
一种激光焊机小车行走轮支架及行走轮更换方法.pdf

努力****恨风


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种激光焊机小车行走轮支架及行走轮更换方法.pdf
本发明提出一种激光焊机小车行走轮支架及行走轮更换方法,包括四轮行走支架本体、轮子销轴、四个行走轮、偏心轴及支架压盖,四轮行走支架本体上设有四个行走轮安装孔和一个偏心轴安装孔,偏心轴安装孔位于中心位置,四个行走轮安装孔对称设于偏心轴安装孔的两侧,四个行走轮分别通过轮子销轴安装于行走轮安装孔内,四轮行走支架本体通过偏心轴与小车C型架连接,连接处通过支架压盖限位固定,本发明避免入口侧行走轮轴承频繁发生破裂,提高带钢焊缝焊接质量,保障设备稳定运行及机组产能的提升。

一种小车行走轮.pdf
本发明创造提供一种小车行走轮,包括轮轴,无油衬套,行走轮,定位垫,螺钉和弹簧垫圈;所述无油衬套装配在行走轮内,同时无油衬套的内孔与轮轴配合;所述定位垫通过螺钉和弹簧垫圈压紧在无油衬套端面;所述弹簧垫圈设置在定位垫与螺钉之间。轮轴加工成阶梯轴,对肩型标准型无油衬套起定位作用。由于行走轮侧面立板角度大于90°,所以与轨道产生的线接触,大大减小了摩擦,行走更方便灵活。

行走轮的可调轮支架.pdf
本发明公开了一种行走轮的可调轮支架,包括用于安装行走轮的可旋转轴、与门片固定用的立柱支架,所述可旋转轴分为铰球部分、行走轮安装部分,所述立柱支架上设置有适配铰球部分的铰球槽、限制可旋转轴转动范围的限位槽;所述可旋转轴和立柱支架通过铰球部分和铰球槽球铰安装,可旋转轴的行走轮安装部分位于限位槽内。本发明提供的行走轮的可调轮支架为分体结构,且可旋转轴和立柱支架球铰连接,存在一定的可调性,能够方便调整行走轮和门片之间的角度,将电动伸缩门的行走偏离进行矫正。

自行小车主车行走轮.pdf
本发明公开了一种由轮缘(1)及轮毂(2)组成的自行小车主车行走轮。轮缘(1)复合在轮毂(2)的圆周表面上。该自行小车主车行走轮结构简单,成本低廉,使用寿命长,广泛应用于自行小车输送机的自行小车主车行走轮装置中。
一种行走轮加工工艺及一种行走轮.pdf
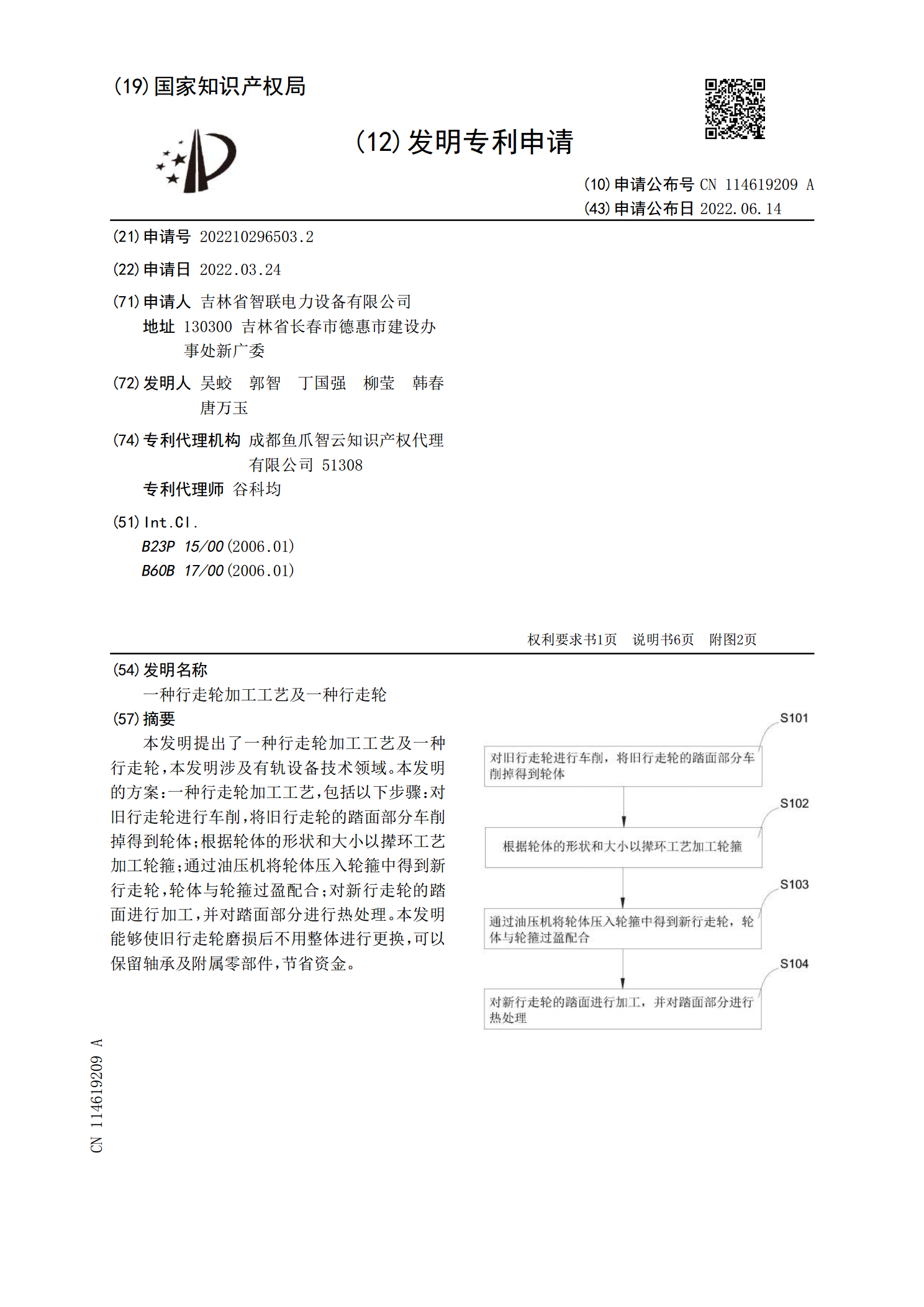
本发明提出了一种行走轮加工工艺及一种行走轮,本发明涉及有轨设备技术领域。本发明的方案:一种行走轮加工工艺,包括以下步骤:对旧行走轮进行车削,将旧行走轮的踏面部分车削掉得到轮体;根据轮体的形状和大小以撵环工艺加工轮箍;通过油压机将轮体压入轮箍中得到新行走轮,轮体与轮箍过盈配合;对新行走轮的踏面进行加工,并对踏面部分进行热处理。本发明能够使旧行走轮磨损后不用整体进行更换,可以保留轴承及附属零部件,节省资金。