
一种涡轮冷效试验叶片复杂型面的覆盖及磨抛加工方法.pdf

贤惠****66

1/9

2/9

3/9
4/9
5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种涡轮冷效试验叶片复杂型面的覆盖及磨抛加工方法.pdf
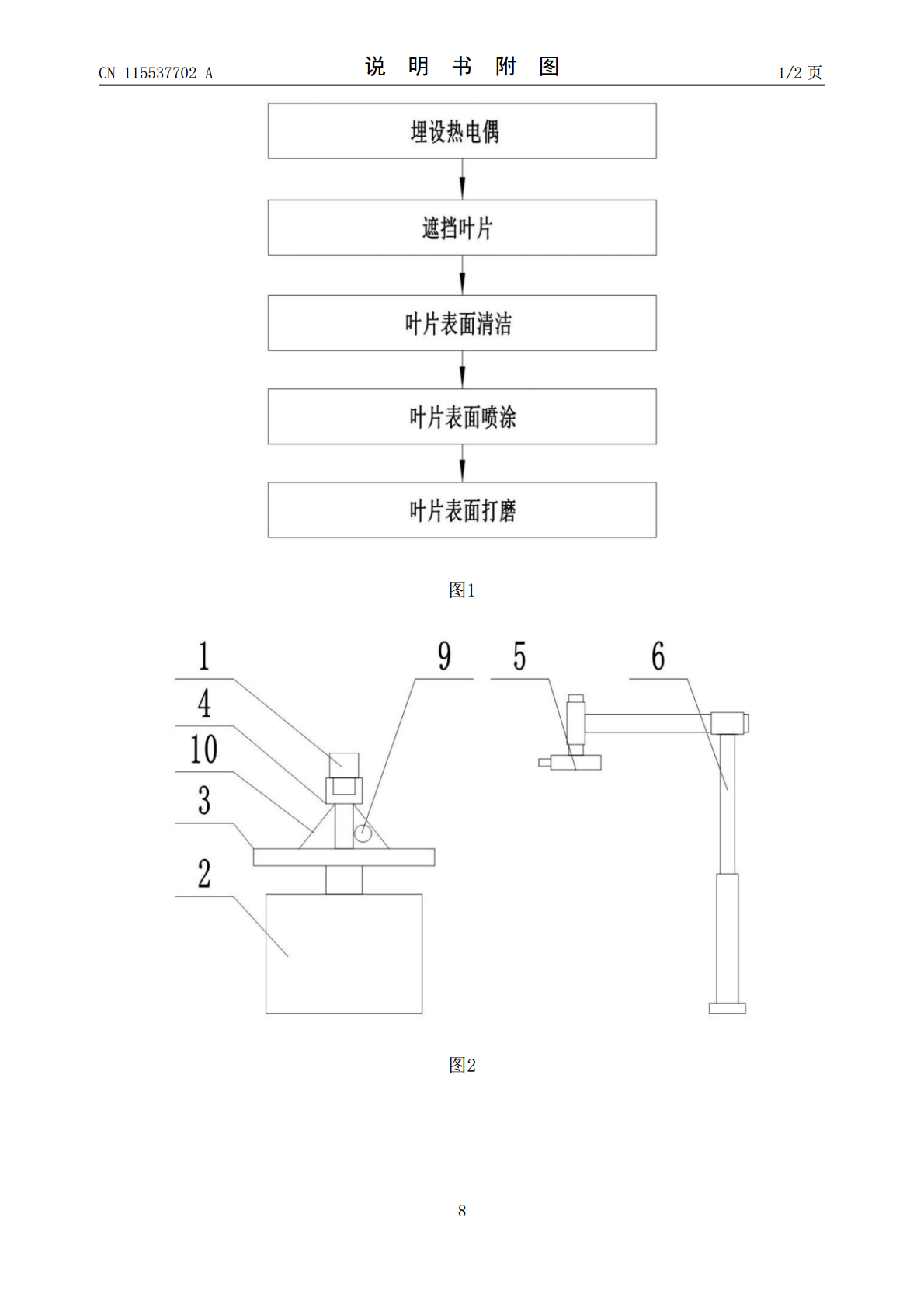
本发明公开一种涡轮冷效试验叶片复杂型面的覆盖及磨抛加工方法,步骤一:埋设热电偶;步骤二:遮挡叶片;通过遮挡保护层对叶片表面局部区域进行遮护;步骤三:叶片清洁;对遮护后的叶片表面进行清洁,对遮护后的叶片表面进行吹砂、吹扫和清洗处理;步骤四:叶片表面喷涂;对清洁后的叶片表面喷涂金属涂层,覆盖热电偶并充满槽道,然后对热电偶阻值和绝缘进行检测;步骤五:叶片表面打磨;去除叶片表面的遮挡保护层,对叶片表面突出的金属涂层进行打磨。本发明不仅实现了对预埋热电偶的保护,实现了测温的准确性及稳定性,同时最大程度保持了叶片原有
