
旋转焊接定位装置.pdf

努力****绮亦


1/8

2/8

3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
旋转焊接定位装置.pdf
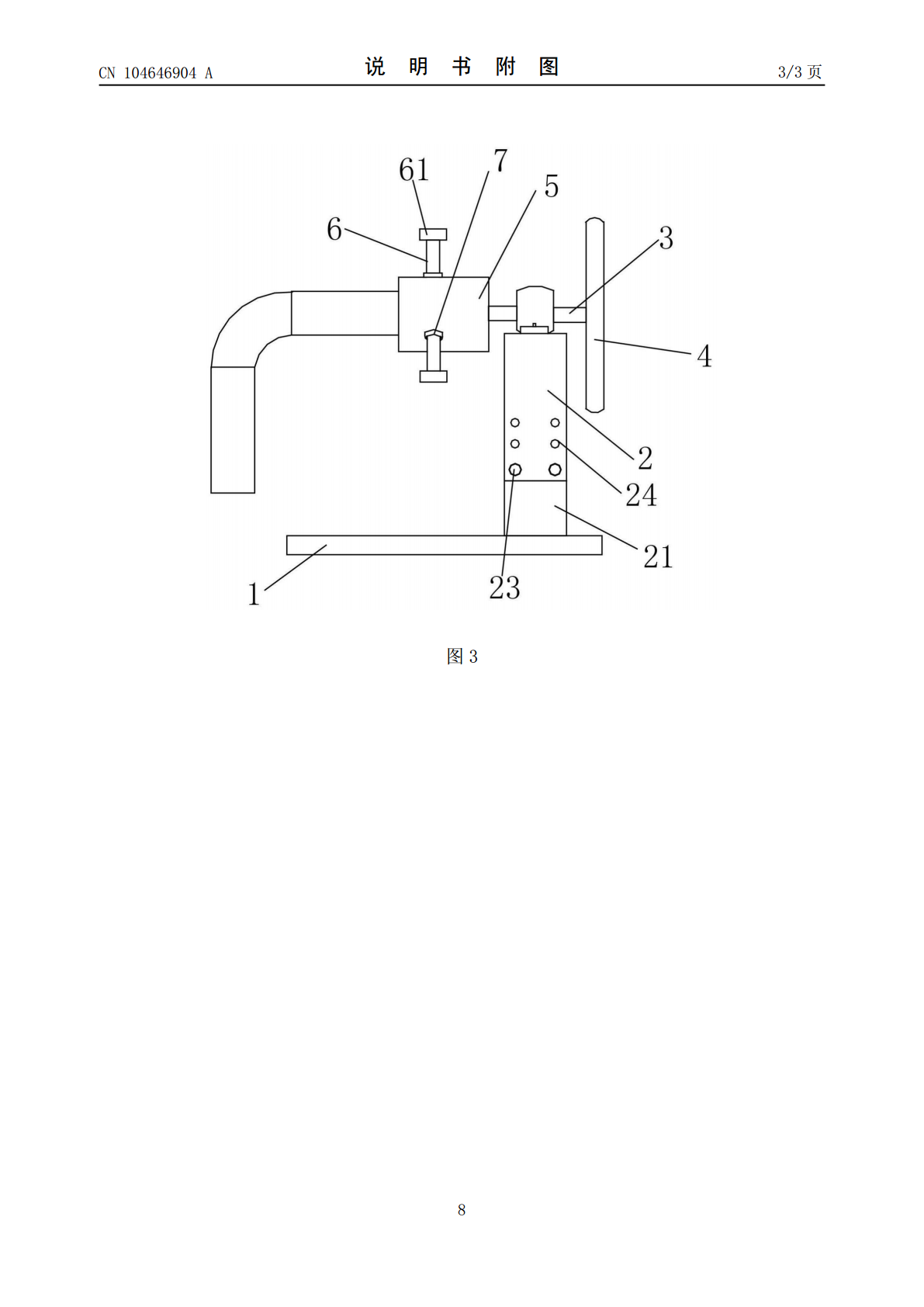
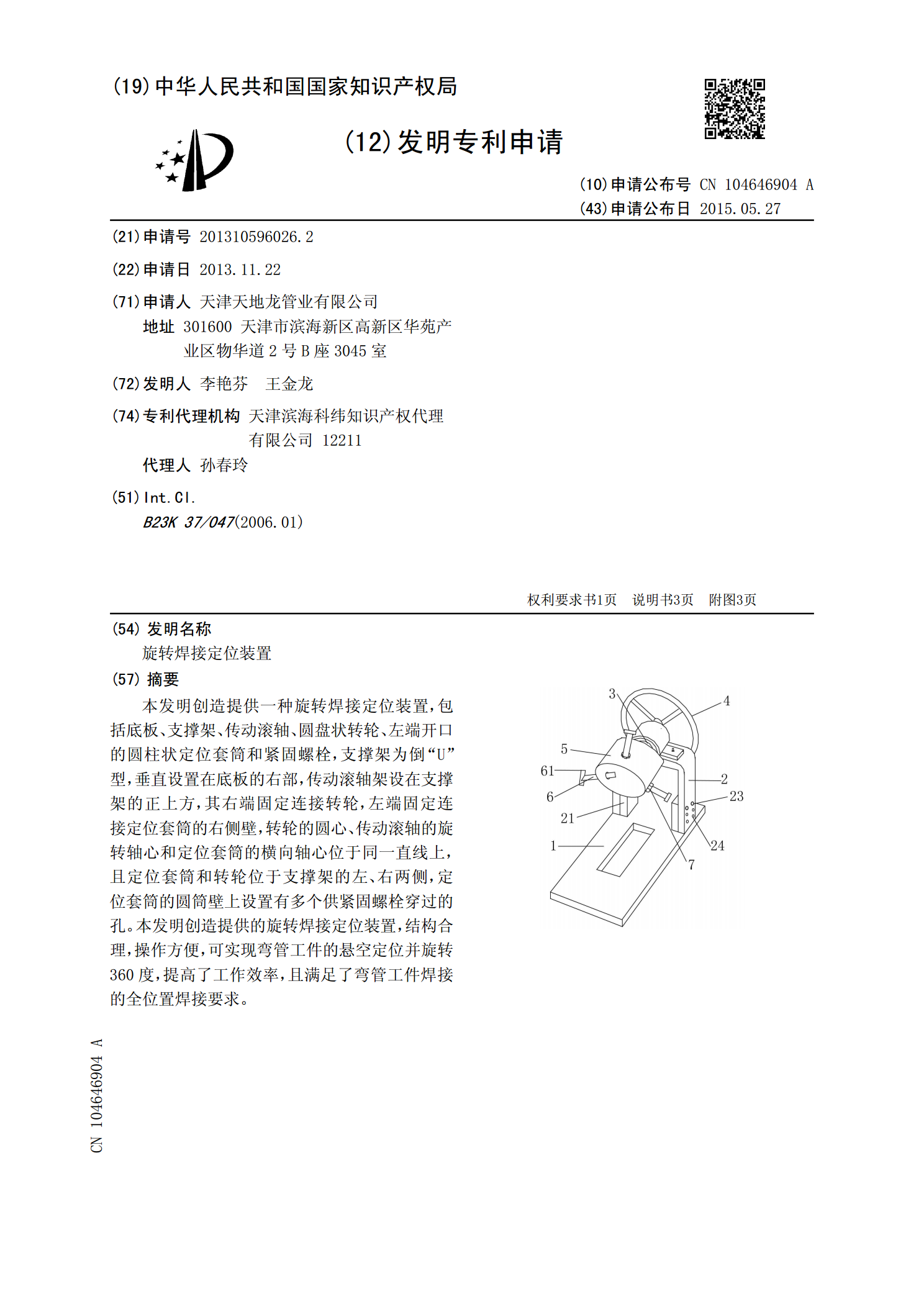
本发明创造提供一种旋转焊接定位装置,包括底板、支撑架、传动滚轴、圆盘状转轮、左端开口的圆柱状定位套筒和紧固螺栓,支撑架为倒“U”型,垂直设置在底板的右部,传动滚轴架设在支撑架的正上方,其右端固定连接转轮,左端固定连接定位套筒的右侧壁,转轮的圆心、传动滚轴的旋转轴心和定位套筒的横