
一种砂芯装配专用吊具及方法.pdf

猫巷****松臣

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种砂芯装配专用吊具及方法.pdf
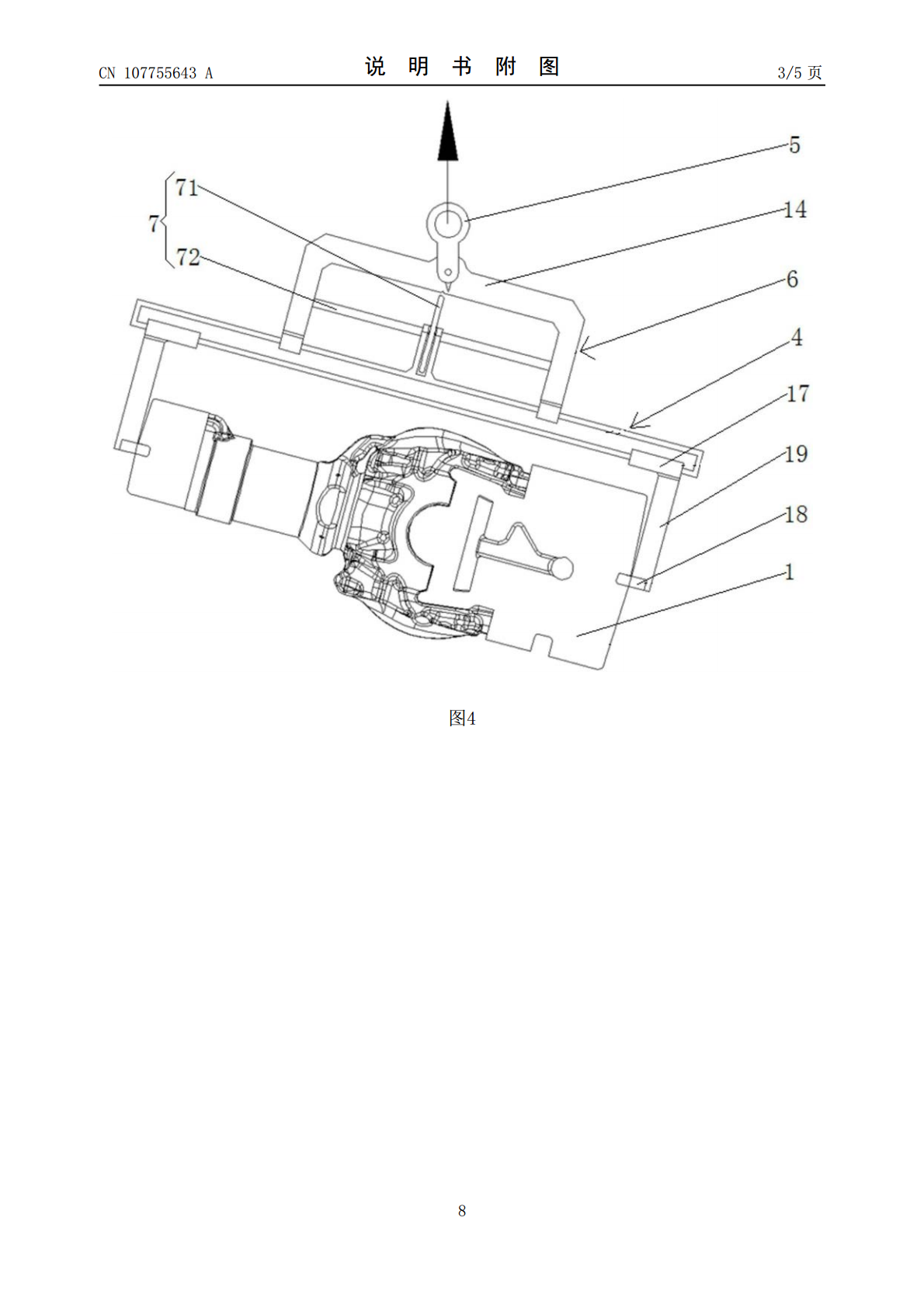
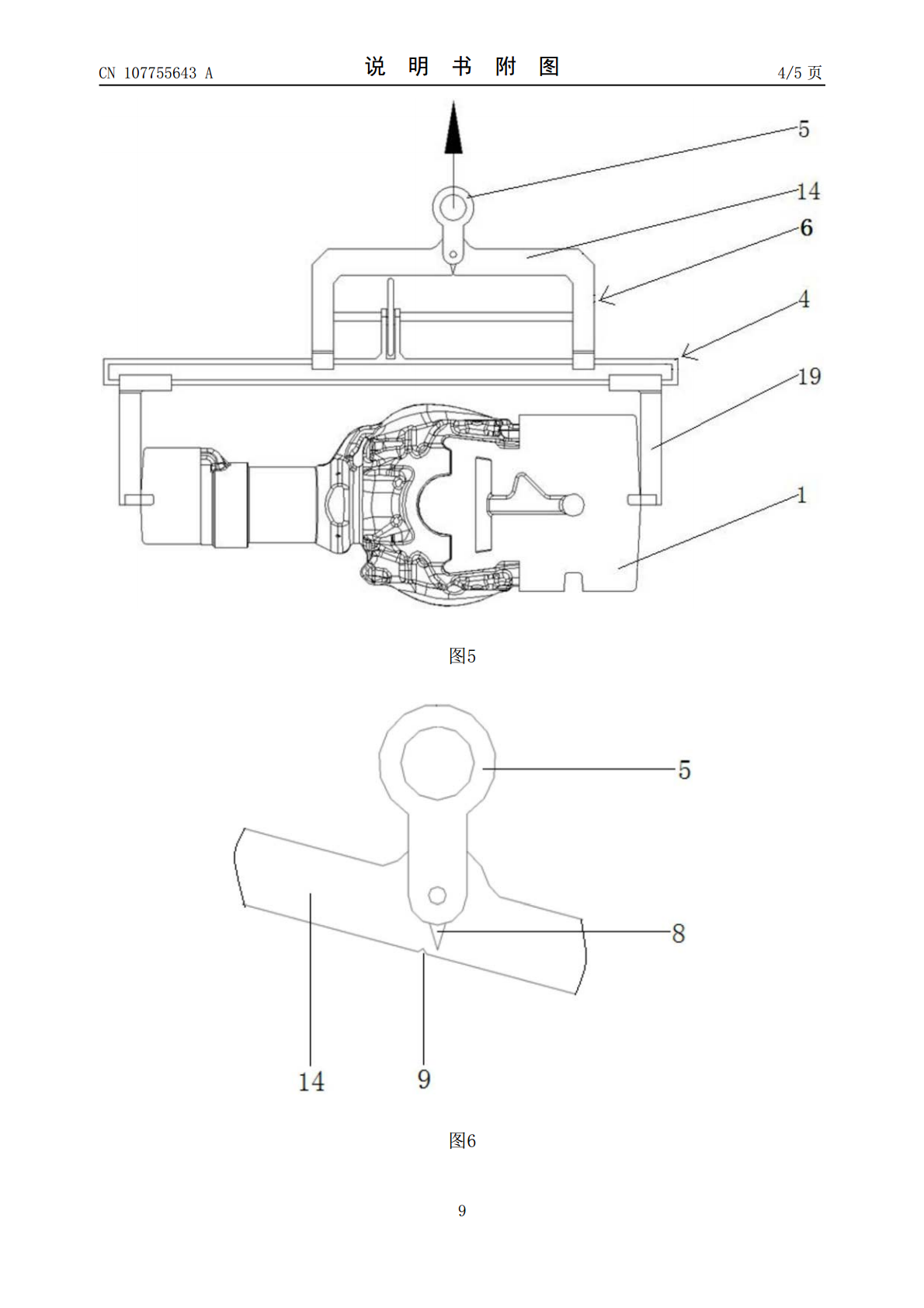
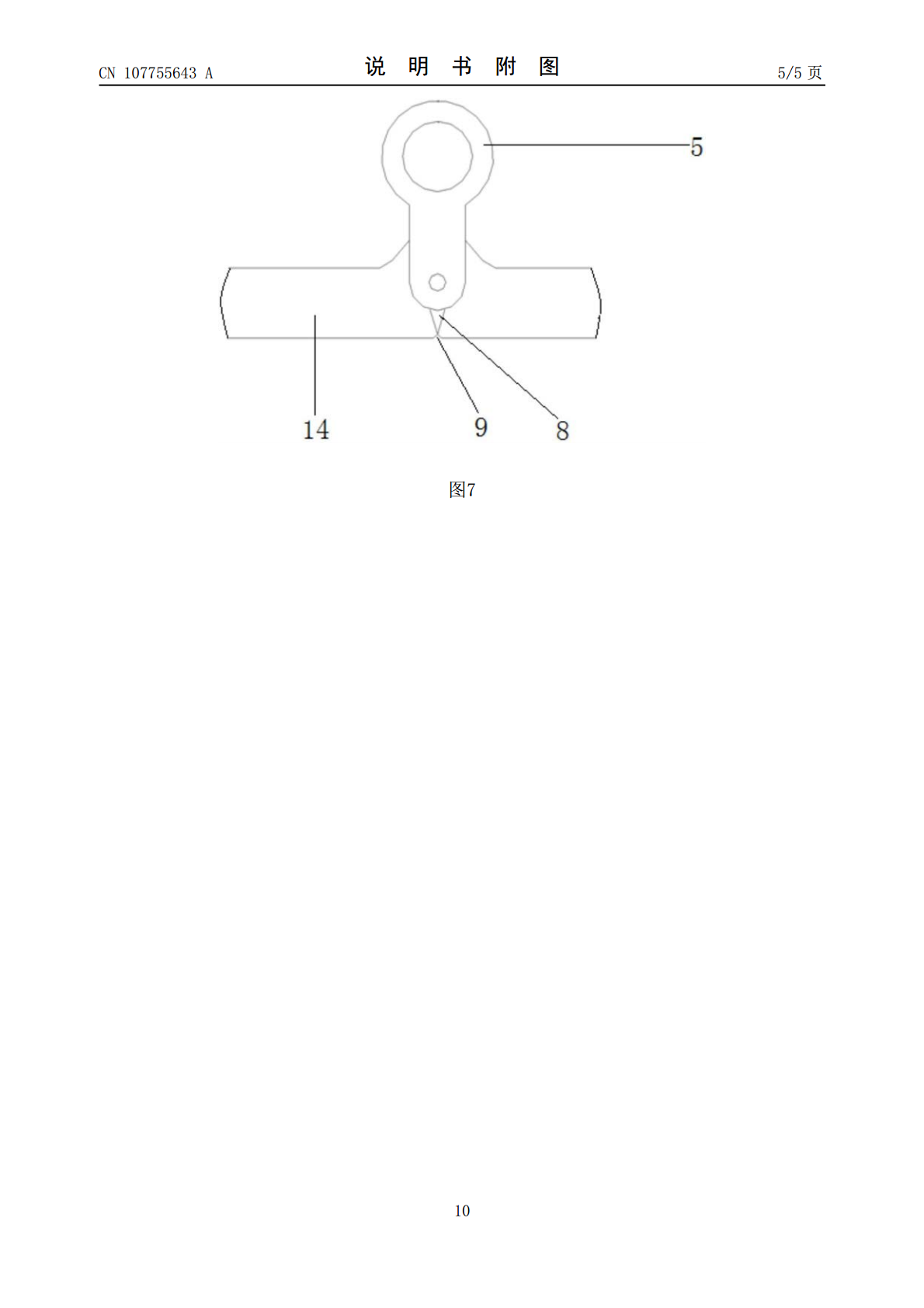
