
一种列车裙板焊接定位辅助装置.pdf

邻家****66

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种列车裙板焊接定位辅助装置.pdf
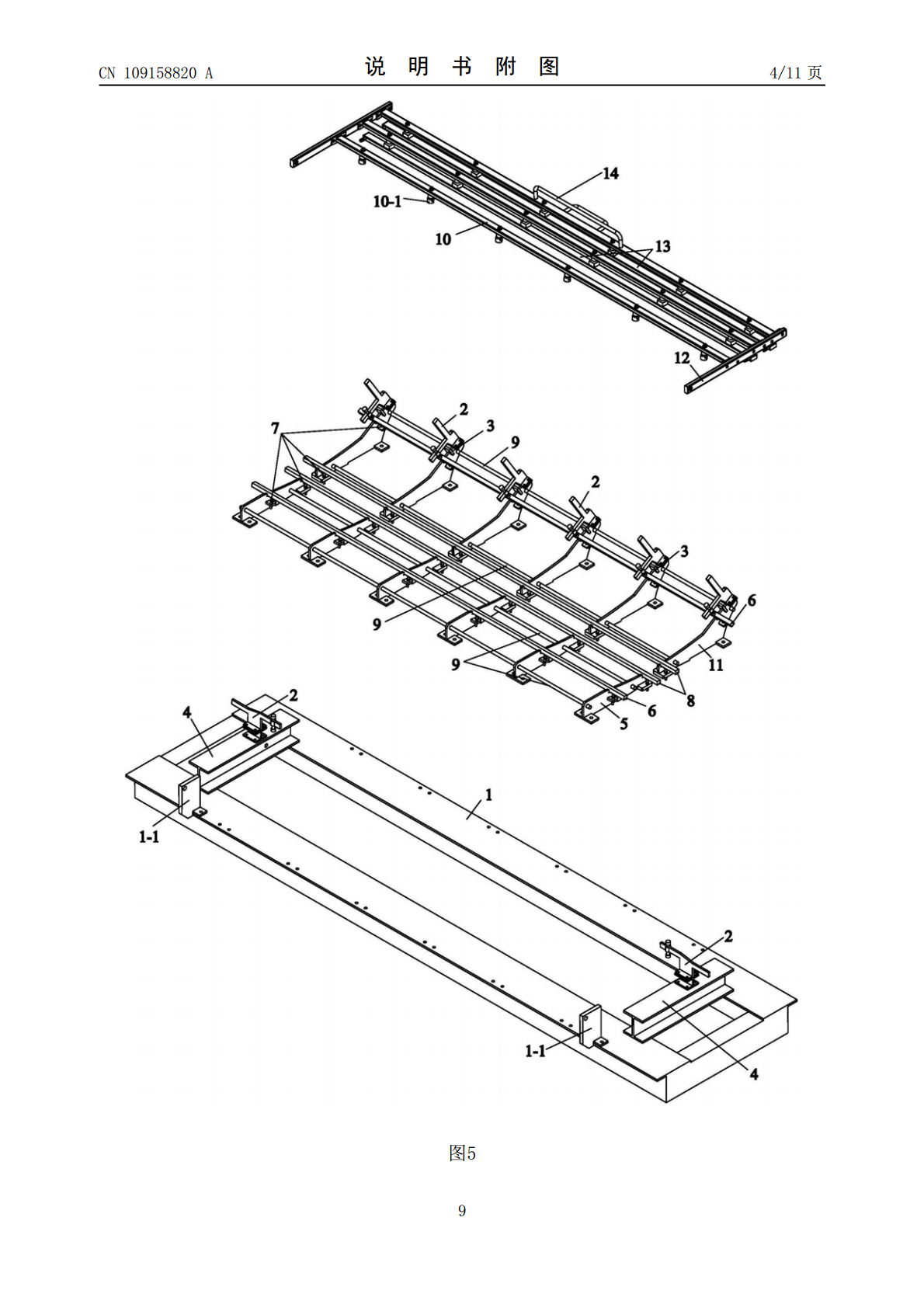
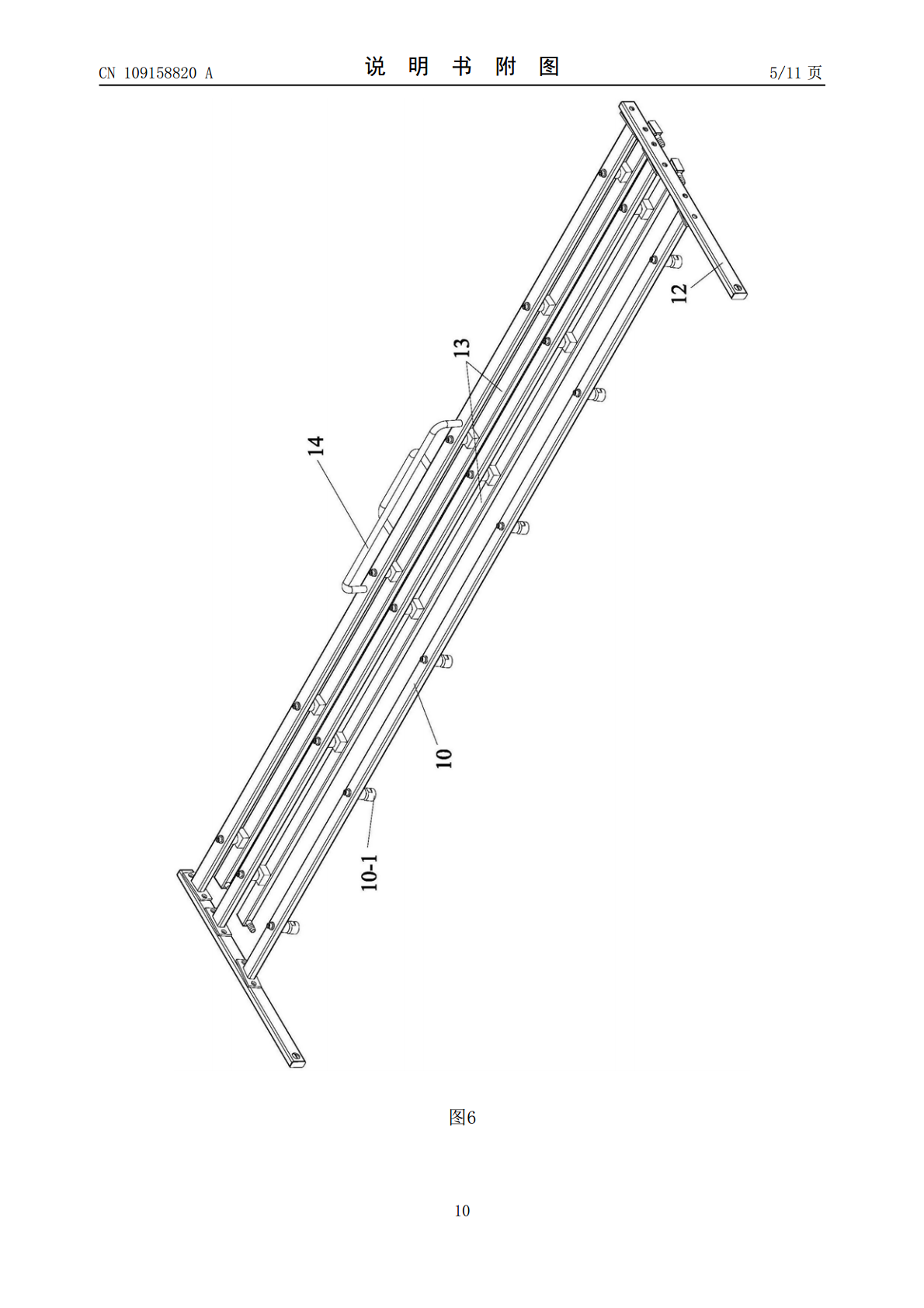
一种列车裙板焊接定位辅助装置涉及高速动车组铝合金裙板焊接技术领域,其包括台架、多个快速夹钳、多个定位挡板、