
熔模铸件工艺自动优化.pdf

yy****24


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

熔模铸件工艺自动优化.pdf
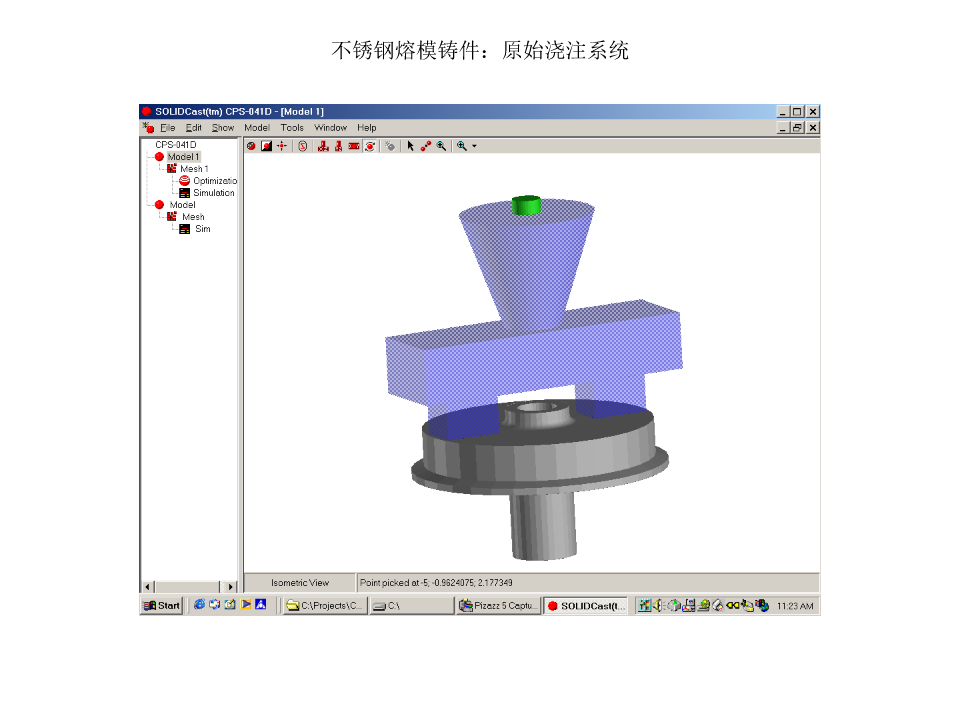
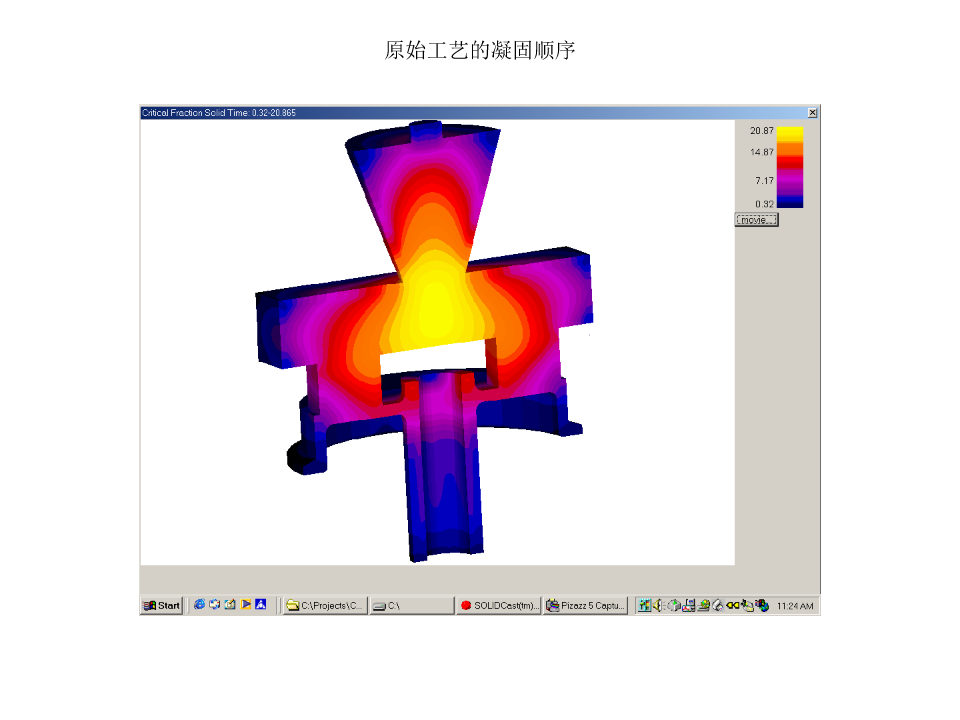
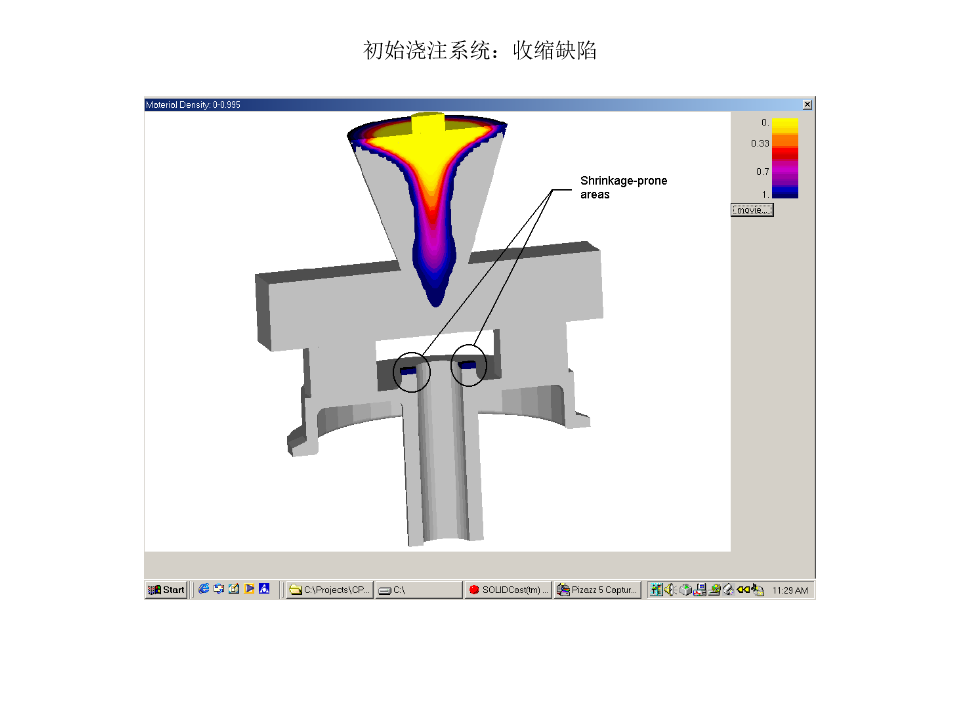
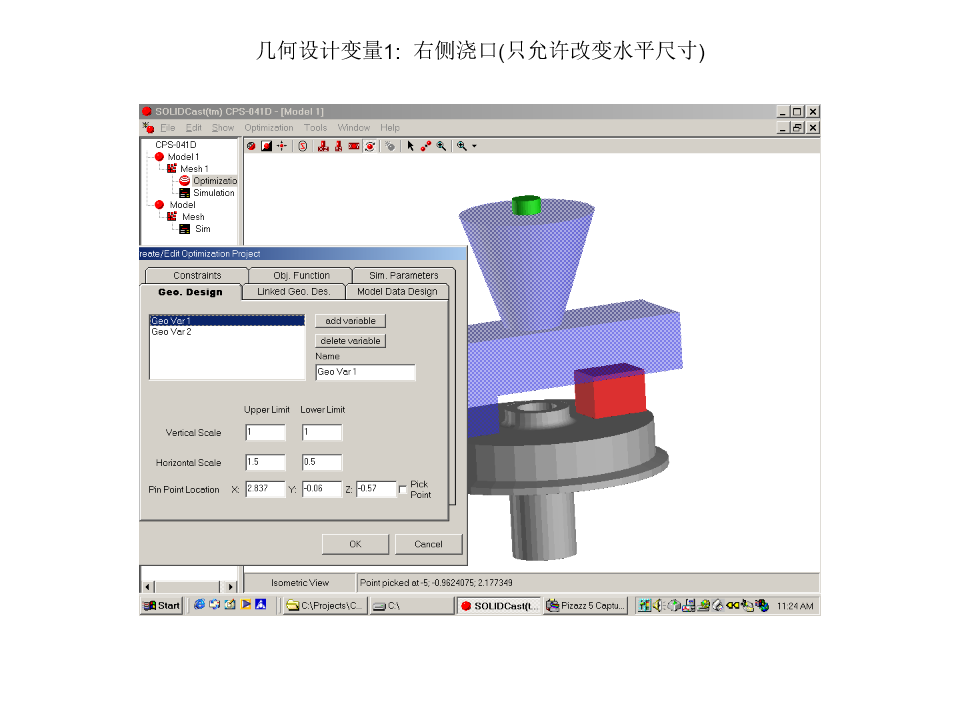
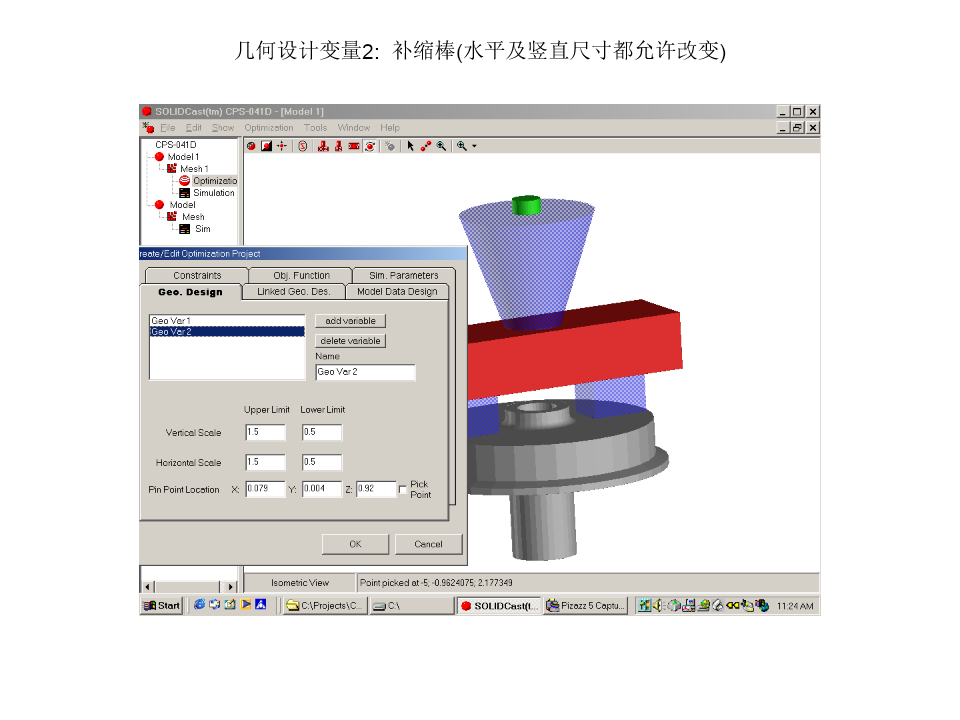