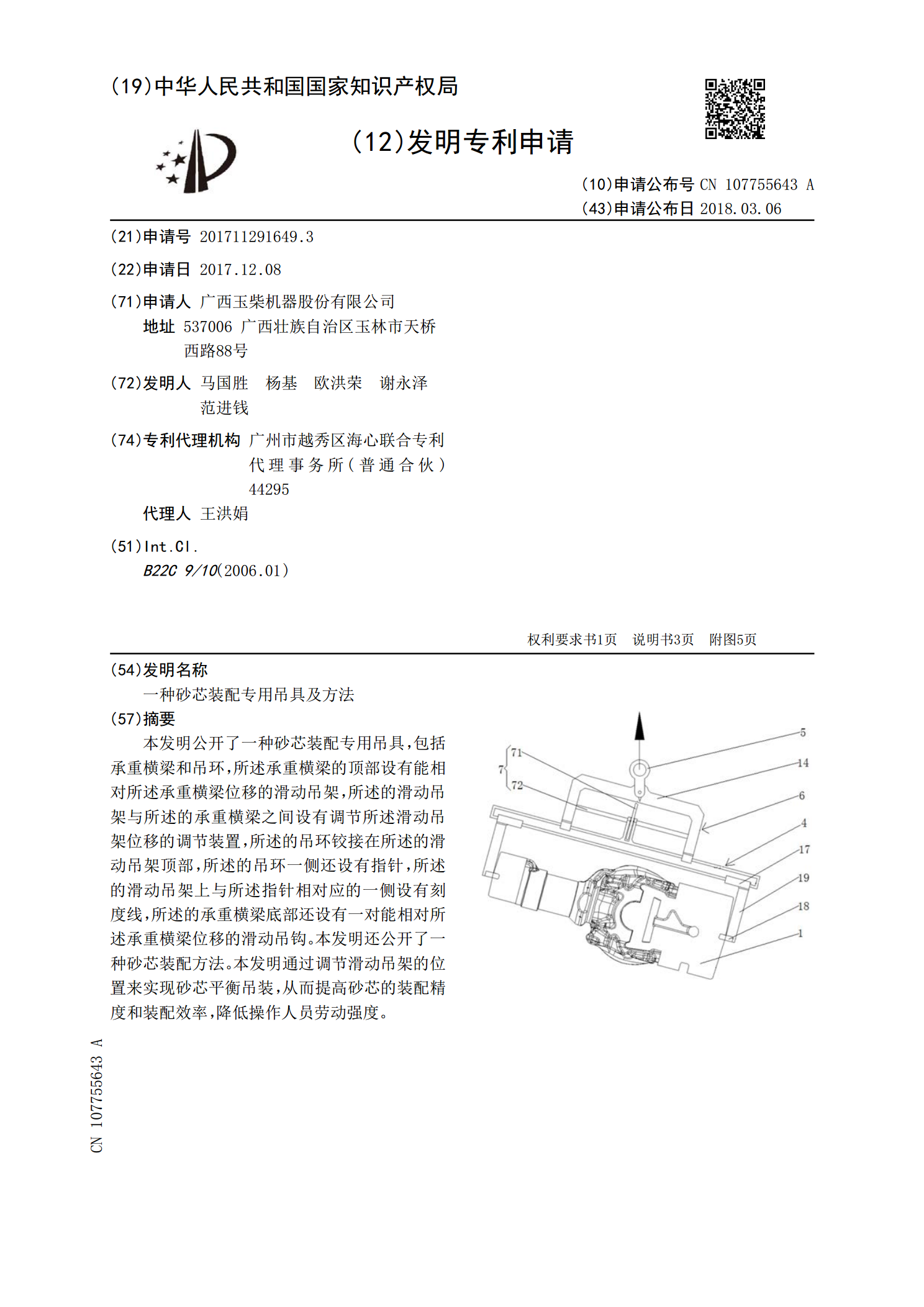
本发明公开了一种砂芯装配专用吊具,包括承重横梁和吊环,所述承重横梁的顶部设有能相对所述承重横梁位移的滑动吊架,所述的滑动吊架与所述的承重横梁之间设有调节所述滑动吊架位移的调节装置,所述的吊环铰接在所述的滑动吊架顶部,所述的吊环一侧还设有指针,所述的滑动吊架上与所述指针相对应的一侧设有刻度线,所述的承重横梁底部还设有一对能相对所述承重横梁位移的滑动吊钩。