一种针对复杂曲面的机器人自动磨抛加工装备与加工方法.pdf
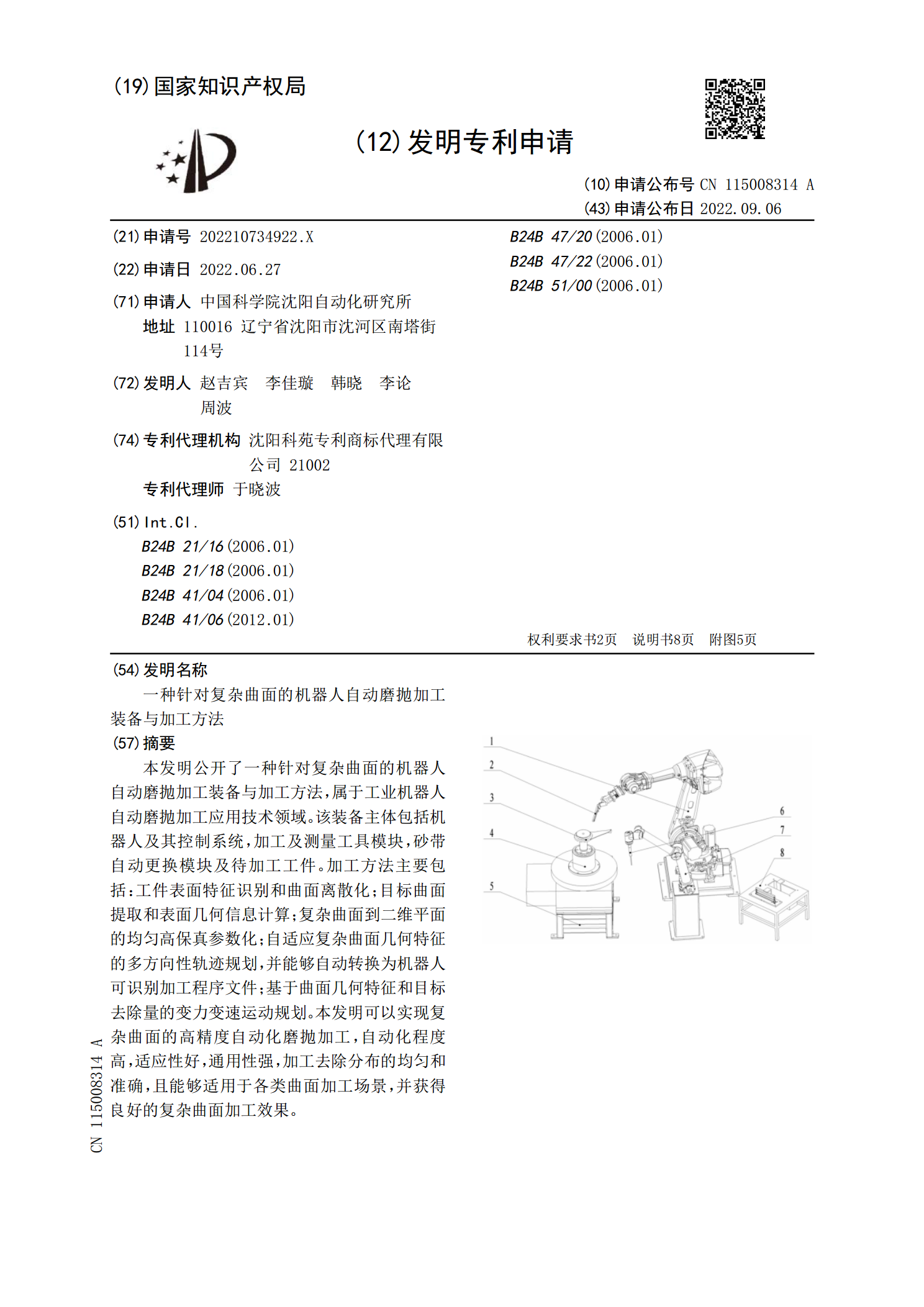
本发明公开了一种针对复杂曲面的机器人自动磨抛加工装备与加工方法,属于工业机器人自动磨抛加工应用技术领域。该装备主体包括机器人及其控制系统,加工及测量工具模块,砂带自动更换模块及待加工工件。加工方法主要包括:工件表面特征识别和曲面离散化;目标曲面提取和表面几何信息计算;复杂曲面到二维平面的均匀高保真参数化;自适应复杂曲面几何特征的多方向性轨迹规划,并能够自动转换为机器人可识别加工程序文件;基于曲面几何特征和目标去除量的变力变速运动规划。本发明可以实现复杂曲面的高精度自动化磨抛加工,自动化程度高,适应性好,通

