
一种500Mpa级耐候桥梁钢的生产方法.pdf

康佳****文库

1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种500Mpa级耐候桥梁钢的生产方法.pdf
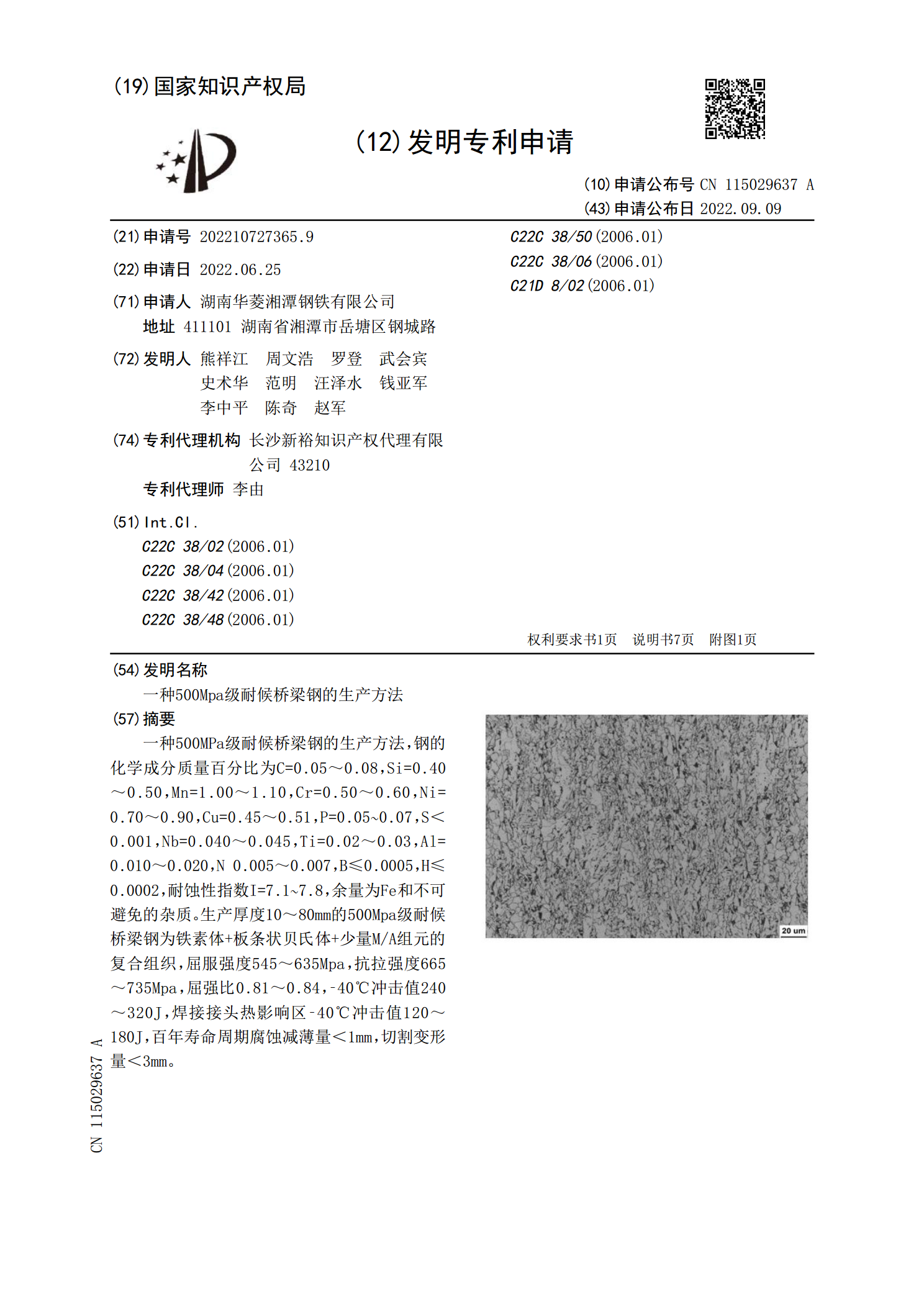
一种500MPa级耐候桥梁钢的生产方法,钢的化学成分质量百分比为C=0.05~0.08,Si=0.40~0.50,Mn=1.00~1.10,Cr=0.50~0.60,Ni=0.70~0.90,Cu=0.45~0.51,P=0.05~0.07,S<0.001,Nb=0.040~0.045,Ti=0.02~0.03,Al=0.010~0.020,N0.005~0.007,B≤0.0005,H≤0.0002,耐蚀性指数I=7.1~7.8,余量为Fe和不可避免的杂质。生产厚度10~80mm的500Mpa级耐候桥

低屈强比500MPa耐候桥梁钢及其制备方法.pdf
本发明涉及炼钢技术领域,具体而言,涉及低屈强比500MPa耐候桥梁钢及其制备方法;本发明的桥梁钢包括C:0.115~0.14%、Mn:0.85~1.20%、Si:0.30~0.50%、P:0.020~0.028%、S≤0.001%、Cr:0.81~0.90%、Ni:0.4~0.68%、Cu:0.42~0.62%、Als:0.020~0.045%,余量为含Fe的混合原料;制备方法中粗轧的终轧温度>1050℃,停止厚度为成品厚度的1.5‑2.0倍;精轧的开轧温度≤950℃,终轧温度控制为850‑880℃,轧制
一种合金成分优化的桥梁耐候钢生产方法.pdf
本发明公开了一种合金成分优化的桥梁耐候钢生产方法,包括下列两个步骤:1、合金组分质量百分比:C0.05%、Si0.3%、Mn1.2%、Nb0.025%、V0.08%、Ti0.01%、Cr0.45%、Ni0.33%、Cu0.3%、Mo0.06%、N0.005%、Als0.03%,余量为铁及杂质;2、中厚板轧制工艺:按设计合金元素要求炼钢冶炼出合格坯料厚度是250mm,宽度是1800mm,长度是2450mm~3470mm后,需要在中板进行轧制成规格是12~20mm的成品:1)、加热制度

一种耐候桥梁钢及其冶炼方法.pdf
本发明公开了一种耐候桥梁钢及其冶炼方法,涉及钢铁生产技术领域,其化学成分及质量百分比为:C:0.030%~0.080%,Si:0.10%~0.40%,Mn:1.50%~1.80%,P≤0.015%,S≤0.0010%,Nb:0.030%~0.050%,V:0.005%~0.050%,Ti:0.006%~0.020%,Cr:0.20%~0.80%,Ni:0.05%~0.20%,Mo≤0.05%,Cu:0.05%~0.20%,B≤0.0005%,Al:0.005%~0.015%,Mg:0.0008%~0.00

一种降低耐候桥梁钢屈强比的方法.pdf
本发明公开了一种降低耐候桥梁钢屈强比的方法,工艺路线为铁水预处理—转炉冶炼—LF精炼—RH真空处理—连铸—缓冷—板坯加热—TMCP,还包括如下热处理工艺:两相区正火,正火温度为Ac1+(60~90)℃,在炉时间1.5min/mm×t(mm)+20~30min,其中Ac1为加热时铁素体向奥氏体开始转变温度,t为钢板厚度。本发明的目的是提供一种降低耐候桥梁钢屈强比的方法,将TMCP或TMCP+回火后的耐候桥梁钢板中屈强比超标的钢板的屈强比稳定控制在0.85以下,显著提升耐候桥梁钢合格率,降低生产成本和损失。