本发明还公开了一种砂芯装配方法。本发明通过调节滑动吊架的位置来实现砂芯平衡吊装,从而提高砂芯的装配精度和装配效率,降低操作人员劳动强度。
一种组芯吊具.pdf
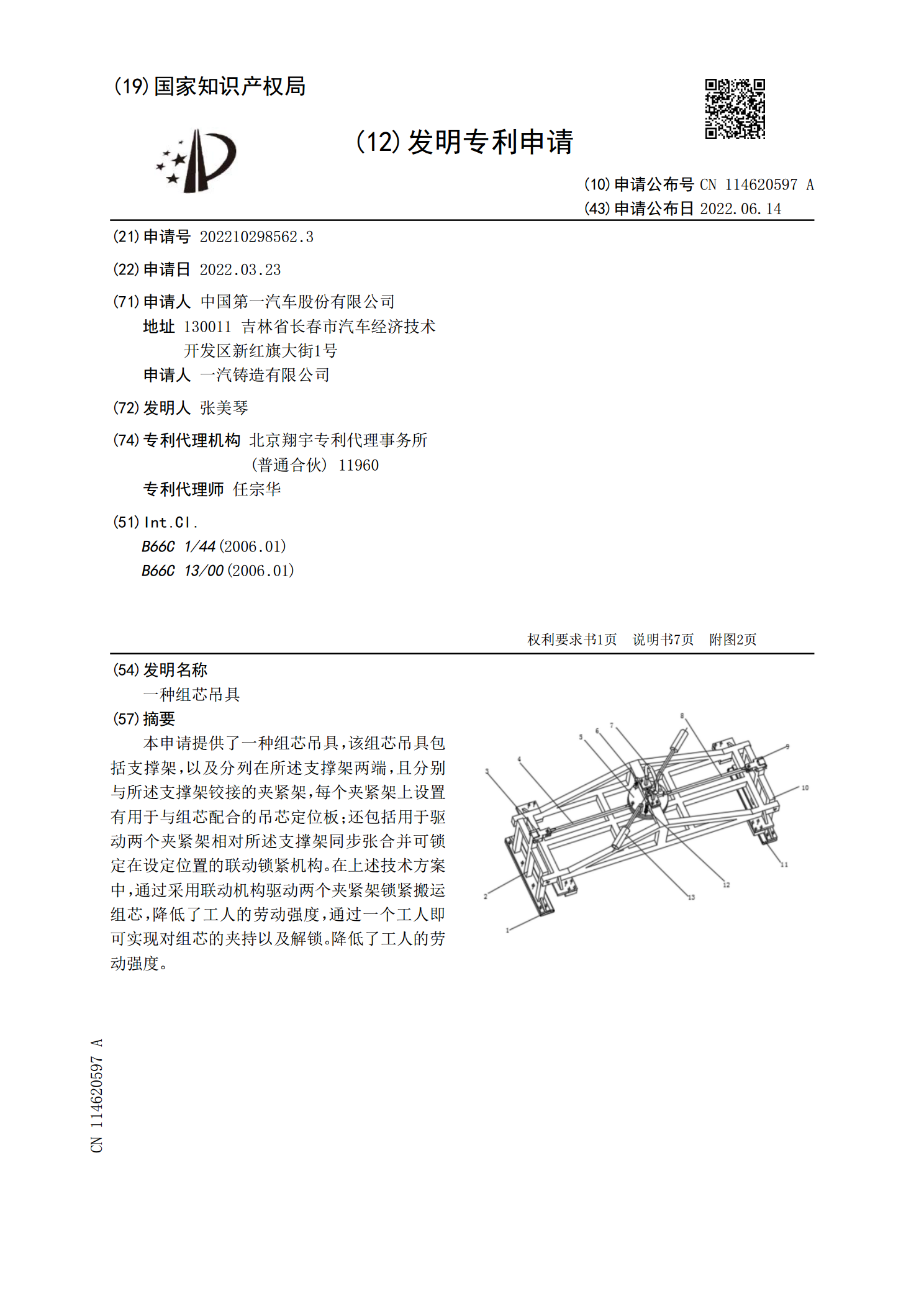
本申请提供了一种组芯吊具,该组芯吊具包括支撑架,以及分列在所述支撑架两端,且分别与所述支撑架铰接的夹紧架,每个夹紧架上