
一种冲压模具及一种U形梁的成型方法.pdf

元枫****文章

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冲压模具及一种U形梁的成型方法.pdf
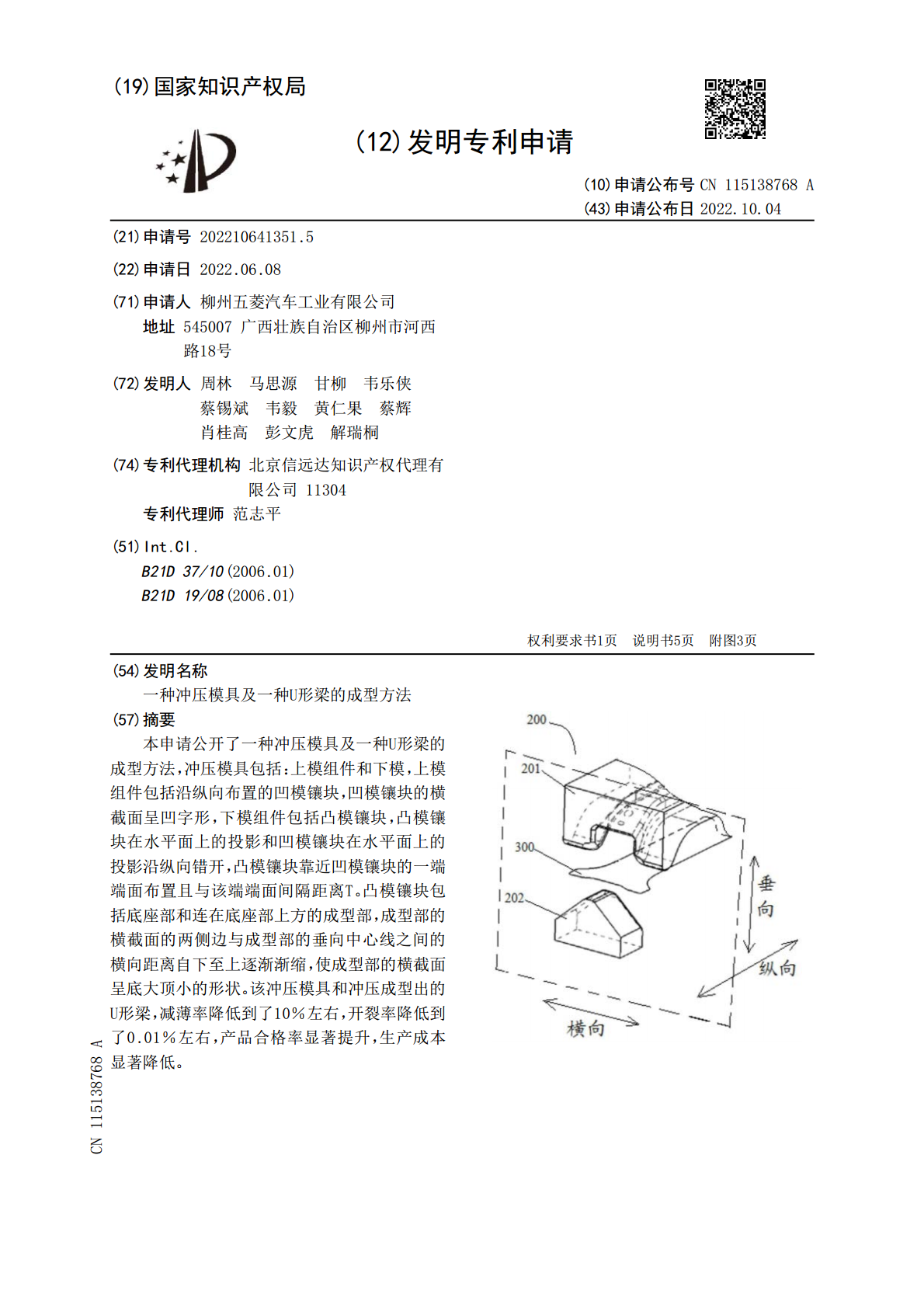
