
电镀曲轴再生新技术及埋弧堆焊专业设备.doc

yy****24


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电镀曲轴再生新技术及埋弧堆焊专业设备.doc
曲轴再生新技术及埋弧堆焊专业设备●王建安(本钢歪头山铁矿)●王英杰(沈阳绿岛表面技术开发中心)【摘要】:超弱规范埋弧自动焊是再生曲轴十分有效的新技术,本文介绍了此技术与传统方法的主要区别、特点、专用设备及实际应用的效果。本文摘自1995年《冶金设备》第二期主题词曲轴再生埋弧焊设备Newtechniqueoftherenewingcrankshaftandspecialequipmentinsubmerged—arcweldingWangJianan(BengangWaitoushanmine)WangYi
一种双带极埋弧堆焊方法.pdf
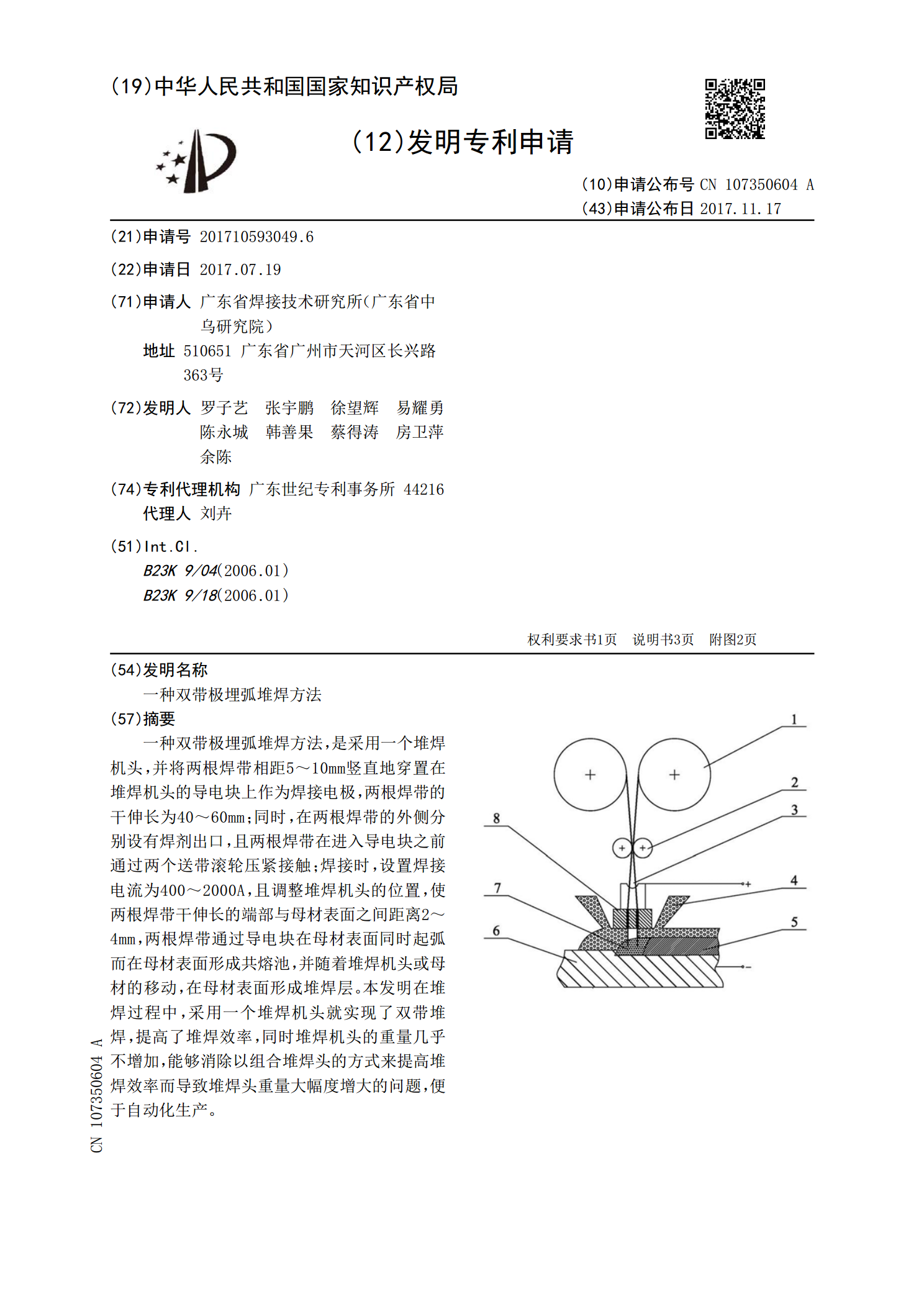
