
焊接定位装置.pdf

一吃****福乾


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

焊接定位装置.pdf
本发明涉及一种焊接定位装置,包括设置在出料通道一侧的推送油缸,所述推送油缸水平且与出料通道的长度方向垂直布置,所述推送油缸的推送方向设置有定位板,所述定位板的下方位置设置有定位头,所述定位头实施对多组散热鳍片保持相等的间距并且夹紧,在实施对热管片自动化装配的过程中,散热鳍片供料装置实施对单个散热鳍片导送,并且导出至焊接定位装置,实施对多组散热鳍片的焊接安装,而后利用预留热管安装装置实施对预留热管导出安装至焊接好的散热鳍片位置,进而完成对散热鳍片总成的自动化安装,该设备能够有效提高散热模组的生产效率,确保散
焊接定位装置.pdf
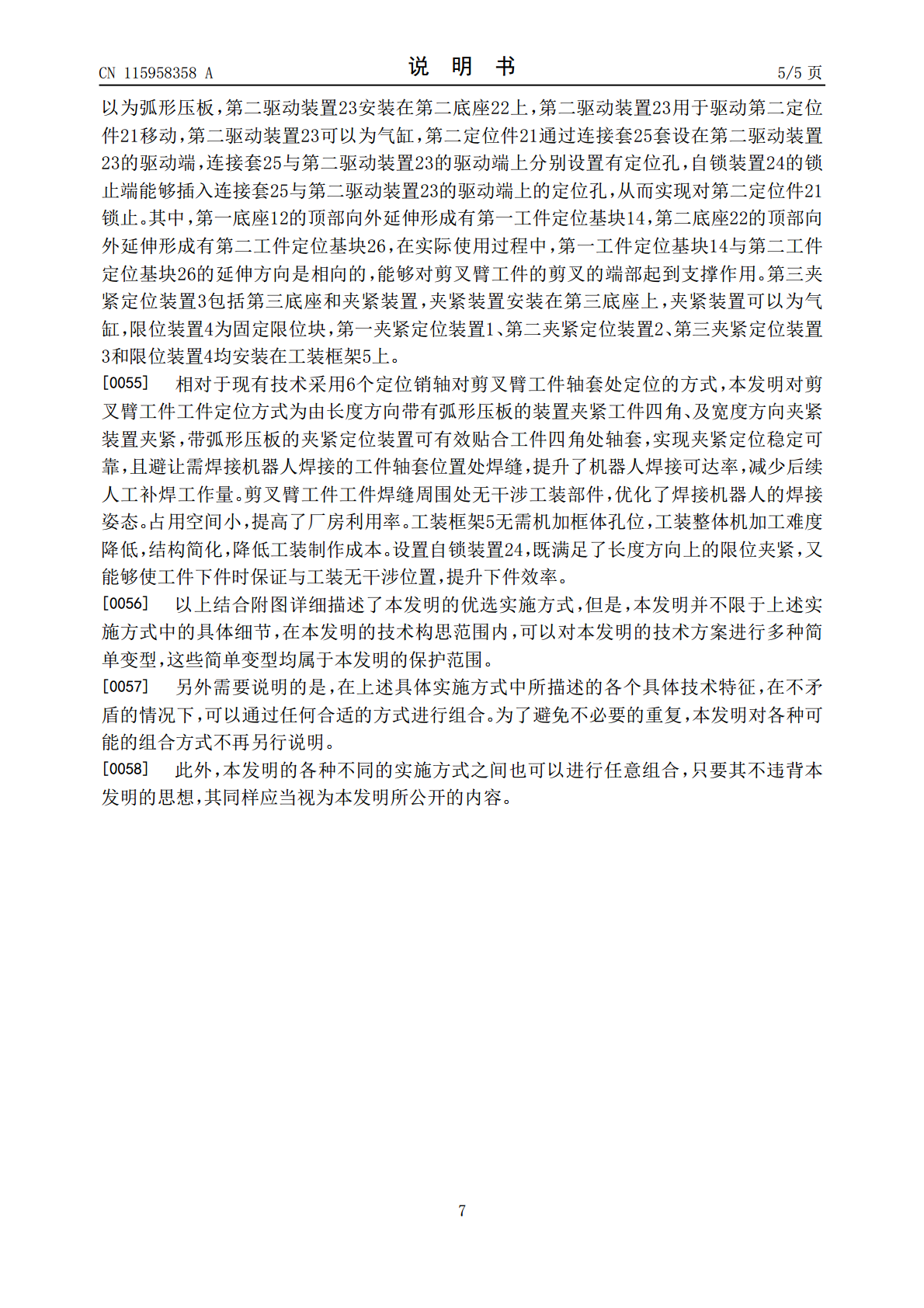
