
一种叶片耐磨层激光熔覆装置和方法.pdf

努力****元恺


1/10

2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种叶片耐磨层激光熔覆装置和方法.pdf
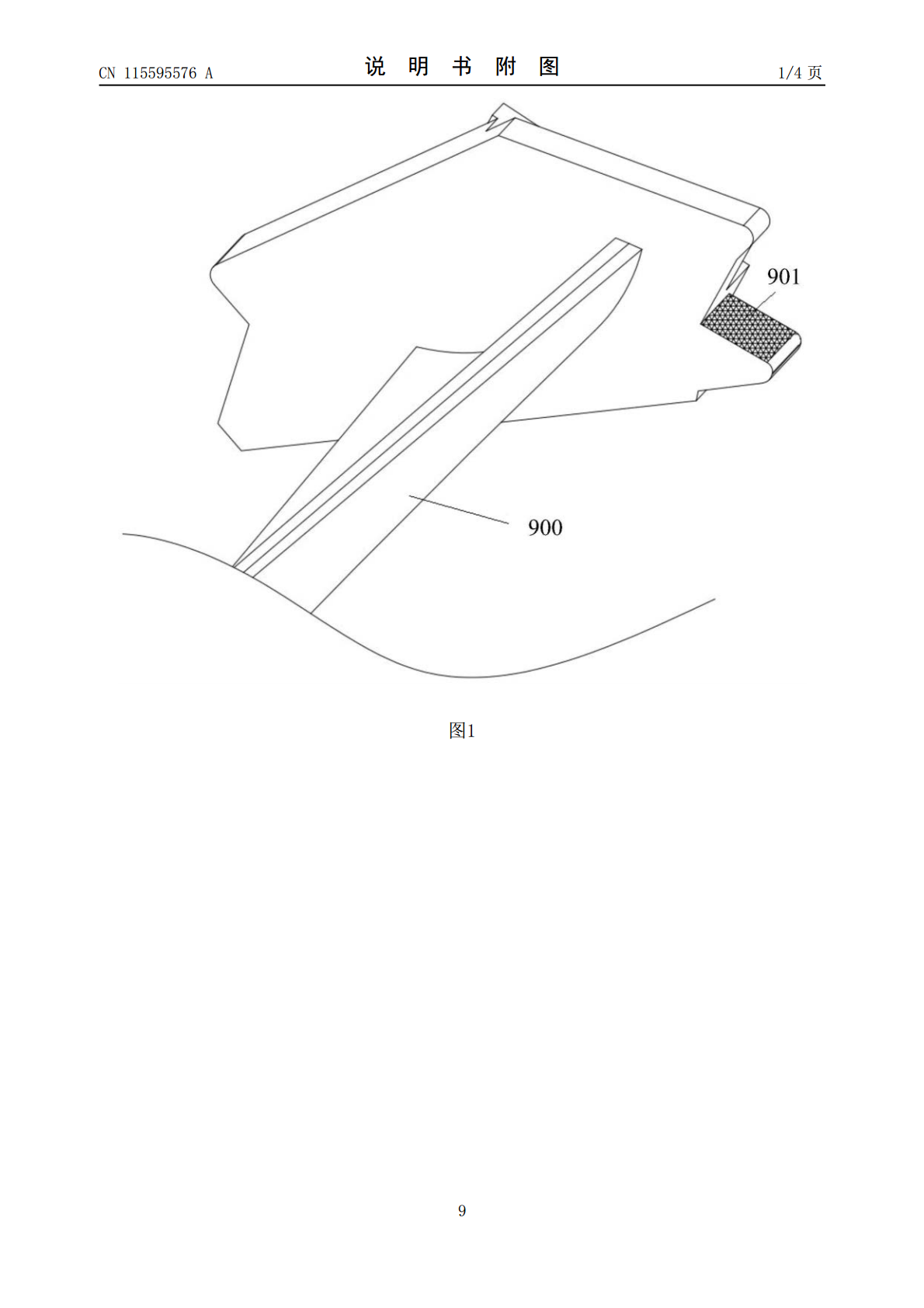
本发明公开了一种叶片耐磨层激光熔覆装置和方法。该叶片耐磨层激光熔覆装置包括激光器;送粉器,用于储存并输送熔覆粉末;熔覆头,与激光器通过光纤连接,且与送粉器通过管路连通;以及定位机构,用于对待熔覆叶片进行定位。该叶片耐磨层激光熔覆装置采用激光熔覆代替手工氩弧焊进行耐磨层堆焊,使得耐磨层组织均匀、焊缝结合强度高,较传统的通过手工氩