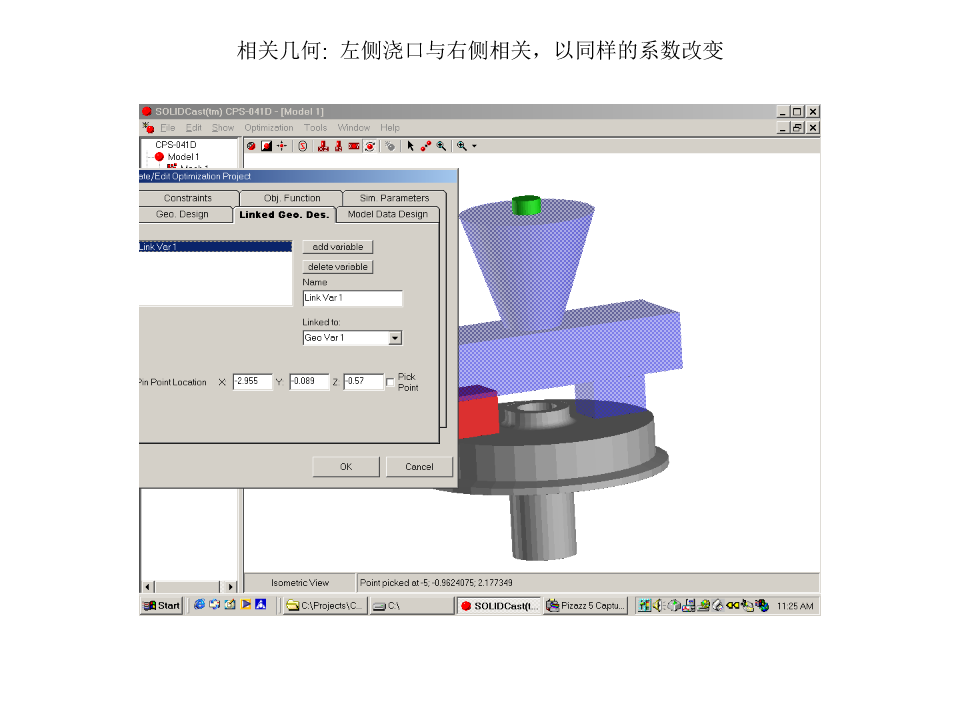
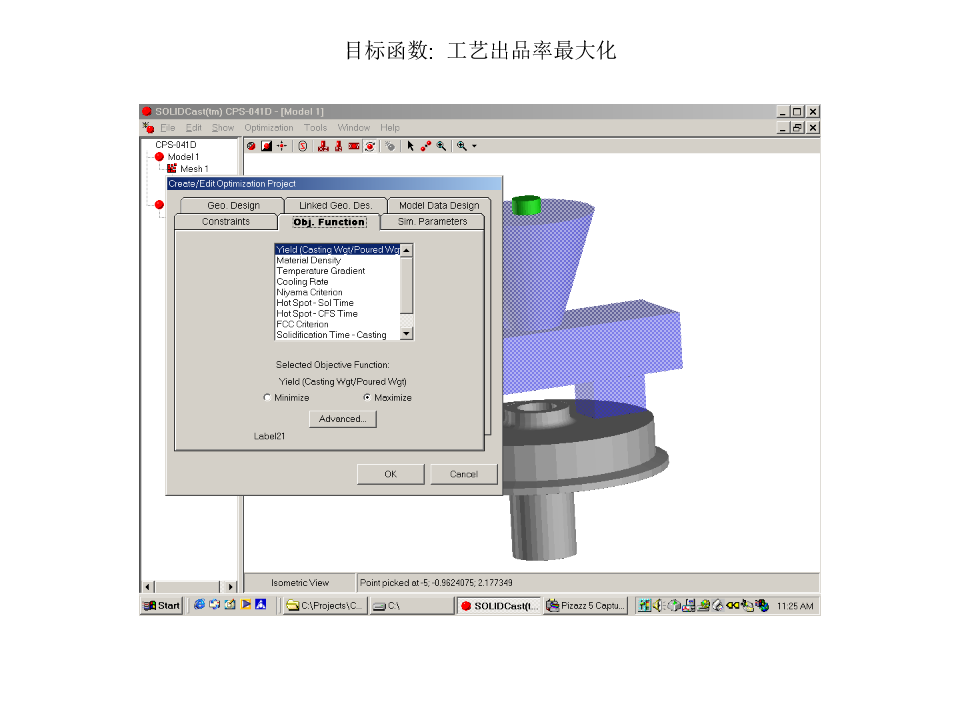
熔模铸造工艺优化实例LarrySmileyFiniteSolutions,Inc.,Hamilton,Ohio马军贤天津富宇创想科技有限公司不锈钢熔模铸件:原始浇注系统原始工艺的凝固顺序初始浇注系统:收缩缺陷几何设计变量1:右侧浇口(只允许改变水平尺寸)几何设计变量2:补缩棒(水平及竖直尺寸都允许改变)相关几何:左侧浇口与右侧相关,以同样的系数改变约束条件:材料密度必须大于等于0.998目标函数:工艺出品率最大化目标函数优化结果:工艺出品率从30%提高到45%材料密度:初始工艺低于0.98,最终工艺为0.