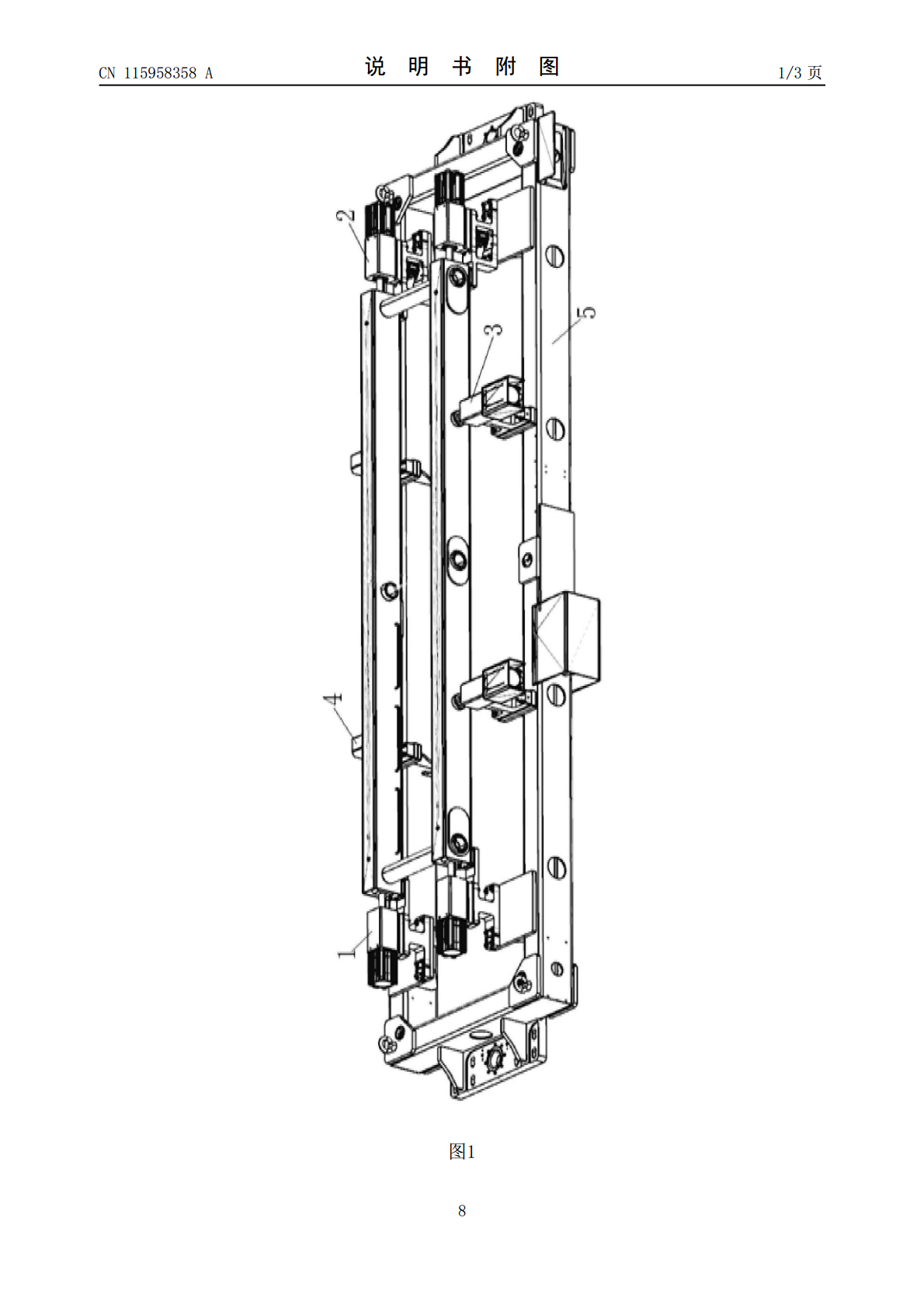
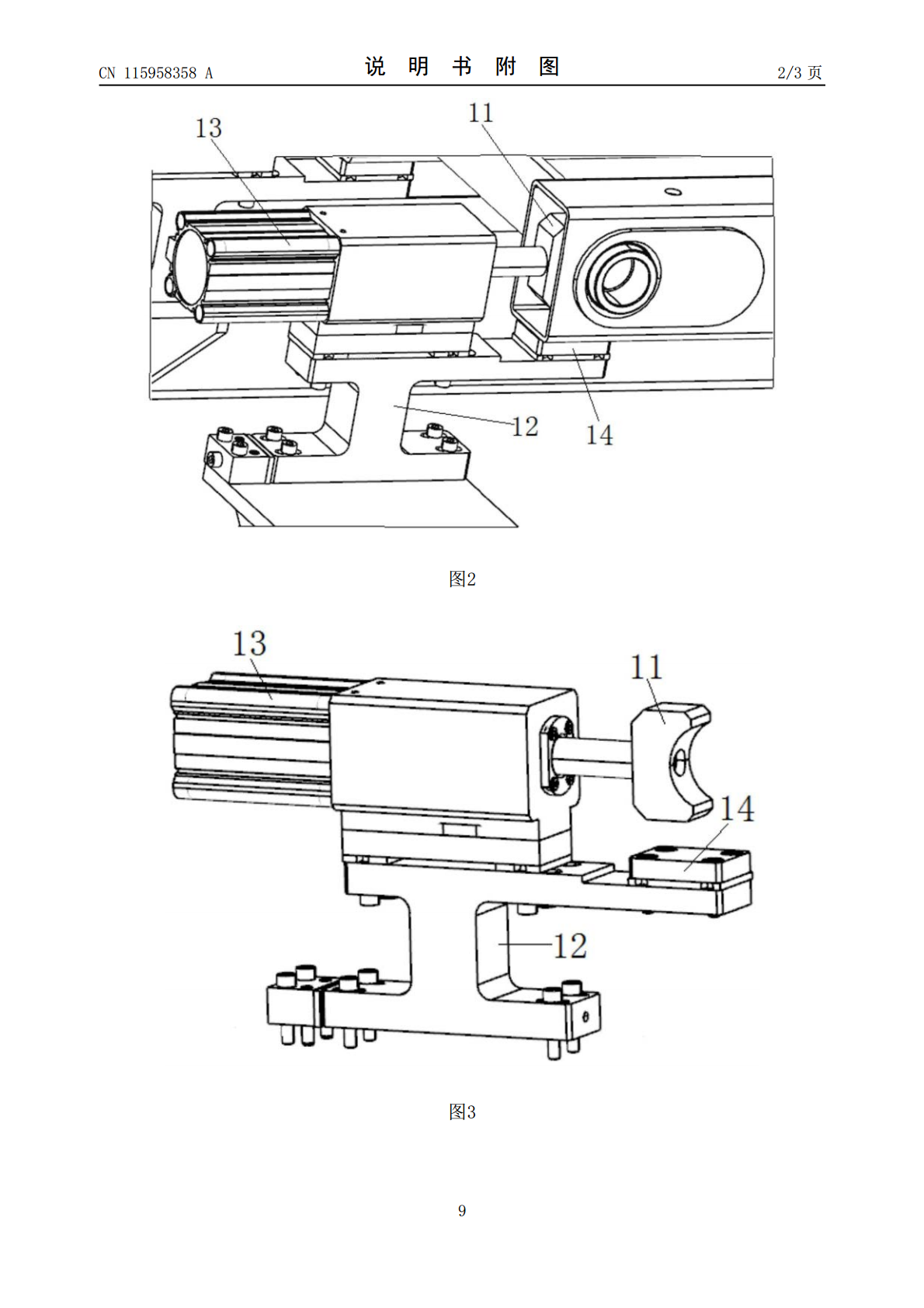
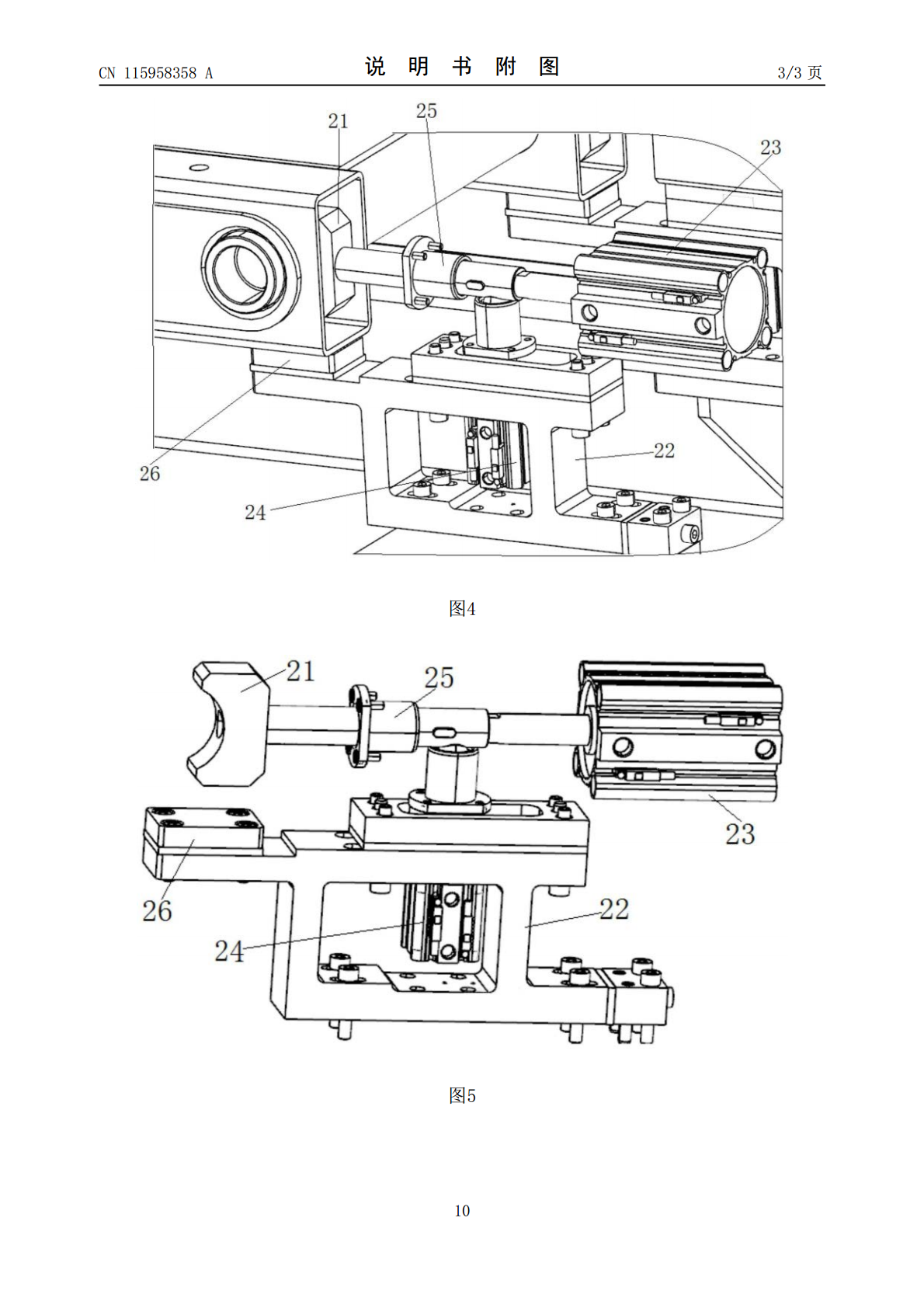
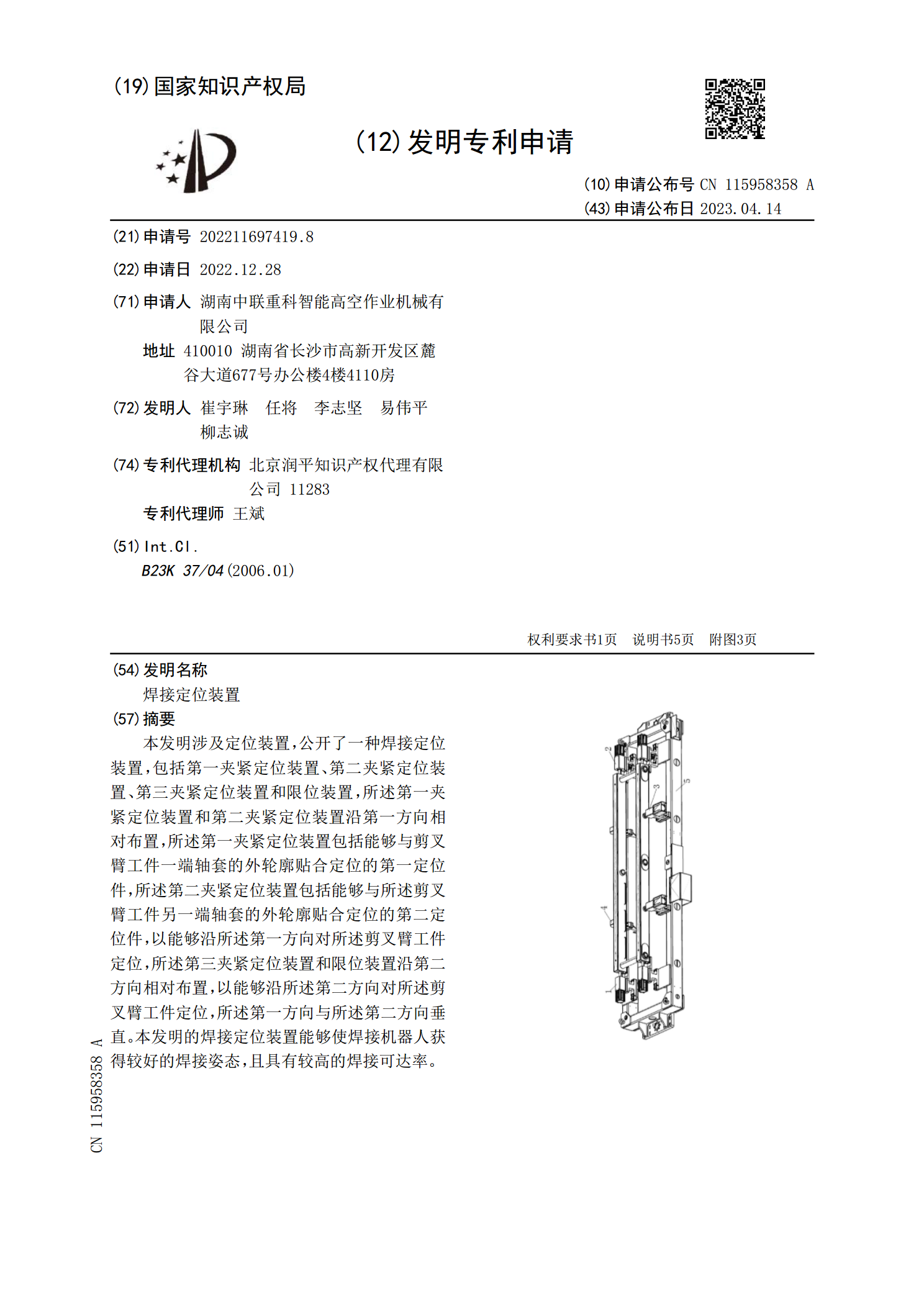
本发明涉及定位装置,公开了一种焊接定位装置,包括第一夹紧定位装置、第二夹紧定位装置、第三夹紧定位装置和限位装置,所述