两个工字形底座、多个前底部支撑、多个端部调节梁、多组调节单元、多个底部调节梁、多个加强梁、多个弹性压紧梁、多个后底部支撑和两个夹紧臂。本发明可以控制铝合金裙板焊接过程中的变形量,该装置采用弧度可调的底部调节梁进行夹紧,适用于不同弧形尺寸的裙板,利用可调整的端部调节梁,采用水冷方式,控制焊接过程中的热传导,从而控制焊接变形量,焊接后不用等待裙板冷却,即可卸下工件,极大地提高了整体生产效率、减少资源浪费,
列车裙板锁定位装置.pdf
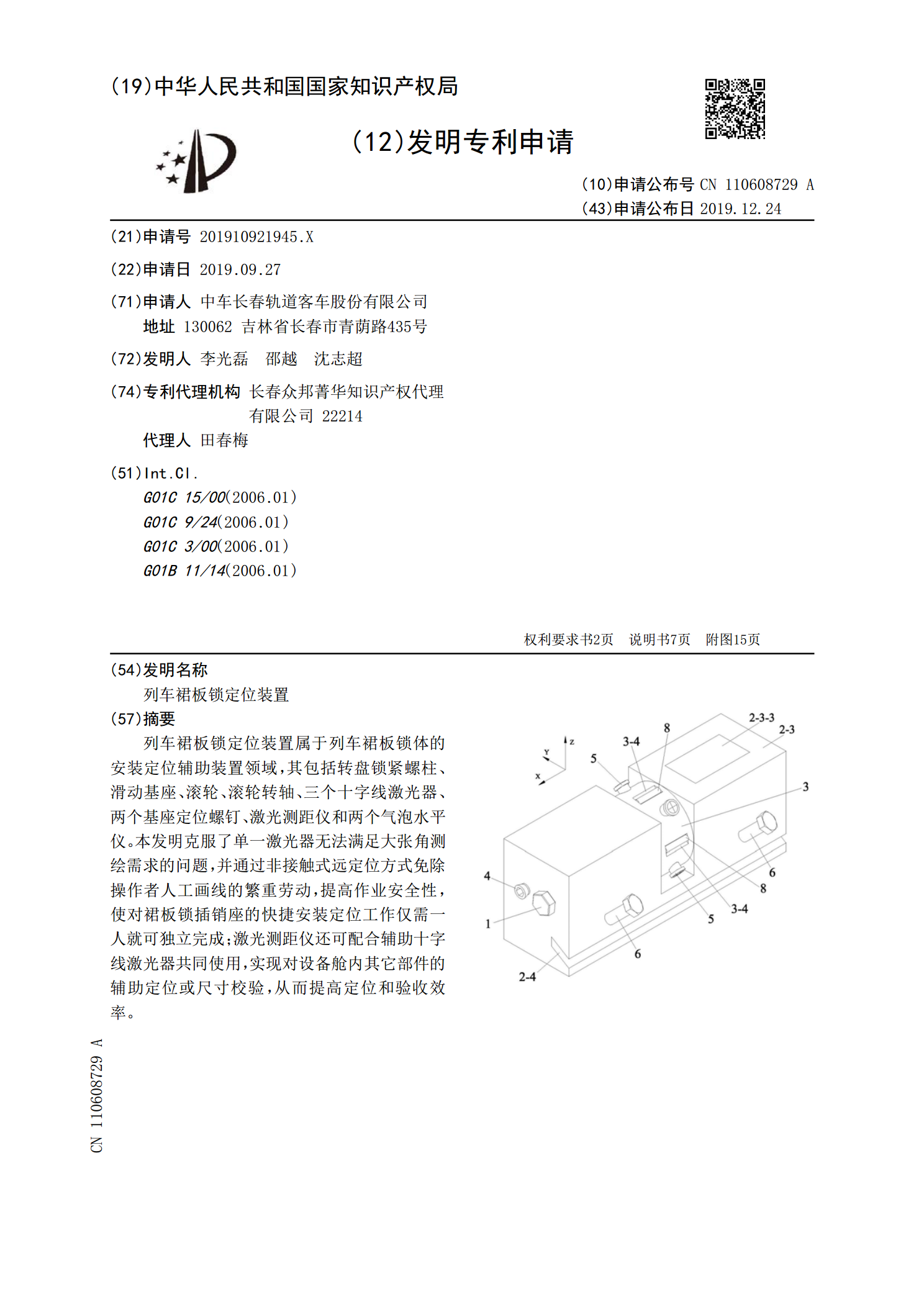