弧焊对叶片进行耐磨层熔覆的方法,减少了因焊工操作熟练度的不同所造成的耐磨层组织均匀性和焊缝结合强度差别大这一现象,提升了叶片耐磨层的一致性,使得低压涡轮工作叶片的一致性得到提升。

一种针对细长轴类工件的激光熔覆装置和激光熔覆方法.pdf
本发明提出一种针对细长轴类工件的激光熔覆装置和激光熔覆方法,采用预热丝材激光熔覆,丝材在进入熔池时进行了预加热有效提高了材料对激光的吸收率,采用比普通激光熔覆的功率小50%的激光功率进行丝材熔覆,降低了工件热输入;在熔覆机床尾部设置弹性顶尖,弹性顶尖的最大行程为8mm,可保证在熔覆过程中工件受热膨胀时沿轴向可进行伸缩,避免工件受热膨胀应力过大导致的变形;熔覆操作中采用分段熔覆技术,有效避免了热量过度集中和累积,使激光熔覆过程中细长工件受热分散,有效降低了细长工件的熔覆变形。本发明所述方法促进了激光熔覆技术
一种激光熔覆工作台和激光熔覆装置.pdf
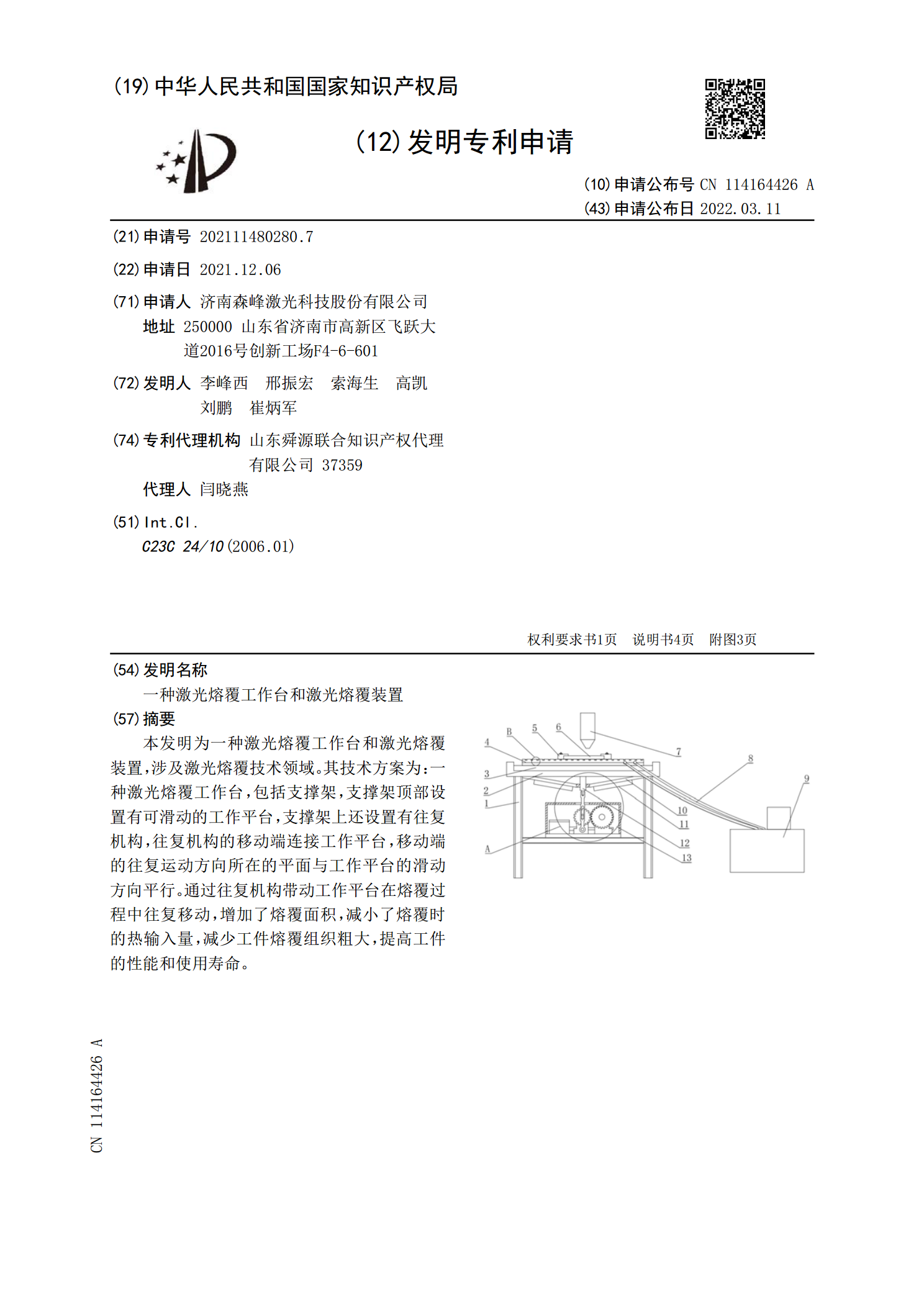
本发明为一种激光熔覆工作台和激光熔覆装置,涉及激光熔覆技术领域。其技术方案为:一种激光熔覆工作台,包括支撑架,支撑架顶部设置有可滑动的工作平台,支撑架上还设置有往复机构,往复机构的移动端连接工作平台,移动端的往复运动方向所在的平面与工作平台的滑动方向平行。通过往复机构带动工作平台在熔覆过程中往复移动,增加了熔覆面积,减小了熔覆时的热输入量,减少工件熔覆组织粗大,提高工件的性能和使用寿命。