第一夹紧定位装置和第二夹紧定位装置沿第一方向相对布置,所述第一夹紧定位装置包括能够与剪叉臂工件一端轴套的外轮廓贴合定位的第一定位件,所述第二夹紧定位装置包括能够与所述剪叉臂工件另一端轴套的外轮廓贴合定位的第二定位件,以能够沿所述第一方向对所述剪叉臂工件定位,所述第三夹紧定位装置和限位装置沿第二方向相对布置,以能够沿所述第二方向对所述剪叉臂工件定位,所述第一方向与所述第二方向垂直。本发明的焊接
焊接定位装置、顶盖焊接设备及焊接定位方法.pdf
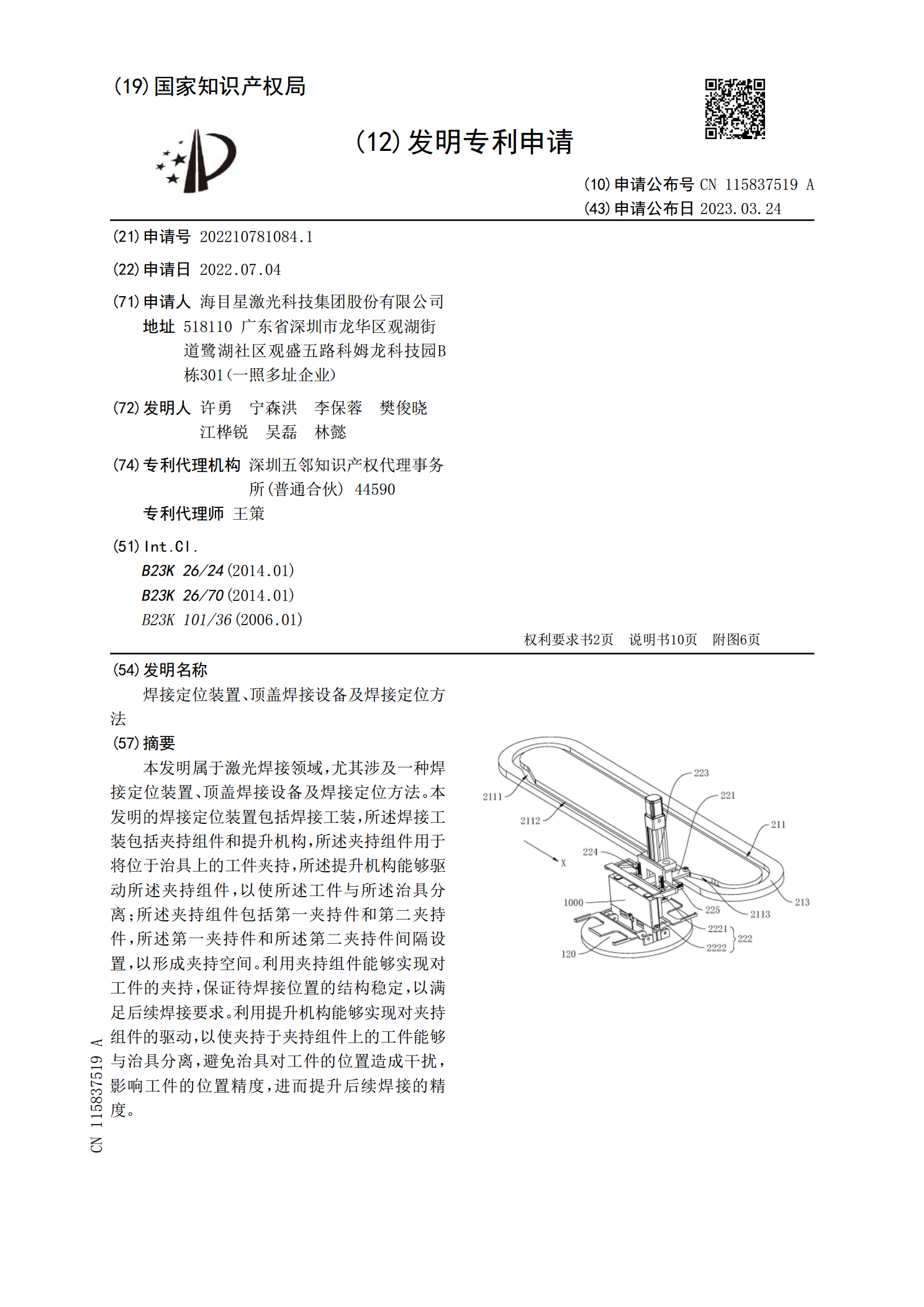
本发明属于激光焊接领域,尤其涉及一种焊接定位装置、顶盖焊接设备及焊接定位方法。本发明的焊接定位装置包括焊接工装,所述焊接工装包括夹持组件和提升机构,所述夹持组件用于将位于治具上的工件夹持,所述提升机构能够驱动所述夹持组件,以使所述工件与所述治具分离;所述夹持组件包括第一夹持件和第二夹持件,所述第一夹持件和所述第二夹持件间隔设置,以形成夹持空间。