
一种双带极埋弧堆焊方法.pdf

玉怡****文档


1/7

2/7
3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双带极埋弧堆焊方法.pdf
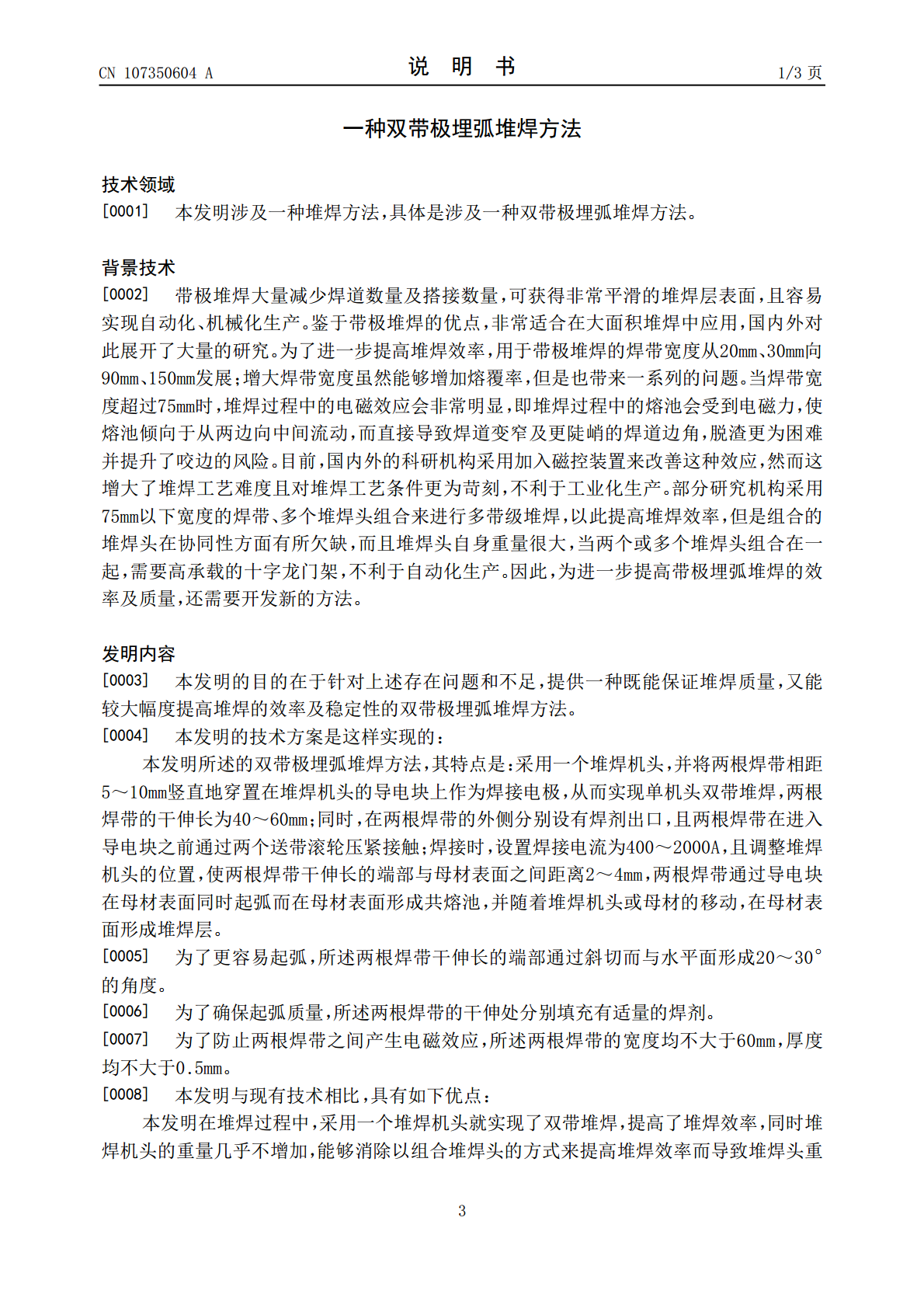