一种激光除锈和激光熔覆的装置、方法及系统.pdf
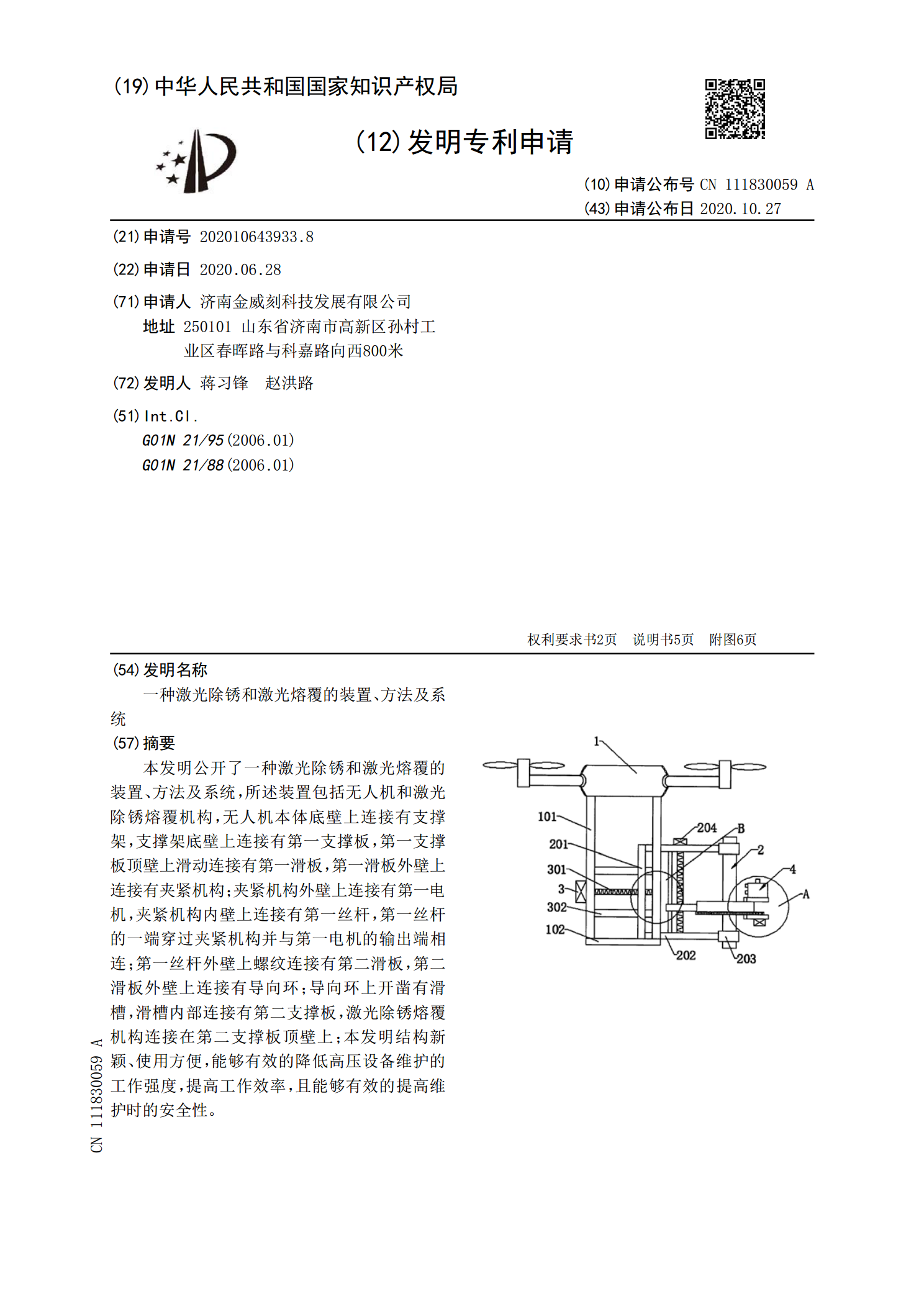
本发明公开了一种激光除锈和激光熔覆的装置、方法及系统,所述装置包括无人机和激光除锈熔覆机构,无人机本体底壁上连接有支撑架,支撑架底壁上连接有第一支撑板,第一支撑板顶壁上滑动连接有第一滑板,第一滑板外壁上连接有夹紧机构;夹紧机构外壁上连接有第一电机,夹紧机构内壁上连接有第一丝杆,第一丝杆的一端穿过夹紧机构并与第一电机的输出端相连;第一丝杆外壁上螺纹连接有第二滑板,第二滑板外壁上连接有导向环;导向环上开凿有滑槽,滑槽内部连接有第二支撑板,激光除锈熔覆机构连接在第二支撑板顶壁上;本发明结构新颖、使用方便,能够有