涡轮叶片台阶面的磨削加工方法.pdf
本发明公开了一种涡轮叶片台阶面的磨削加工方法,包括以下步骤:a、选择采用倾斜磨削法;b、待加工涡轮叶片倾斜角度选择;c、确定砂轮修整方法;d、按照设计倾斜角度装夹待加工涡轮叶片;e、对待加工涡轮叶片的台阶面以及叶冠平面进行磨削加工;f、涡轮叶片检测,不合格提交不合格品处理,合格品进行下一工序。将砂轮结构改为与倾斜的涡轮叶片的锯齿型面向对应的锯齿形砂轮面,实现对锯齿型面的一次加工成型,并利用砂轮的外缘加工斜面,从而实现一次装夹即可完成全部尺寸加工,避免多次装夹带来的加工误差,减轻了操作者的劳动强度,提高了加

面向复杂型面的机器人磨抛定量去除方法研究.docx
面向复杂型面的机器人磨抛定量去除方法研究面向复杂型面的机器人磨抛定量去除方法研究摘要:机器人磨抛技术在现代制造业中得到了广泛应用,但面向复杂型面的机器人磨抛定量去除方法仍然存在一定的挑战和困难。针对这一问题,本文综述了近年来关于面向复杂型面的机器人磨抛定量去除方法的研究,并分析了存在的问题和挑战。在此基础上,本文提出了一种基于深度学习的机器人磨抛定量去除方法,并进行了实验验证。实验结果表明,该方法能够有效地实现面向复杂型面的磨抛定量去除,具有较好的应用前景。关键词:机器人磨抛;复杂型面;定量去除;深度学习

一种压气机叶片全型面数控磨抛方法.pdf
本发明涉及机械加工方法,具体涉及一种压气机叶片全型面数控磨抛方法。本发明的技术方案如下:一种压气机叶片全型面数控磨抛方法,包括如下步骤:步骤一、划分磨抛区域;步骤二、确定磨抛工艺顺序;步骤三、编制磨抛加工程序;步骤四、磨抛加工。本发明提供的压气机叶片全型面数控磨抛方法,通过划分磨抛区域,固化数控加工程序、磨抛参数、砂带选择和磨抛工艺,实现磨抛去除量可控,轮廓尺寸以及粗糙度符合设计图纸要求,解决手工抛光带来的去除量不可控,过抛或欠抛、尖边、方头等问题。