设置有用于与组芯配合的吊芯定位板;还包括用于驱动两个夹紧架相对所述支撑架同步张合并可锁定在设定位置的联动锁紧机构。在上述技术方案中,通过采用联动机构驱动两个夹紧架锁紧搬运组芯,降低了工人的劳动强度,通过一个工人即可实现对组芯的夹持以及解锁。降低了工人的劳动强度。
装配式房屋专用吊具.pdf
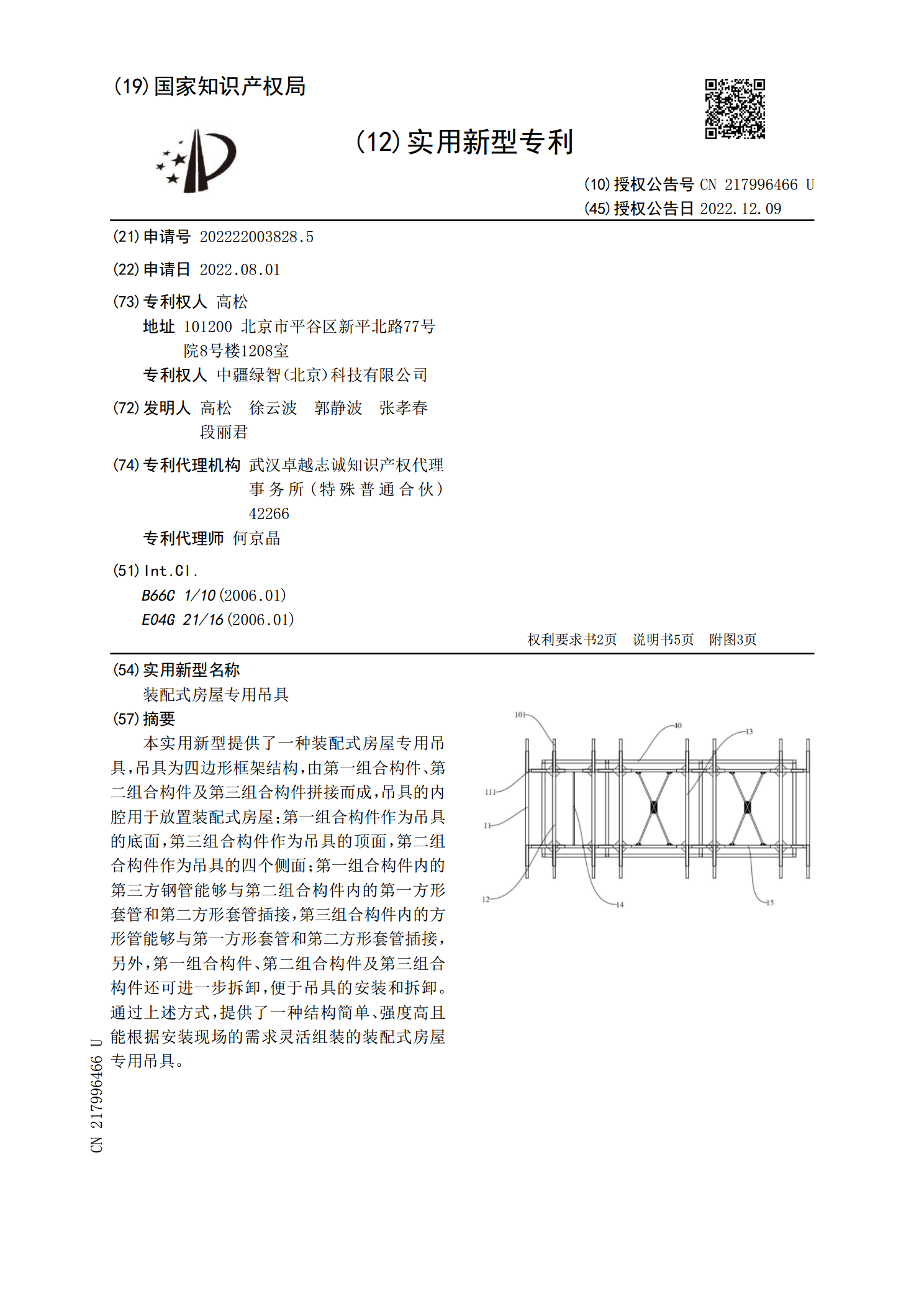