利用夹持组件能够实现对工件的夹持,保证待焊接位置的结构稳定,以满足后续焊接要求。利用提升机构能够实现对夹持组件的驱动,以使夹持于夹持组件上的工件能够与治具分离,避免
旋转焊接定位装置.pdf
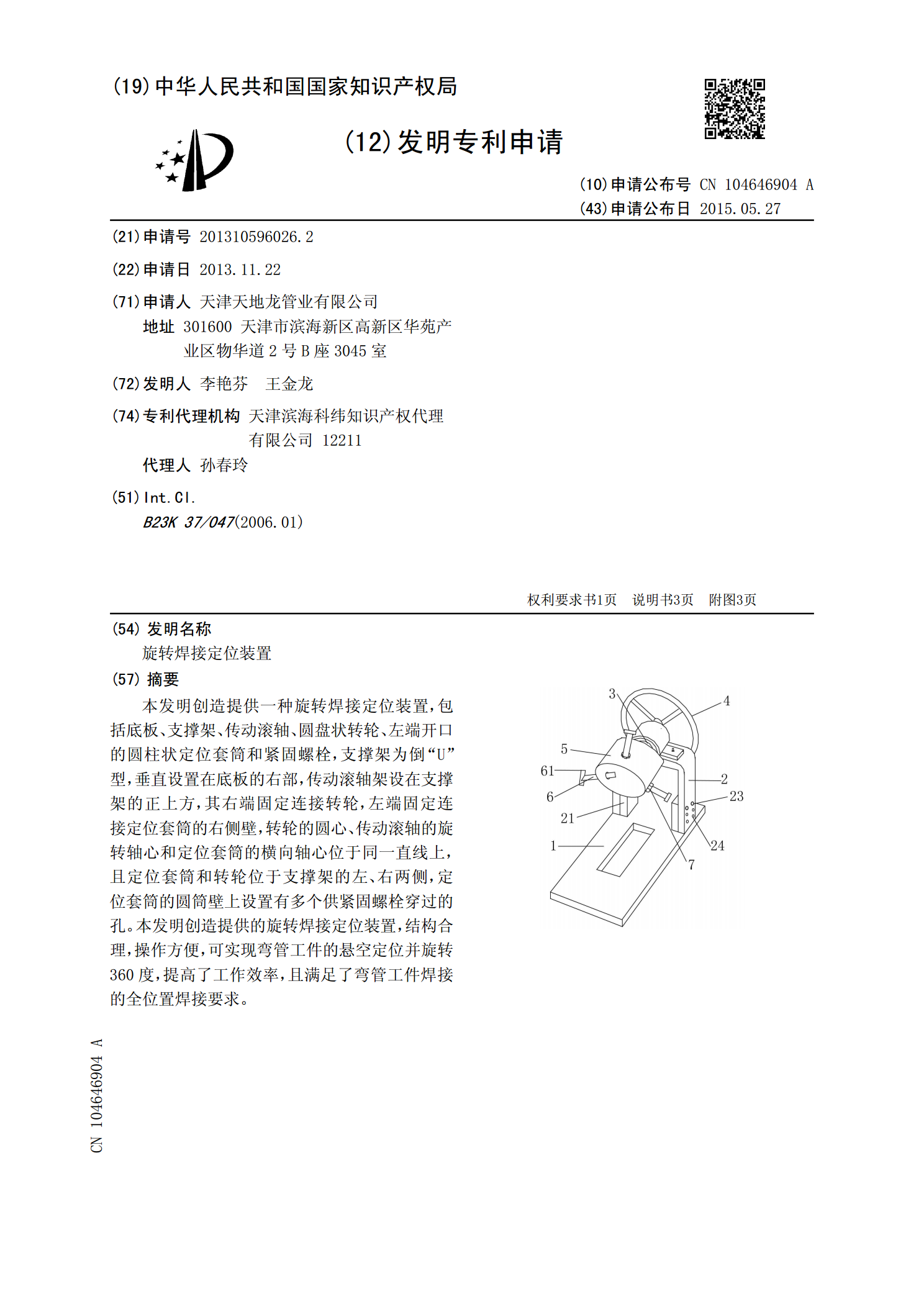
本发明创造提供一种旋转焊接定位装置,包括底板、支撑架、传动滚轴、圆盘状转轮、左端开口的圆柱状