一种泵壳表面修复用激光熔覆装置及熔覆方法.pdf
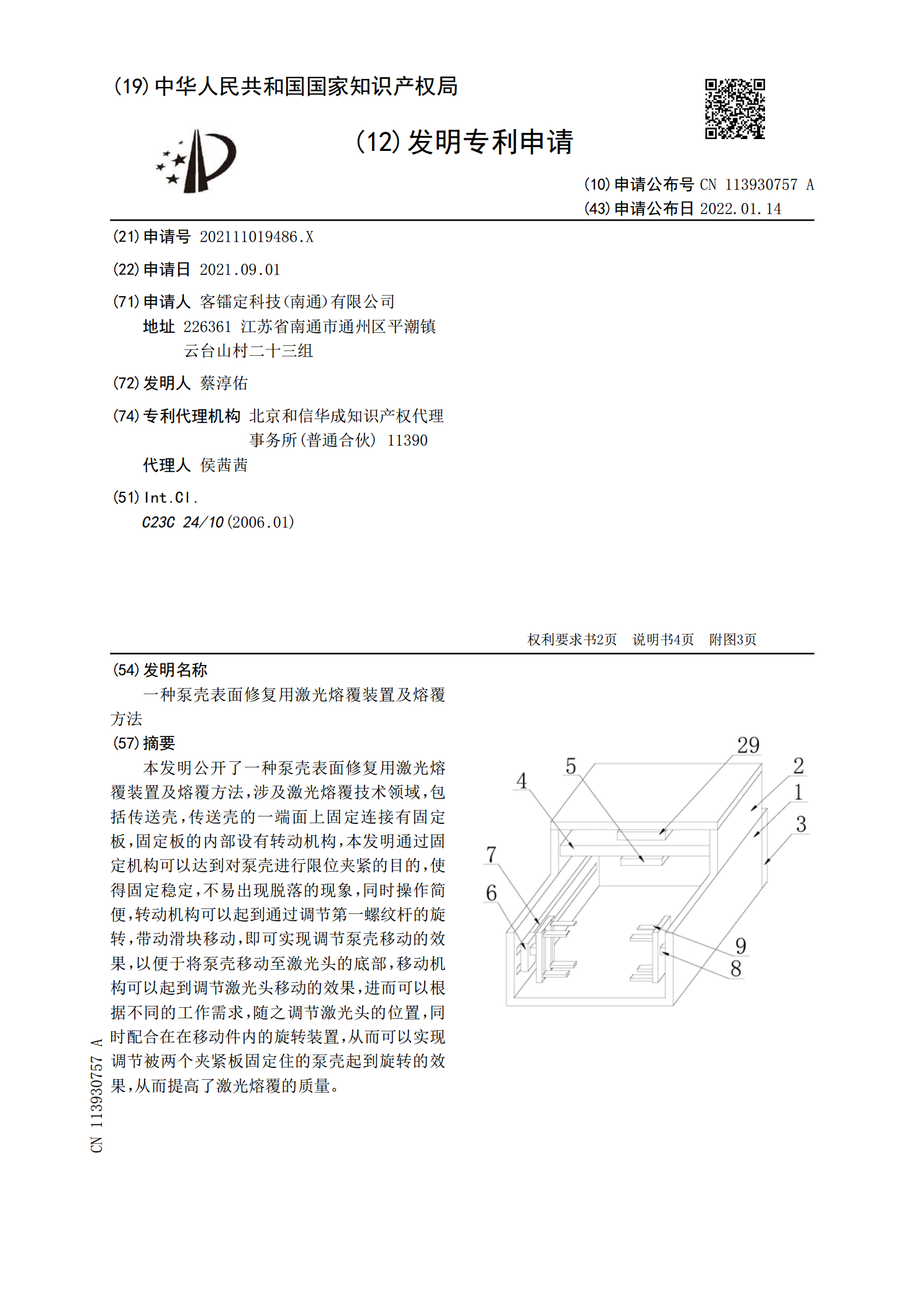
本发明公开了一种泵壳表面修复用激光熔覆装置及熔覆方法,涉及激光熔覆技术领域,包括传送壳,传送壳的一端面上固定连接有固定板,固定板的内部设有转动机构,本发明通过固定机构可以达到对泵壳进行限位夹紧的目的,使得固定稳定,不易出现脱落的现象,同时操作简便,转动机构可以起到通过调节第一螺纹杆的旋转,带动滑块移动,即可实现调节泵壳移动的效果,以便于将泵壳移动至激光头的底部,移动机构可以起到调节激光头移动的效果,进而可以根据不同的工作需求,随之调节激光头的位置,同时配合在在移动件内的旋转装置,从而可以实现调节被两个夹紧