向轴心位于同一直线上,且定位套筒和转轮位于支撑架的左、右两侧,定位套筒的圆筒壁上设置有多个供紧固螺栓穿过的孔。本发明创造提供的旋转焊接定位装置,结构合理,操作方便,可实现弯管工件的悬空定位并旋转360度,提高了工作效率,且满足了弯管

用于焊接的旋转定位装置.pdf
本发明公开了一种用于焊接的旋转定位装置,包括工作台,设置在工作台上的固定夹持结构和活动夹持结构,在工作台上设置有移动槽,活动夹持结构的底端通过工字形滑块设置在移动槽,在工字形滑块与移动槽的端壁之间固定有伸缩气缸,在固定夹持结构包括固定支架,在固定支架的顶部设置有弧形槽,还设置有夹持座,在弧形槽内设置有弧形调节槽,在夹持座的底面固定有圆弧形凸条,在固定支架上设置有旋转驱动电机,在固定支架上设置有与弧形调节槽相连通的驱动槽,在旋转驱动电机的主轴上固定有驱动齿轮。本发明的结构设置合理,可以快速有效的固定需要焊接
气缸式管件焊接旋转定位装置.pdf
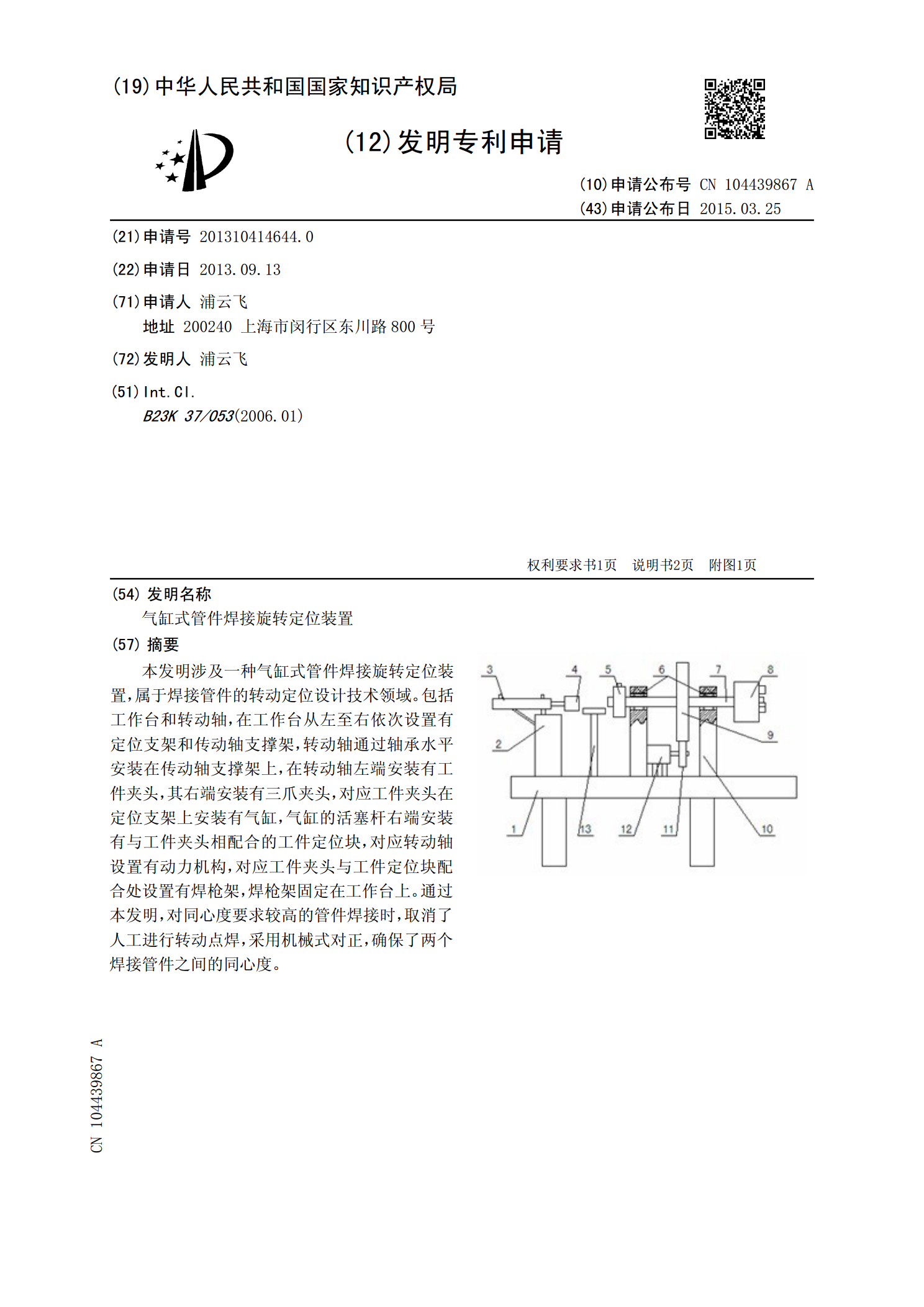
本发明涉及一种气缸式管件焊接旋转定位装置,属于焊接管件的转动定位设计技术领域。包括工作台和转动轴,在工作台从左至右依次设置有定位支架和传动轴支撑架,转动轴通过轴承水平安装在传动轴支撑架上,在转动轴左端安装有工件夹头,其右端安装有三爪夹头,对应工件夹头在定位支架上安装有气缸,气缸的活塞杆右端安装有与工件夹头相配合的工件定位块,对应转动轴设置有动力机构,对应工件夹头与工件定位块配合处设置有焊枪架,焊枪架固定在工作台上。