列车裙板锁定位装置属于列车裙板锁体的安装定位辅助装置领域,其包括转盘锁紧螺柱、滑动基座、滚轮、滚轮转轴、三个十字线激光器、两个基座定位螺钉、激光测距仪和两个气泡水平仪。本发明克服了单一激光器无法满足大张角测绘需求的问题,并通过非接触式远定位方式免除操作者人工画线的繁重劳动,提高作业安全性,使对裙板锁插销座的快捷安装定位工作仅需一人就可独立完成;激光测距仪还可配合辅助十字线激光器共同使用,实现对设备舱内其它部件的辅助定位或尺寸校验,从而提高定位和验收效率。
轨道列车端墙板的焊接辅助定位装置.pdf
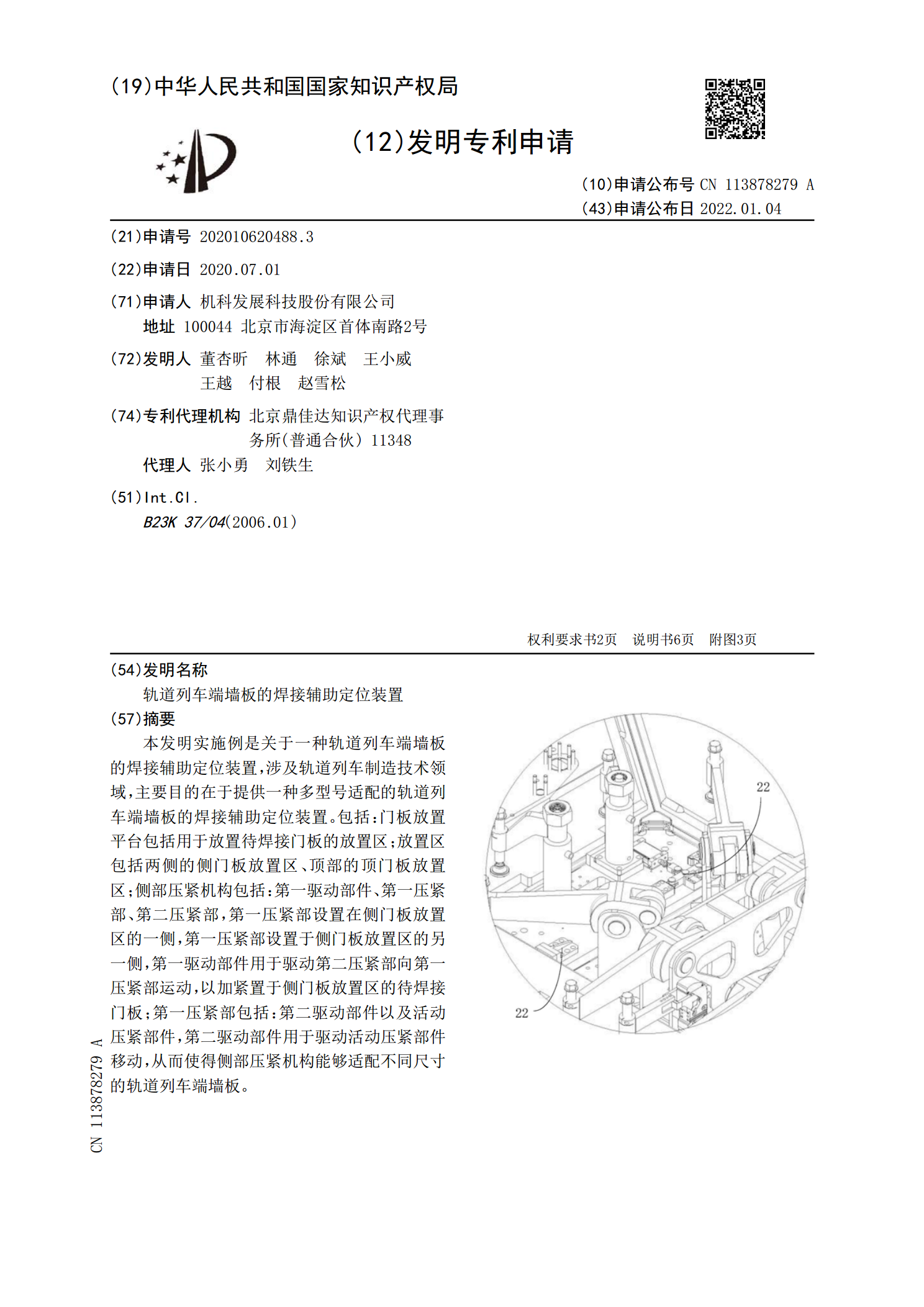
本发明实施例是关于一种轨道列车端墙板的焊接辅助定位装置,涉及轨道列车制造技术领域,主要目的在于提供一种多型号适配的轨道列车端墙板的焊接辅助定位装置。包括:门板放置平台包括用于放置待焊接门板的放置区;放置区包括两侧的侧门板放置区、顶部的顶门板放置区;侧部压紧机构包括:第一驱动部件、第一压紧部、第二压紧部,第一压紧部设置在侧门板