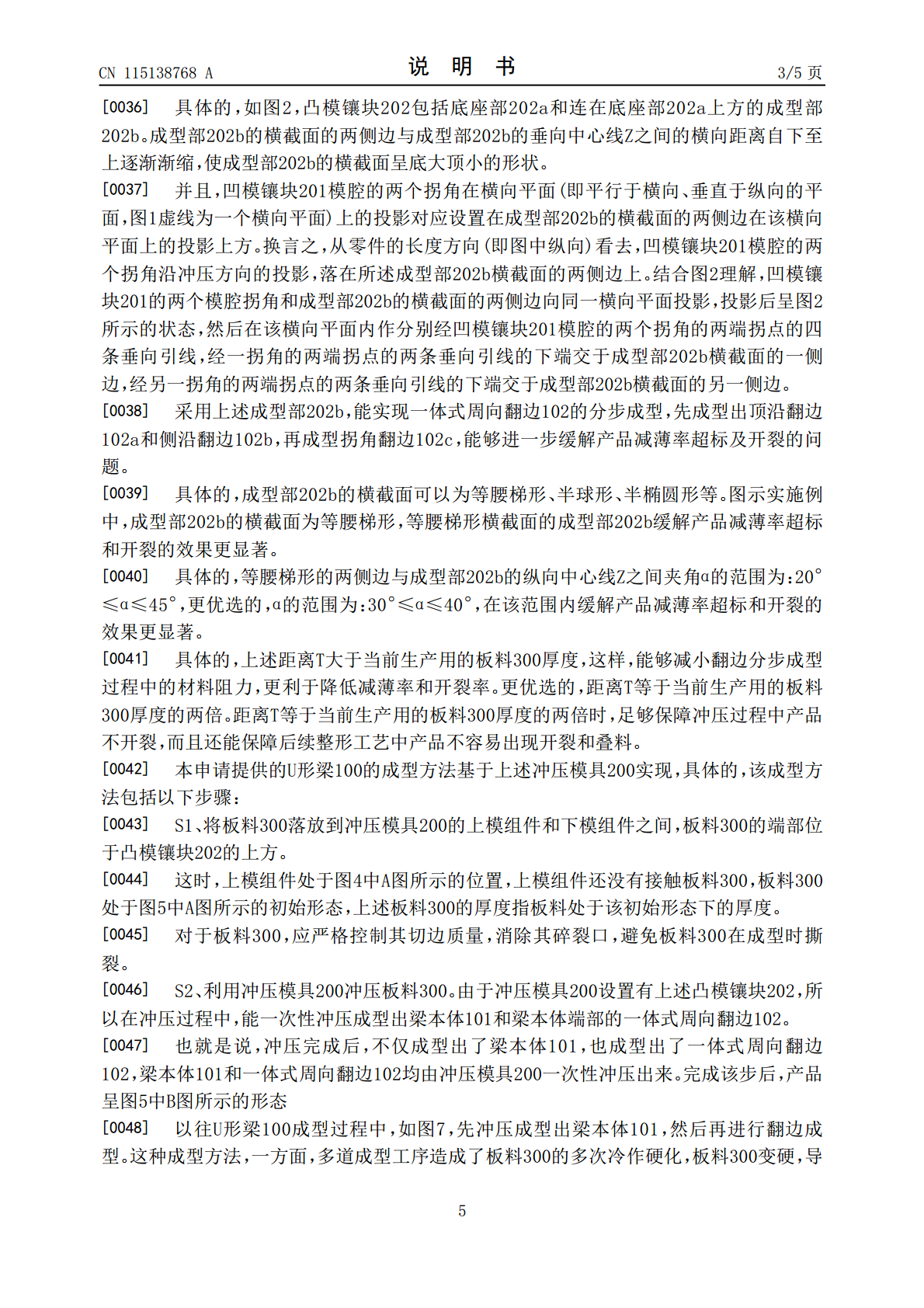