本实用新型提供了一种装配式房屋专用吊具,吊具为四边形框架结构,由第一组合构件、第二组合构件及第三组合构件拼接而成,吊具的内腔用于放置装配式房屋;第一组合构件作为吊具的底面,第三组合构件作为吊具的顶面,第二组合构件作为吊具的四个侧面;第一组合构件内的第三方钢管能够与第二组合构件内的第一方形套管和第二方形套管插接,第三组合构件内的方形管能够与第一方形套管和第二方形套管插接,另外,第一组合构件、第二组合构件及第三组合构件还可进一步拆卸,便于吊具的安装和拆卸。通过上述方式,提供了一种结构简单、强度高且能根据安装现
一种砂芯吊运装置.pdf
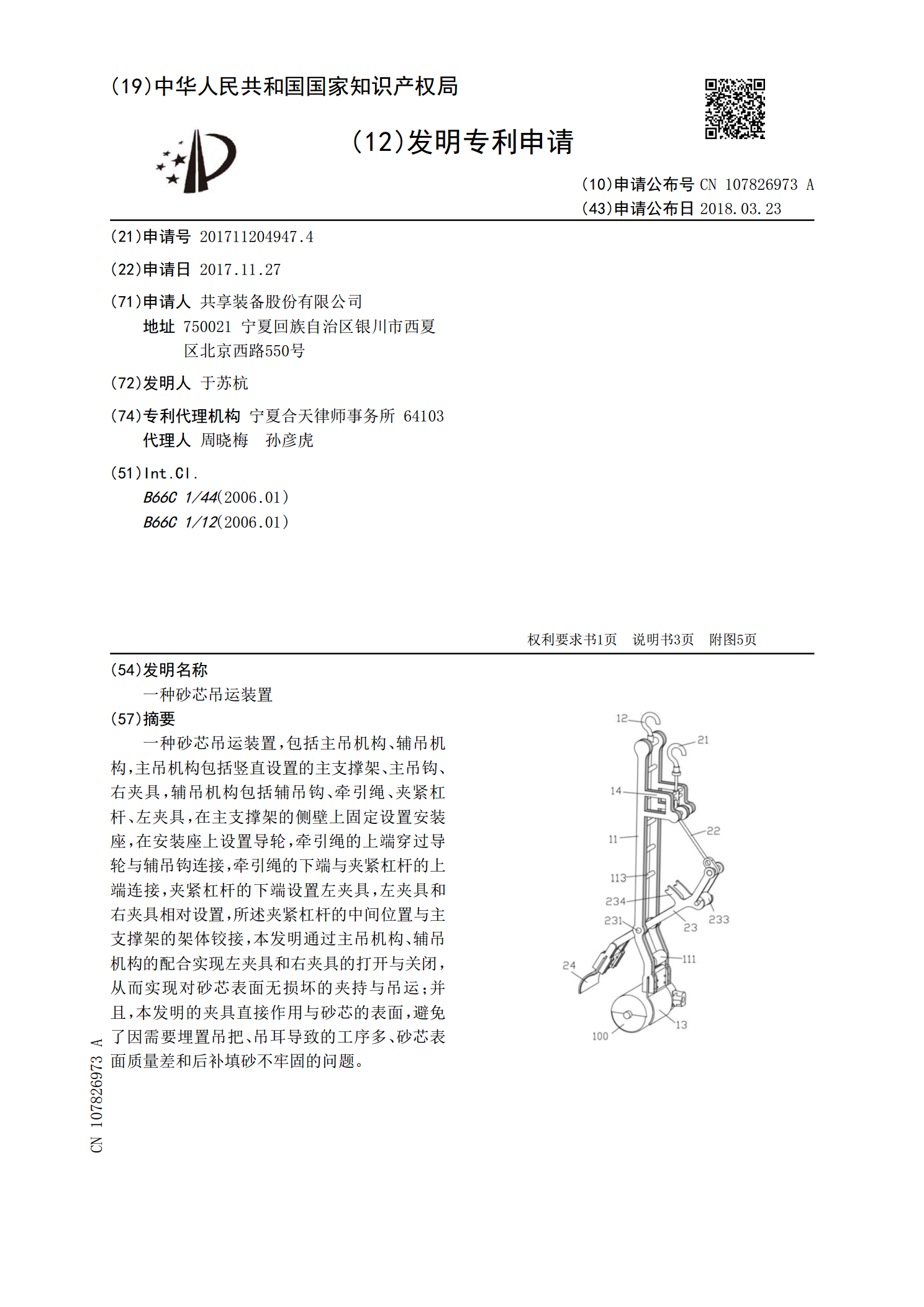
一种砂芯吊运装置,包括主吊机构、辅吊机构,主吊机构包括竖直设置的主支撑架、主吊钩、右夹具,辅吊机构包括辅吊钩、牵引绳、夹紧杠杆、左夹具,在主支撑架的侧壁上固定设置安装座,在安装座上设置导轮,牵引绳的上端穿过导轮与辅吊钩连接,牵引绳的下端与夹紧杠杆