放置区的一侧,第一压紧部设置于侧门板放置区的另一侧,第一驱动部件用于驱动第二压紧部向第一压紧部运动,以加紧置于侧门板放置区的待焊接门板;第一压紧部包括:第二驱动部件以及活动压紧部件,第
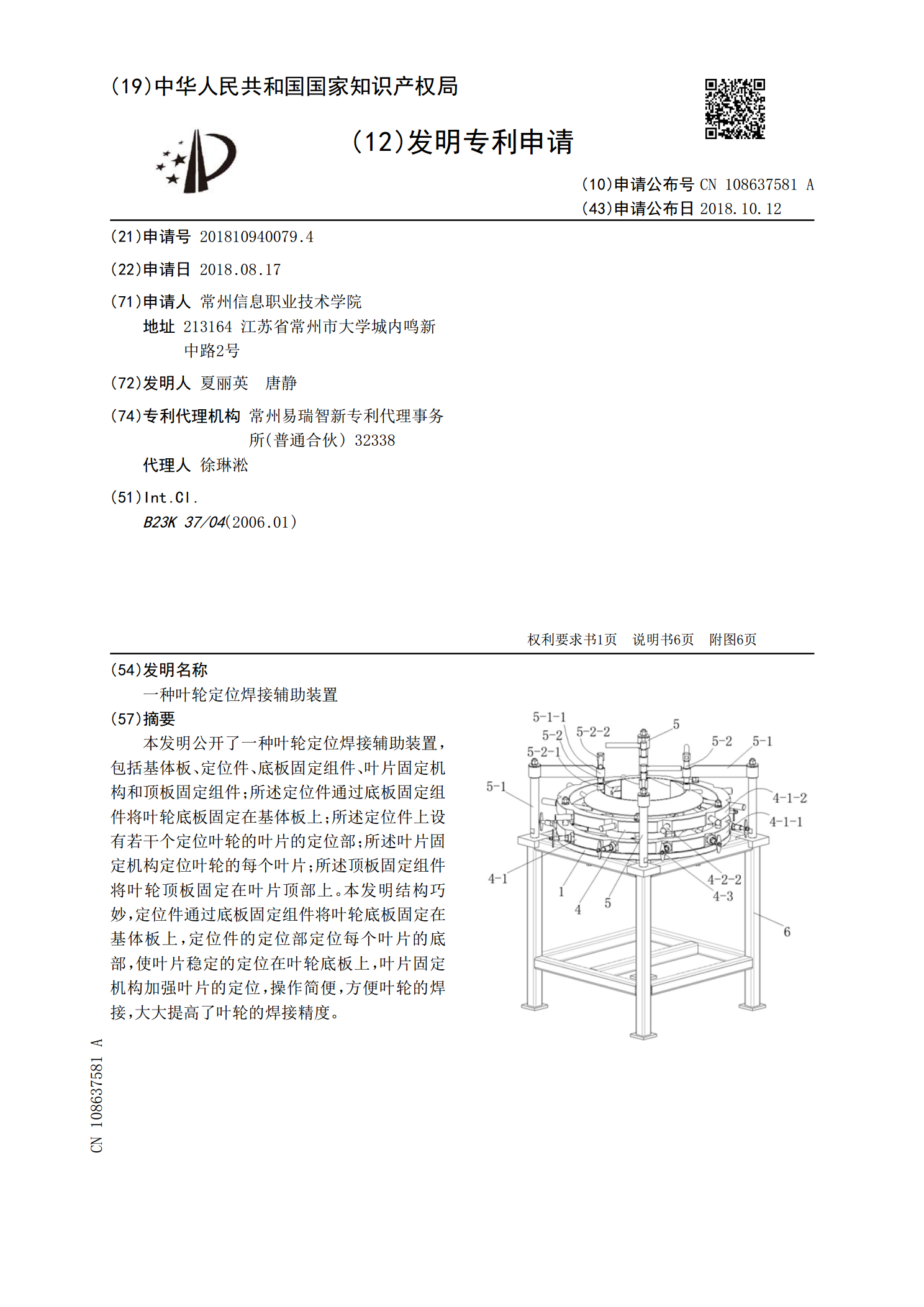
一种叶轮定位焊接辅助装置.pdf
本发明公开了一种叶轮定位焊接辅助装置,包括基体板、定位件、底板固定组件、叶片固定机构和顶板固定组件;所述定位件通过底板固定组件将叶轮底板固定在基体板上;所述定位件上设有若干