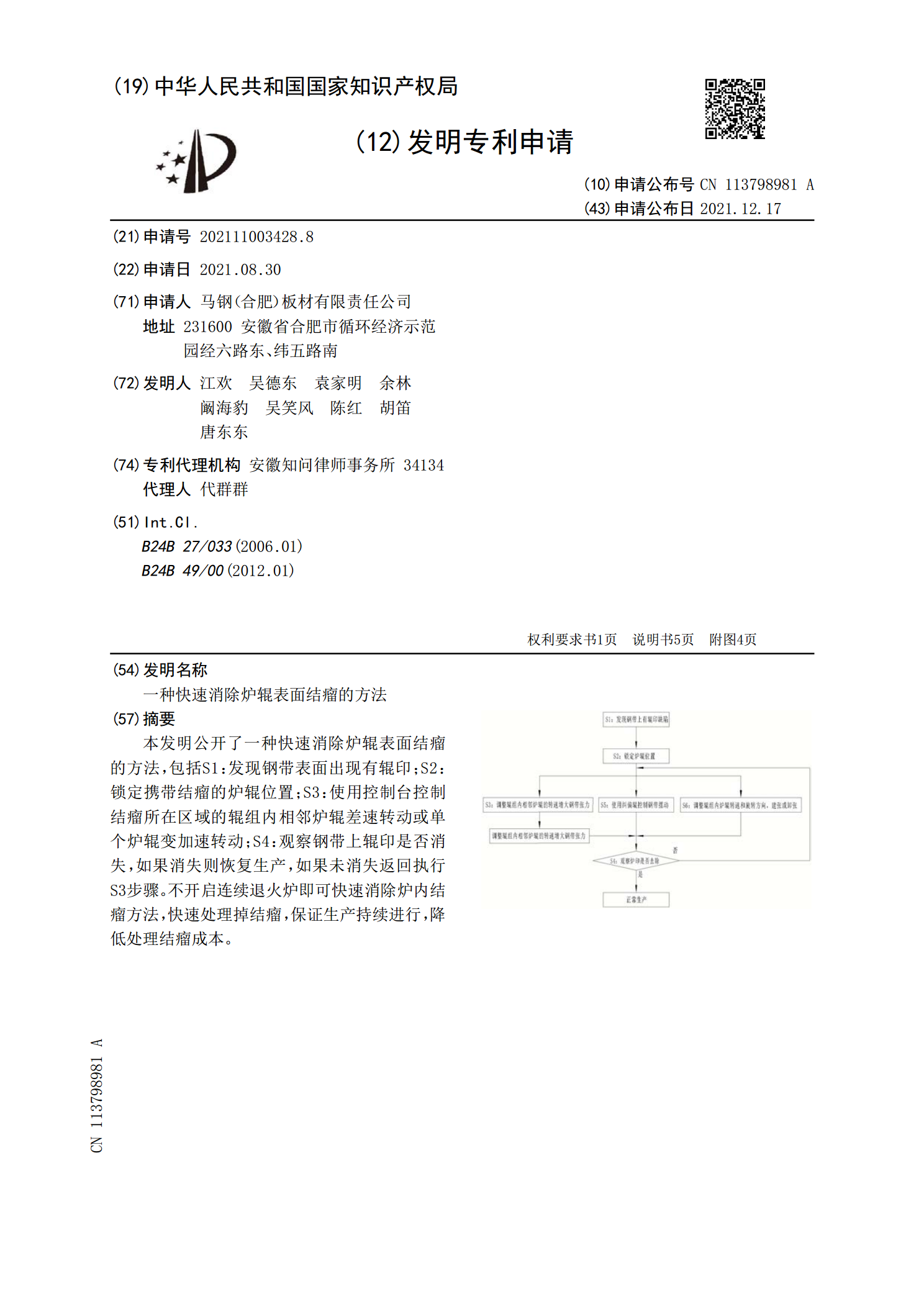
本发明公开了一种快速消除炉辊表面结瘤的方法,包括S1:发现钢带表面出现有辊印;S2:锁定携带结瘤的炉辊位置;S3:使用控制台控制结瘤所在区域的辊组内相邻炉辊差速转动或单个炉辊变加速转动;S4:观察钢带上辊印是否消失,如果消失则恢复生产,如果未消失返回执行S3步骤。不开启连续退火炉即可快速消除炉内结瘤方法,快速处理掉结瘤,保证生产持续进行,降低处理结瘤成本。
一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法.pdf
本发明涉及一种缓解炉辊结瘤程度及炉辊结瘤后处理的方法,适用于冷轧硅钢生产过程;包括:1)严格控制热轧原料钢板氧化铁皮;2)常化炉加热温度控制;3)氧化气氛控制;4)出钢钢板温度控制;5)生产作业顺序控制:6)定期磨辊;7)定期测量在线炉辊的直径,对于磨损后直径有变化的炉辊进行转数调整;本发明通过优化生产工艺流程及工艺参数,根据炉辊结瘤情况采取不同处理方法,可有效缓解炉辊结瘤程度,加快生产节奏,提高冷轧硅钢的成品率,降低生产成本。