一种双带极埋弧堆焊方法,是采用一个堆焊机头,并将两根焊带相距5~10mm竖直地穿置在堆焊机头的导电块上作为焊接电极,两根焊带的干伸长为40~60mm;同时,在两根焊带的外侧分别设有焊剂出口,且两根焊带在进入导电块之前通过两个送带滚轮压紧接触;焊接时,设置焊接电流为400~2000A,且调整堆焊机头的位置,使两根焊带干伸长的端部与母材表面之间距离2~4mm,两根焊带通过导电块在母材表面同时起弧而在母材表面形成共熔池,并随着堆焊机头或母材的移动,在母材表面形成堆焊层。本发明在堆焊过程中,采用一个堆焊机头就实现

双驱旋转搅拌埋弧堆焊传感器.pdf
本发明公开了一种双驱旋转搅拌埋弧堆焊传感器,属于焊接辅助装置领域,该传感器包括壳体、驱动杆、冷却装置等。所述壳体内部装有主电机,主电机带动偏心滑块旋转,壳体外部安装有辅助电机,辅助电机通过齿轮驱动偏心滑块旋转;驱动杆下端与连接有冷却装置的接头固联;冷却装置的中部设有与埋弧焊机的电极相连的导电铜块,端部与导电嘴相连。焊丝分别穿过驱动杆、冷却装置以及导电嘴,并与导电嘴底部形成导电动配合。两电机共同转时,壳体底部的调心球轴承与顶部的偏心平台形成圆锥旋转,圆锥的顶点处于壳体的底部。本发明不仅提高了埋弧堆焊的熔覆金
一种曲轴埋弧焊接用除锈装置.pdf
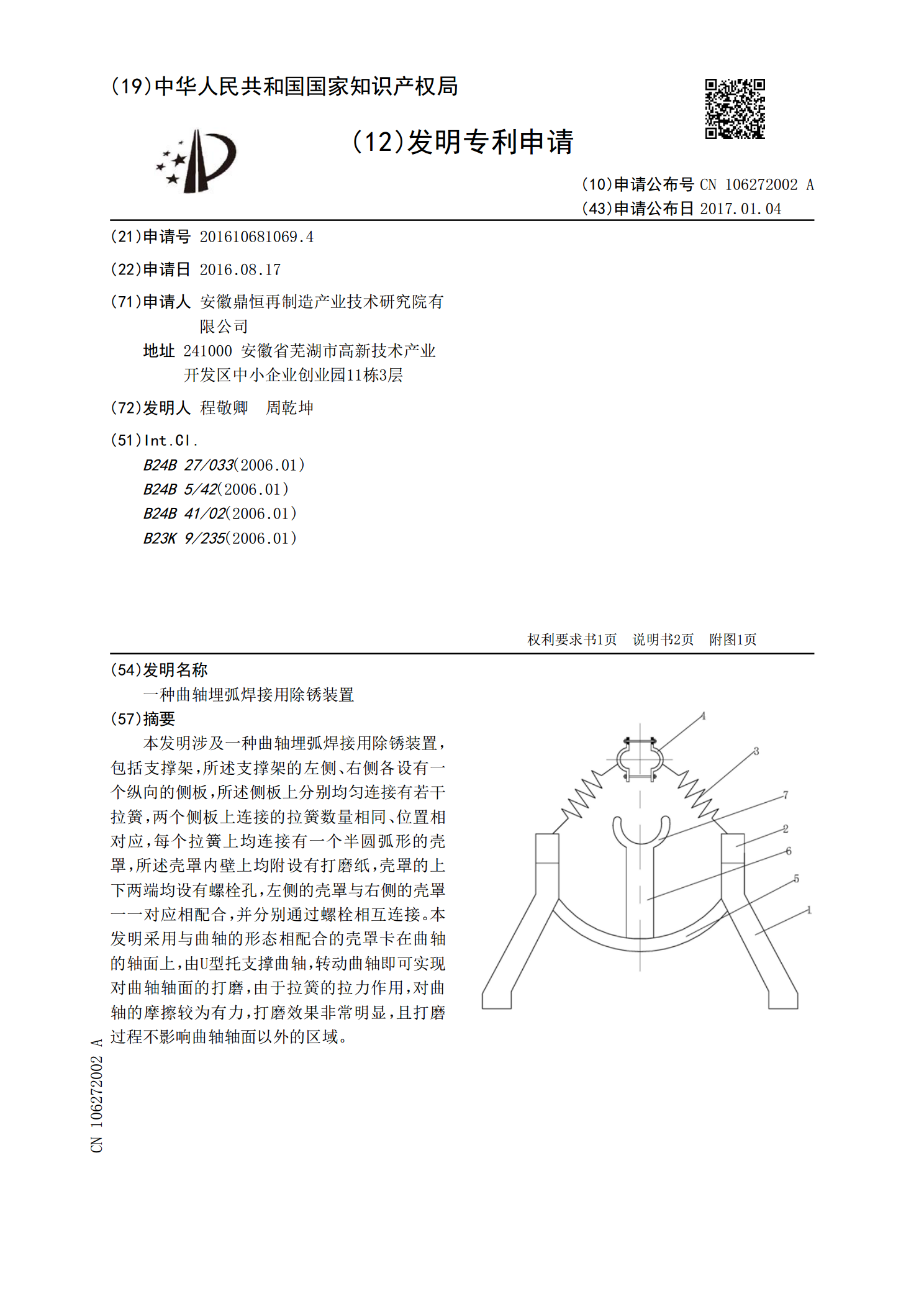