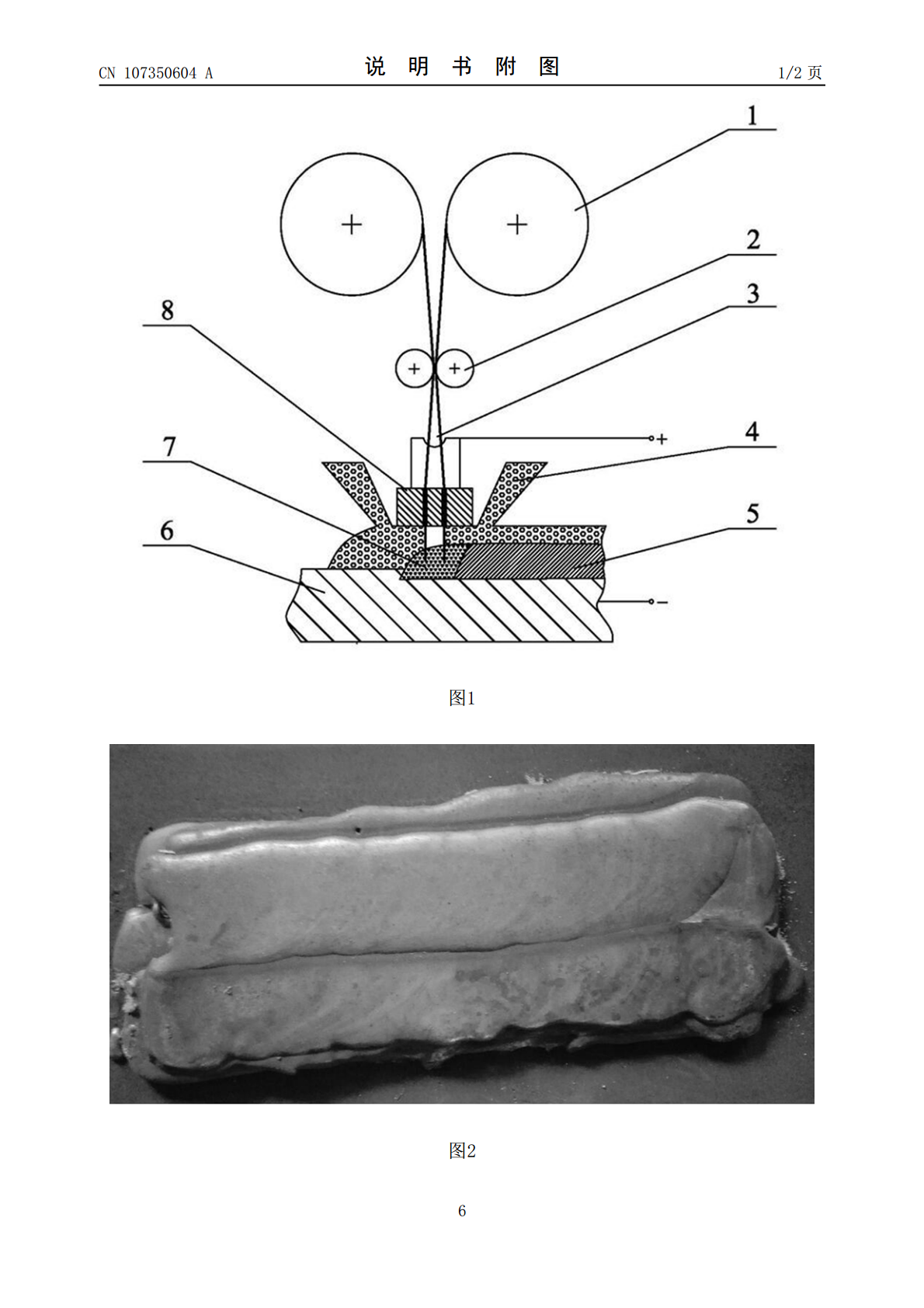
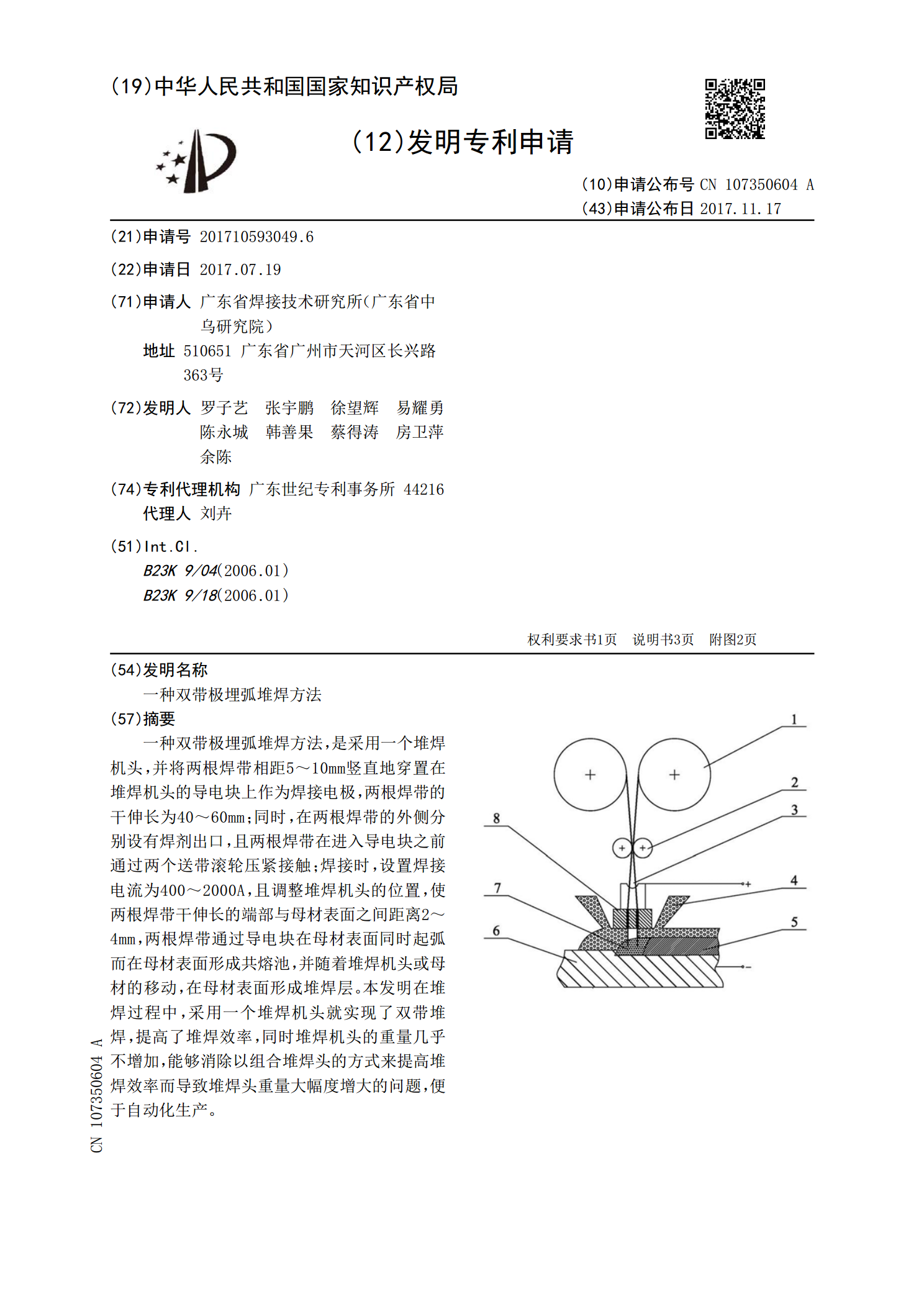
一种双带极埋弧堆焊方法,是采用一个堆焊机头,并将两根焊带相距5~10mm竖直地穿置在堆焊机头的导电块上作为焊接电极,两根焊带的干伸长为40~60mm;同时,在两根焊带的外侧分别设有焊剂出口,且两根焊带在进入导电块之前通过两个送带滚轮压紧接触;焊接时,设置焊接电流为400~2000A,且调整堆焊机头的位置,使两根焊带干伸长的端部与母材表面之间距离2~4mm,两根焊带通过导电块在母材表面同时起弧而在母材表面形成共熔池,并随着堆焊机头或母材的移动,在母材表面形成堆焊层。本发明在堆焊过程中,采用一个堆焊机头就实现