的上端连接,夹紧杠杆的下端设置左夹具,左夹具和右夹具相对设置,所述夹紧杠杆的中间位置与主支撑架的架体铰接,本发明通过主吊机构、辅吊机构的配合实现左夹具和右夹具的打开与关闭,从而实现对砂芯表面无损坏的夹持与吊运;并且,本发明的夹具直接作用与砂芯的表面,避免了因需要埋
一种飞轮壳坭芯吊具.pdf
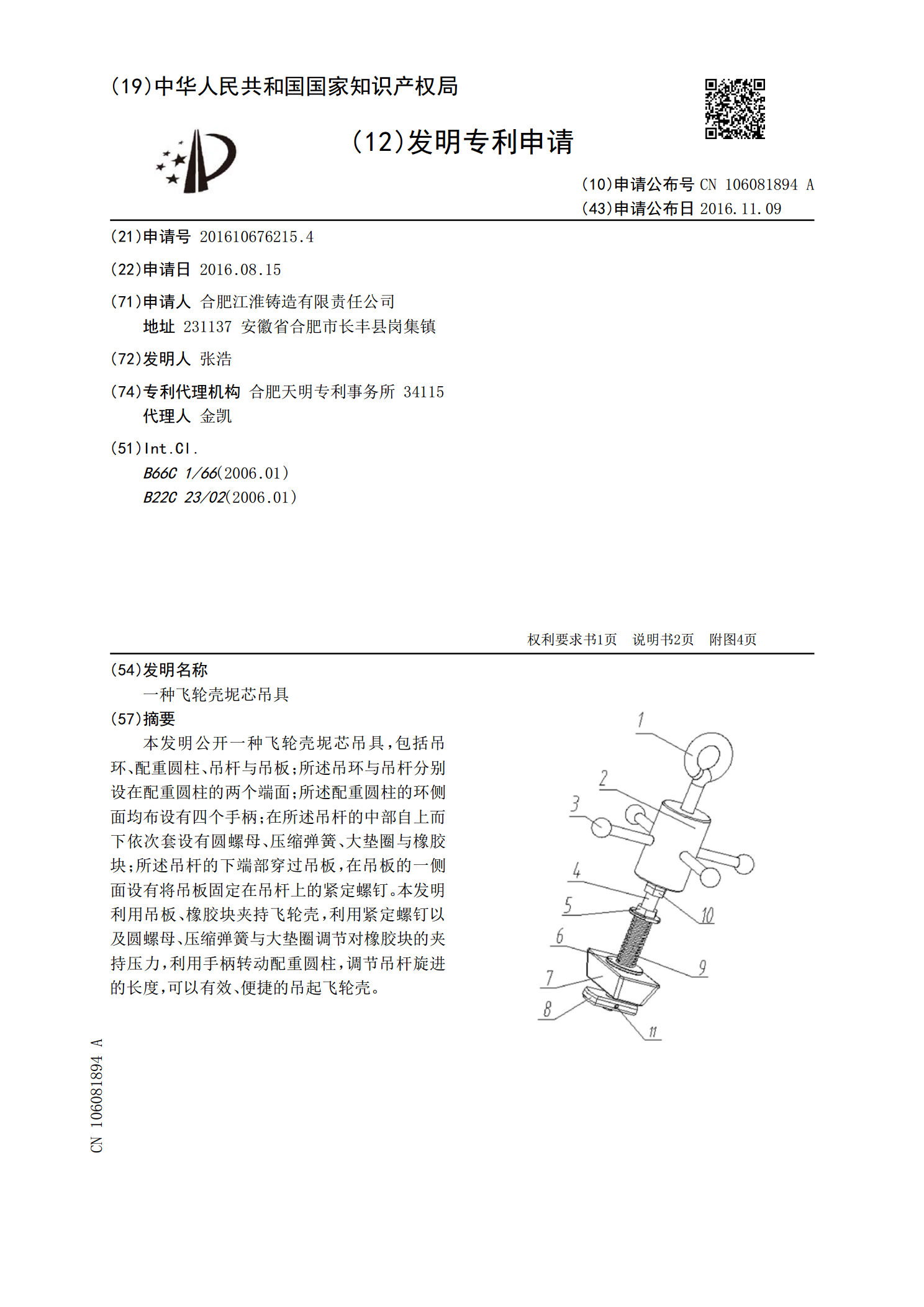
本发明公开一种飞轮壳坭芯吊具,包括吊环、配重圆柱、吊杆与吊板;所述吊环与吊杆分别设在配重圆柱的两个端面;所述配重圆柱的环侧面均布设有四个手柄;在所述吊杆的中部自上而下依次套设有圆螺母、压缩弹簧、大垫圈与橡胶块;所述吊杆的下端部穿过吊板,在吊板的一侧面设有将吊板固定在吊杆上的紧定螺钉。本发明利用吊板、橡胶块夹持飞轮壳,利用紧定螺钉以及圆螺母、压缩弹簧与大垫圈调节对橡胶块的夹持压力,利用手柄转动配重圆柱,调节吊杆旋进的长度,可以有效、便捷的吊起飞轮壳。