多孔类熔模铸件的典型工艺.docx
多孔类熔模铸件的典型工艺多孔类熔模铸件的典型工艺摘要:多孔类熔模铸件是一种常见的复杂结构铸件,具有重量轻、强度高和精度高等优点,被广泛应用于航空航天和汽车工业等领域。本文将介绍多孔类熔模铸件的典型工艺,包括模具设计、熔模铸造、热处理和后续加工等环节。同时,还将讨论多孔类熔模铸件存在的问题及其解决方案。关键词:多孔类熔模铸件;模具设计;熔模铸造;热处理;后续加工1.引言多孔类熔模铸件是指内部具有空隙、孔洞或泡沫状结构的铸件,常被用于减轻重量和增加强度的要求较高的部件上。多孔类熔模铸件的制造工艺相对复杂,需要

熔模铸件生产工艺规程.doc
1111111111111111111常州市汇丰船舶附件制造有限公司熔模铸件生产工艺规程一.熔模铸造工艺过程二.铸件订货单确认三.模具工装准备四.蜡模制造工艺规程五.300系列不锈钢精铸件制壳工艺规程六.型壳焙烧工艺规程七.CF3,CF3M熔铸工艺规程八.铸件清理与精整九.CF3,CF3M熔模铸件修补工艺规程十.CF3,CF3M铸件热处理规程十一.300系列不锈钢铸件钝化工艺规程十二.铸件入库五.设计生产(一).熔模铸造工艺过程(二).铸件订货单确认客户提供图纸,样品,供货时间,订立合同;根据客户的技术要

深槽熔模精铸件的涂料工艺.docx
深槽熔模精铸件的涂料工艺深槽熔模精铸件的涂料工艺摘要:深槽熔模精铸件是一种高精度、高品质的铸件,涂料工艺在深槽零件的生产中起着关键作用。本文针对深槽熔模精铸件的涂料工艺进行了综述,包括涂料选择、涂布工艺和质量评估。通过对涂料工艺的深入研究,可以提高深槽铸件的成形质量和表面质量,满足不同行业对铸件的高精度要求。关键词:深槽熔模精铸件、涂料工艺、涂料选择、涂布工艺、质量评估第一章引言深槽熔模精铸件是一种具有高精度、高复杂性的铸件,广泛应用于航空、汽车、能源等行业。深槽铸件的生产过程中,涂料工艺是至关重要的环节
熔模铸件大件生产工艺的开发.pdf
汽车工艺与材料·实用技术·