定位套筒和紧固螺栓,支撑架为倒“U”型,垂直设置在底板的右部,传动滚轴架设在支撑架的正上方,其右端固定连接转轮,左端固定连接定位套筒的右侧壁,转轮的圆心、传动滚轴的旋转轴心和定位套筒的横向轴心位于同一直线上,且定位套筒和转轮位于支撑架的左、右两侧,定位套筒的圆筒壁上设置有多个供紧固螺栓穿过的孔。本发明创造提供的旋转焊接定位装置,结构合理,操作方便,可实现弯管工件的悬空定位并旋转360度,提高了工作效率,且满足了弯管
法兰焊接定位装置.pdf
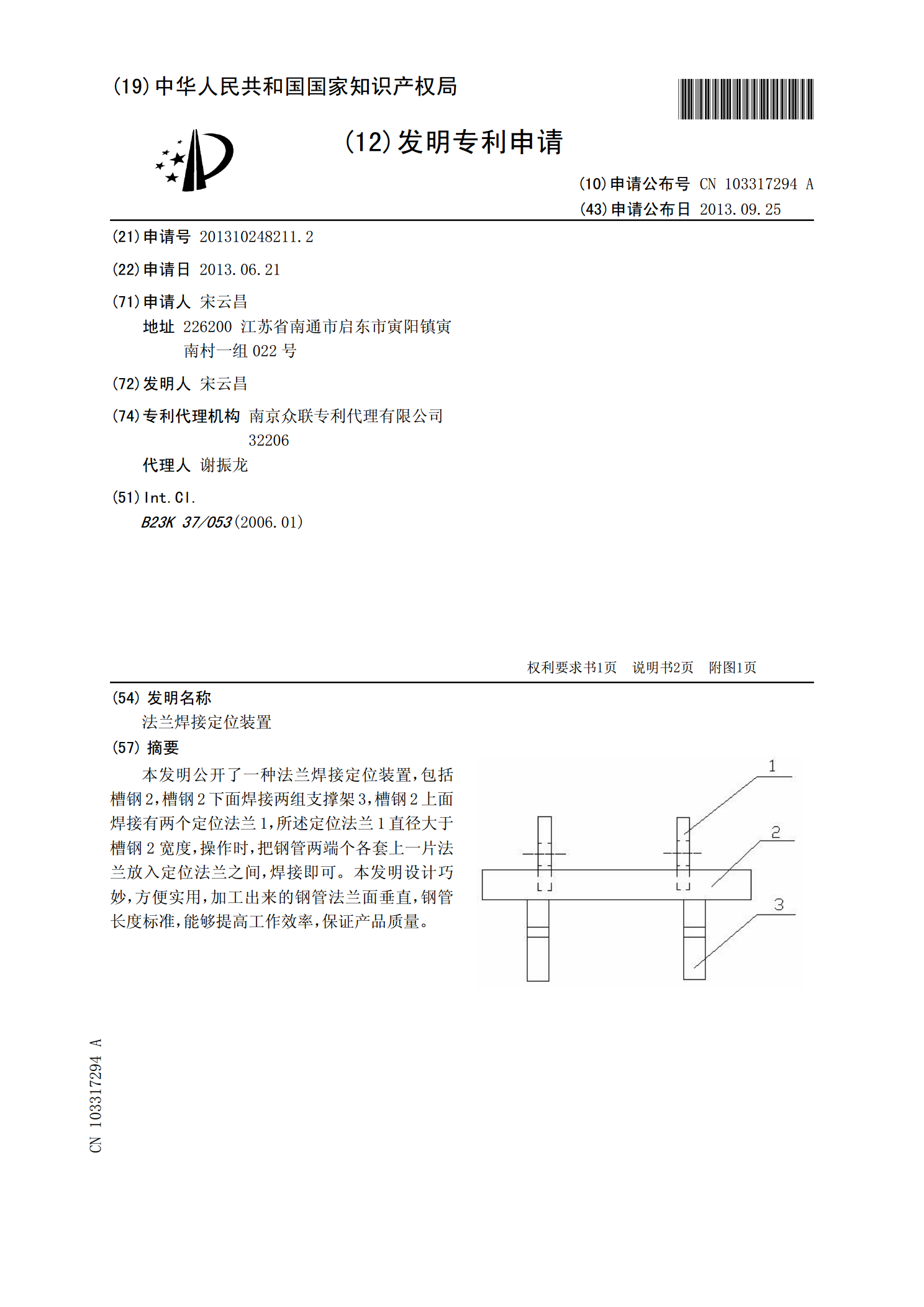
本发明公开了一种法兰焊接定位装置,包括槽钢2,槽钢2下面焊接两组支撑架3,槽钢2上面焊接有两个定位法兰1,所述定位法兰1直径大于槽钢2宽度,操作时,把钢管两端个各套上一片法兰放入定位法兰之间,焊接即可。本发明设计巧妙,方便实用,加工出来的钢管法兰面垂直,钢管长度标准,能够提高工作效率,保证产品质量。