个定位叶轮的叶片的定位部;所述叶片固定机构定位叶轮的每个叶片;所述顶板固定组件将叶轮顶板固定在叶片顶部上。本发明结构巧妙,定位件通过底板固定组件将叶轮底板固定在基体板上,定位件的定位部定位每个叶片的底部,使叶片稳定的定位在叶轮底板上,叶片固定机构加强叶片的定位,操作简便,方便叶轮的焊接,大大提高了叶轮的焊接精度。
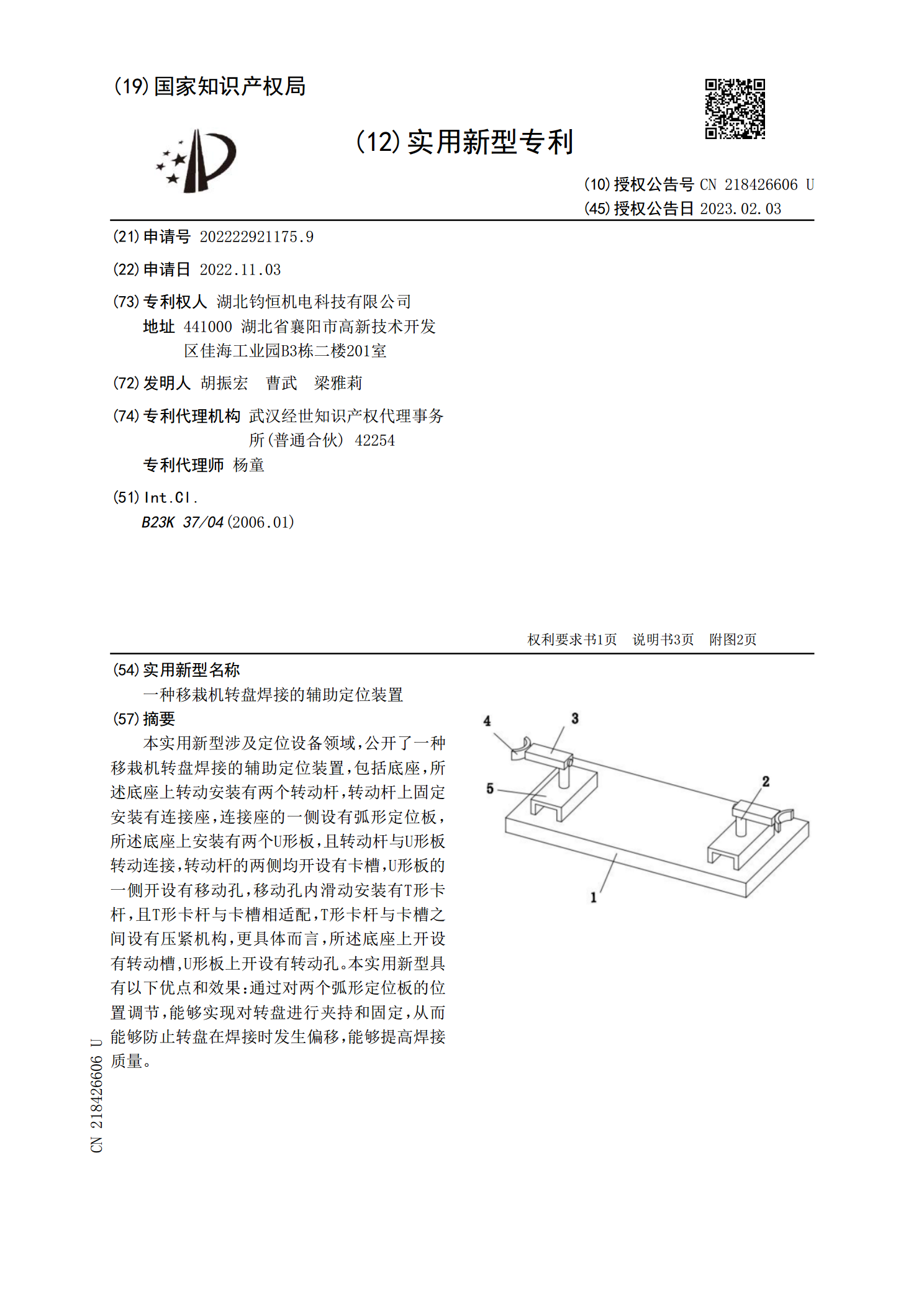
一种移栽机转盘焊接的辅助定位装置.pdf
本实用新型涉及定位设备领域,公开了一种移栽机转盘焊接的辅助定位装置,包括底座,所述底座上转动安装有两个转动杆,转动杆上固定安装有连接座,连接座的一侧设有弧形定位板,所述底座上安装有两个U形板,且转动杆与U形板转动连接,转动杆的两侧均开设有卡槽,U形板的一侧开设有移动孔,移动孔内滑动安装有T形卡杆,且T形卡杆与卡槽相适配,T形卡杆与卡槽之间设有压紧机构,更具体而言,所述底座上开设有转动槽,U形板上开设有转动孔。本实用新型具有以下优点和效果:通过对两个弧形定位板的位置调节,能够实现对转盘进行夹持和固定,从而能