
一种行走轮加工工艺及一种行走轮.pdf

白凡****12


1/10

2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种行走轮加工工艺及一种行走轮.pdf
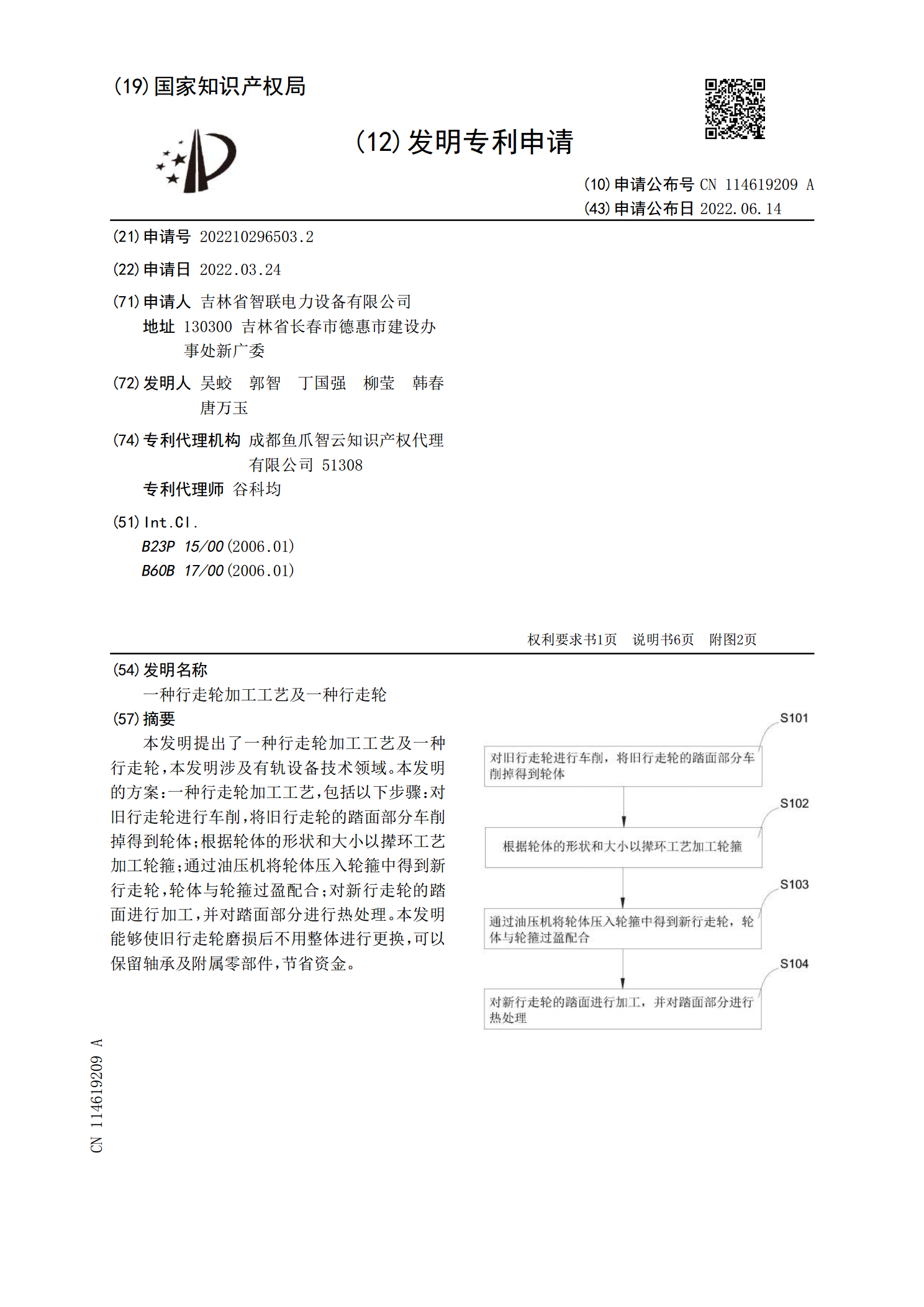
本发明提出了一种行走轮加工工艺及一种行走轮,本发明涉及有轨设备技术领域。本发明的方案:一种行走轮加工工艺,包括以下步骤:对旧行走轮进行车削,将旧行走轮的踏面部分车削掉得到轮体;根据轮体的形状和大小以撵环工艺加工轮箍;通过油压机将轮体压入轮箍中得到新行走轮,轮体与轮箍过盈配合;对新行走轮的踏面进行加工,并对踏面部分进行热处理。本发明能够使旧行走轮磨损后不用整体进行更换,可以保留轴承及附属零部件,节省资金。
一种轨道行走轮的加工工艺.pdf
一种轨道行走轮的加工工艺,属于轨道行走轮加工技术领域,该工艺是由以下步骤组成:(1)选择坯料,将坯料初加工成圆柱形;(2)将坯料放入加热炉中进行一次加热,然后进行一次保温,然后将坯料进行镦粗,镦粗成圆饼;(3)将坯料进行二次加热,然后进行二次保温;(4)将坯料进行三次加热,然后将压圈放到凹槽上,压平后将坯料翻过来,最后冲孔;(5)将坯料进行四次加热,然后进行四次保温,然后将坯料放入淬火油中;(6)将坯料进行五次加热,然后进行五次保温,然后将坯料在炉内冷却至室温。本发明的轨道行走轮重量小,原材料耗费少;本发

一种行走轮复合结构及其主、被动行走轮.pdf
本发明公开了一种行走轮复合结构,包括嵌件和工程塑料,所述工程塑料通过注塑的方式附着在所述嵌件的侧面外层,所述嵌件包括轮芯和嵌条,所述嵌条稳定连接在所述轮芯的外表面,所述嵌条上设置有缺陷结构。还公布了使用上述复合结构的主、被动行走轮,本发明充分发挥使用材料的自润滑及耐磨特性,降低运行过程中的噪音和啃轨现象。

一种活动行走轮.pdf
本发明公开了一种活动行走轮,包括滚轮、连轴、轴承座和安装板;所述滚轮固定地设置在连轴的中部;所述连轴的两端分别连接有轴承座,且所述轴承座相对于滚轮中心对称;所述安装板与轴承座相连接的位置处设置有径向的腰槽,以便轴承座相对于安装板径向移动。本发明所述的活动行走轮在使用的过程中,在安装板上固定地放置有清洗设备,通过轴承座在安装板上的腰槽内的径向移动,来实现清洗设备底部两个对称滚轮之间距离的调节,以适应所施工安装固定的导轨,这样在施工的过程中即使其施工误差稍微大点也可以把放置有清洗设备的行走轮装配到导轨上,提高

一种曲面行走轮.pdf
本发明涉及一种曲面行走轮,其特征在于包括实心球体(1),实心球体上沿其径向设有第一安装孔(2)。本发明的有益效果在于结构简单、适用性高,实现了基建设备不仅可以直接在平面上运行,还可以直接在盾构曲面上稳定运行,且无需铺设临时轨道,这大大缩短了隧道建设的施工周期。