通过本发明,对同心度要求较高的管件焊接时,取消了人工进行转动点焊,采用机械式对正,确保了两个

一种圆柱电池端面旋转焊接定位装置.pdf
本发明公开了一种圆柱电池端面旋转焊接定位装置,包括底板、电池定位机构和电池旋转机构,电池定位机构包括支撑组件和上限位组件,支撑组件包括沿底板长度方向布置的若干组支撑轮组件,圆柱电池放置在支撑轮组件上,支撑轮组件包括对称布置在圆柱电池轴线两侧的第一滚轴,第一滚轴与圆柱电池的壳体表面接触,上限位组件的第二滚轴位于支撑组件上方,第二滚轴与壳体表面接触,电池旋转机构包括用于夹持圆柱电池的驱动端组件和随动端组件,驱动端组件和随动端组件对称布置在支撑组件两端。本发明相较于现有技术,圆柱电池焊接时采用多点定位,定位可靠
落料式双头焊接管件的旋转定位装置.pdf
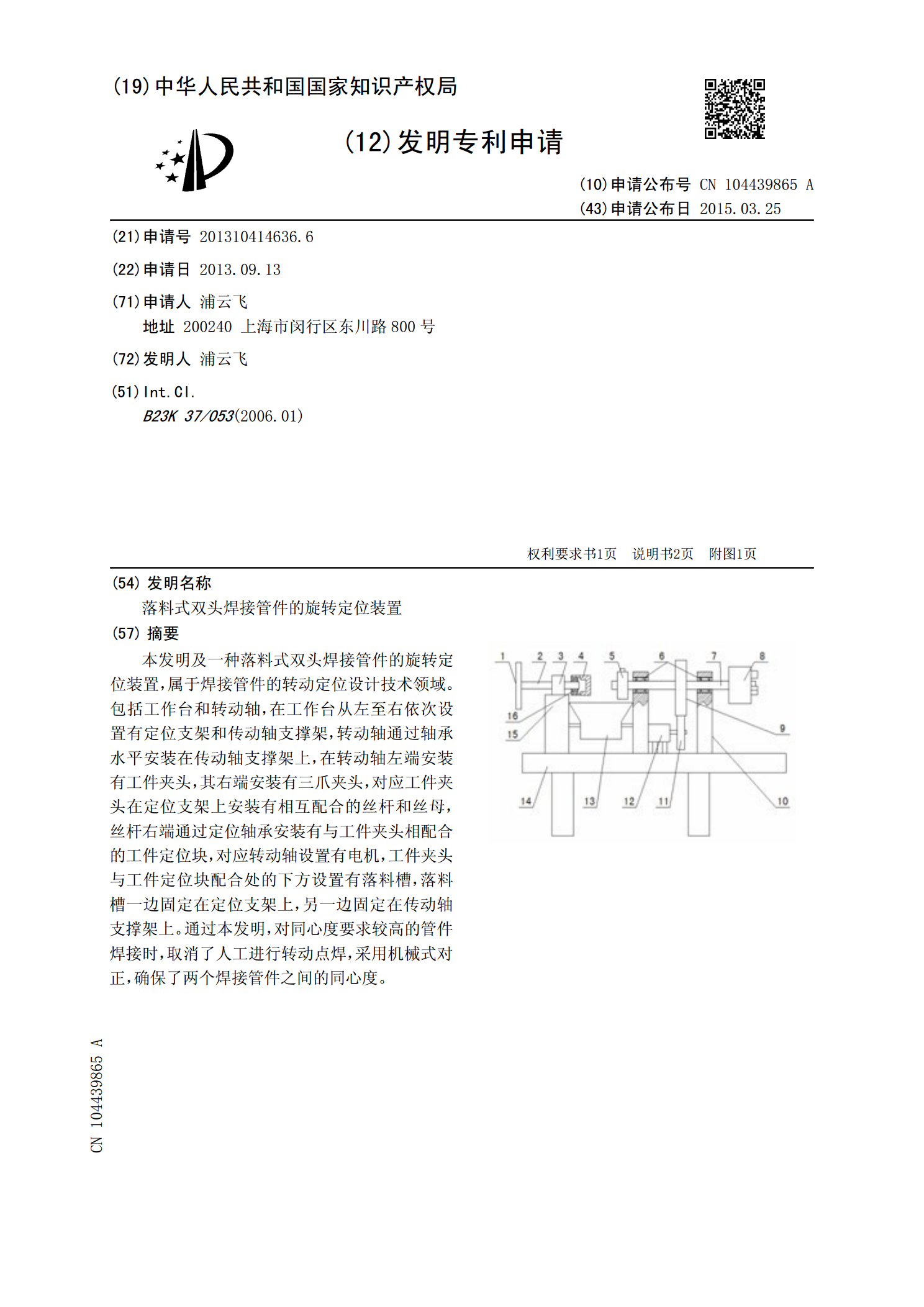
本发明及一种落料式双头焊接管件的旋转定位装置,属于焊接管件的转动定位设计技术领域。包括工作台和转动轴,在工作台从左至右依次设置有定位支架和传动轴支撑架,转动轴通过轴承水平安装在传动轴支撑架上,在转动轴左端安装有工件夹头,其右端安装有三爪夹头,对应工件夹头在定位支架上安装有相互配合的丝杆和丝母,丝杆右端通过定位轴承安装有与工件夹头相配合的工件定位块,对应转动轴设置有电机,工件夹头与工件定位块配合处的下方设置有落料槽,落料槽一边固定在定位支架上,另一边固定在传动轴支撑架上。通过本发明,对同心度要求较高的管件焊