本发明涉及一种曲轴埋弧焊接用除锈装置,包括支撑架,所述支撑架的左侧、右侧各设有一个纵向的侧板,所述侧板上分别均匀连接有若干拉簧,两个侧板上连接的拉簧数量相同、位置相对应,每个拉簧上均连接有一个半圆弧形的壳罩,所述壳罩内壁上均附设有打磨纸,壳罩的上下两端均设有螺栓孔,左侧的壳罩与右侧的壳罩一一对应相配合,并分别通过螺栓相互连接。本发明采用与曲轴的形态相配合的壳罩卡在曲轴的轴面上,由U型托支撑曲轴,转动曲轴即可实现对曲轴轴面的打磨,由于拉簧的拉力作用,对曲轴的摩擦较为有力,打磨效果非常明显,且打磨过程不影响曲
一种轧机用活套辊的埋弧堆焊制造工艺.pdf
本发明公开了一种轧机用活套辊的埋弧堆焊制造工艺,具体步骤如下:将母材粗加工至外径比成品尺寸少6mm,采用硬质材料DF-524A焊丝,选配HJ107焊剂,经逆变式直流焊机堆焊至外径比成品外径尺寸厚3-5mm;将母材进行后热处理,在600℃条件下保温3小时后随炉冷却,炉温降至300℃后进行空气冷却,得到堆焊产品,将堆焊产品按照工艺图纸精加工到指定规格后,即得到轧机用活套辊。本发明具有耐磨损、使用寿命长等优点。