不锈钢共熔池双带极埋弧堆焊工艺及组织研究.docx
不锈钢共熔池双带极埋弧堆焊工艺及组织研究不锈钢共熔池双带极埋弧堆焊工艺及组织研究摘要:本文研究了不锈钢共熔池双带极埋弧堆焊工艺及组织,通过实验比较了不同工艺参数对焊缝性能和组织的影响,并对共熔池双带极埋弧堆焊的原理及优势进行了分析。研究结果表明,通过合理选择工艺参数和优化焊接工艺可以获得良好的焊接性能和组织结构。关键词:不锈钢;共熔池双带极埋弧堆焊;工艺参数;组织研究;焊接性能1.引言不锈钢由于其良好的耐腐蚀性和优异的机械性能,在船舶制造、化工、能源等领域得到广泛应用。然而,不锈钢焊接工艺存在着焊接变形大

埋弧带极堆焊收弧缺陷分析.docx
埋弧带极堆焊收弧缺陷分析一、引言埋弧带极堆焊是一种广泛使用的自动化焊接过程,具有高效率、高质量和适用于多种工件的特点。然而,由于焊接过程中可能存在多种问题,导致焊接缺陷,尤其是收弧缺陷。因此,本文将探讨埋弧带极堆焊收弧缺陷的根本原因以及如何避免。二、埋弧带极堆焊收弧缺陷的定义和分类埋弧带极堆焊收弧缺陷是指在焊接过程中,堆焊金属在收弧后未完全熔融并出现的未熔合、裂纹、气孔等缺陷,使焊接件出现问题。通常可分为以下类型。1.未熔合缺陷未熔合缺陷是指焊丝在收弧后未能充分融合金属,导致焊接件表面出现不规则凸起的情况

一种镍基带极埋弧堆焊烧结焊剂及制造方法.pdf
本发明提供了一种镍基带极埋弧堆焊烧结焊剂及制造方法。重量比组成为CaF2:25-50%、SiO2:5-20%、Al2O3:10-40%、CaO:8-20%、MgO:4-15%和Cr2O3:0-5%。将焊剂矿物粉过100目进行筛分,金属粉过40目进行筛分,放入容器中进行充分干混,加入10-30%水玻璃进行湿混,然后放入造粒机中进行造粒,造粒后在电炉中进行高温烧结,消除焊剂的水分和结晶水,烧结温度780±30℃,出炉冷却,筛分为10-60目的烧结焊剂。本发明涉及的镍基埋弧堆焊焊剂,匹配镍基高Mn高Nb焊带,适

双带极埋弧堆焊309LNb不锈钢合金层性能研究.docx
双带极埋弧堆焊309LNb不锈钢合金层性能研究双带极埋弧堆焊是一种常用的焊接技术,它能够在不锈钢基材上形成高质量的合金层,提高材料的强度和耐腐蚀性能。本文将以309LNb不锈钢合金层性能研究为题目,介绍双带极埋弧堆焊309LNb不锈钢合金层的制备方法、组织结构和力学性能,并讨论其应用前景。一、制备方法双带极埋弧堆焊是一种熔化极焊接技术,它采用两个带电极同时进行输送,在电弧的作用下熔化并堆积在基材表面。在309LNb不锈钢合金层的制备过程中,应该选择合适的工艺参数,如焊接电流、电压和焊接速度等,以获得理想的