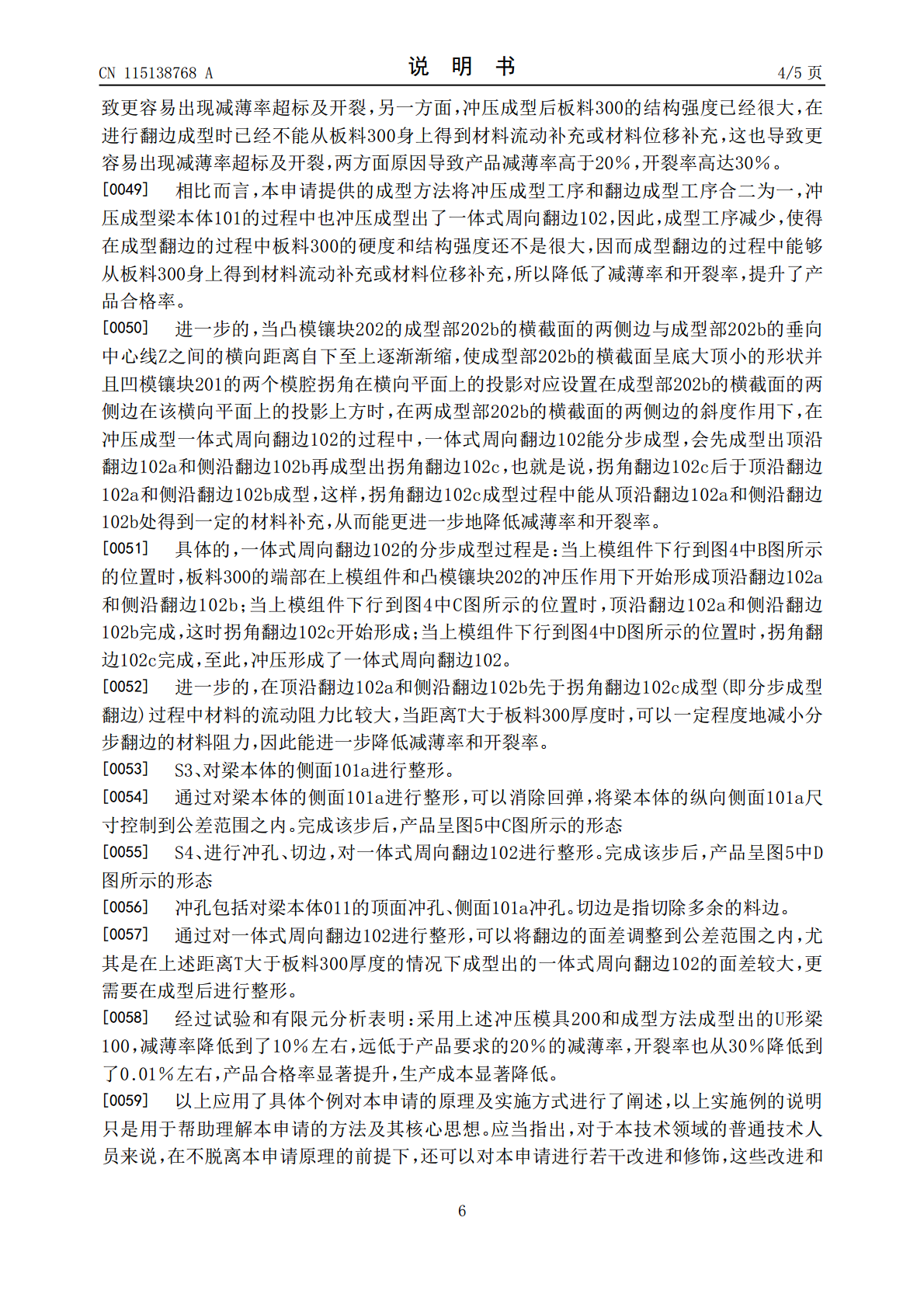
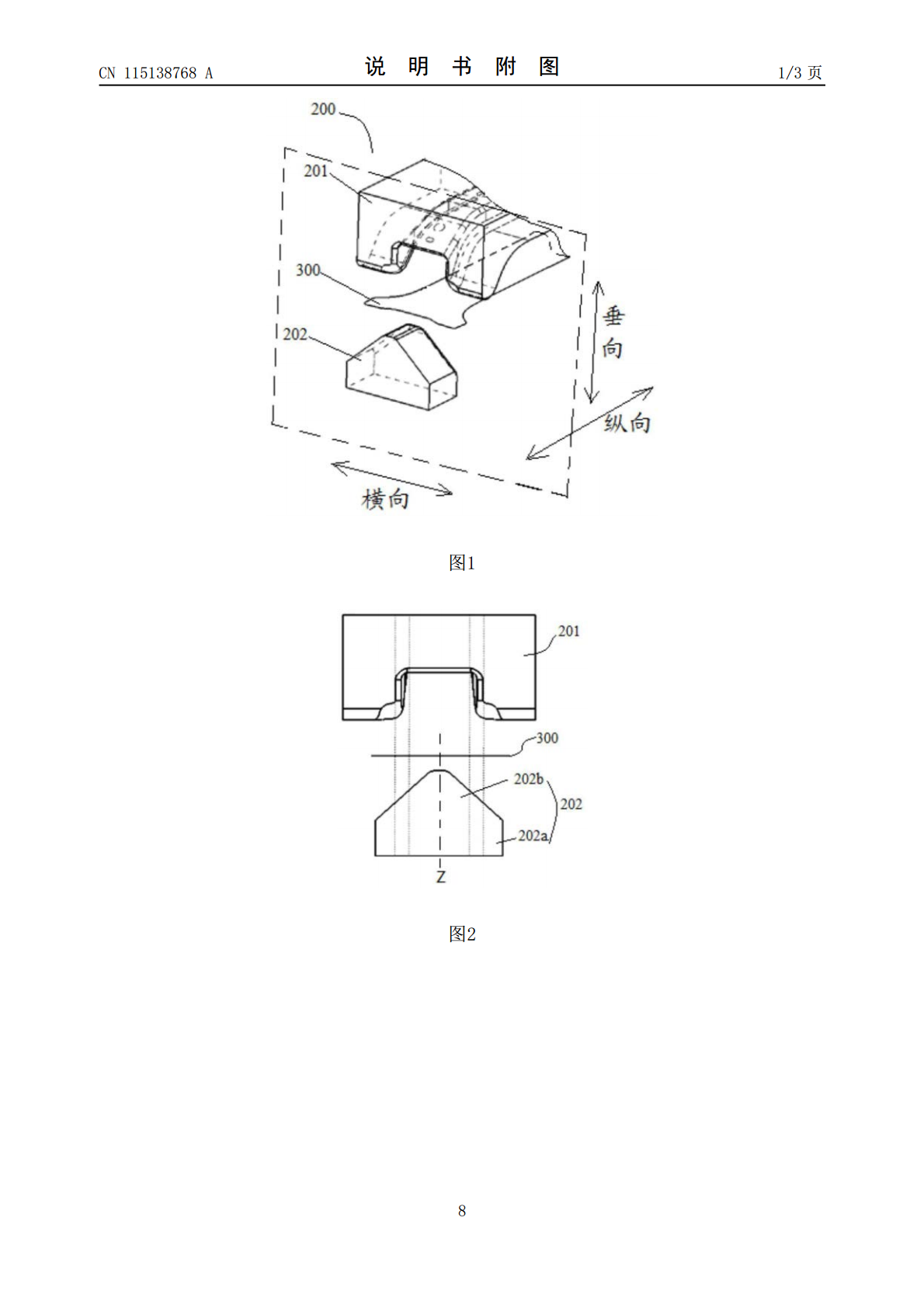
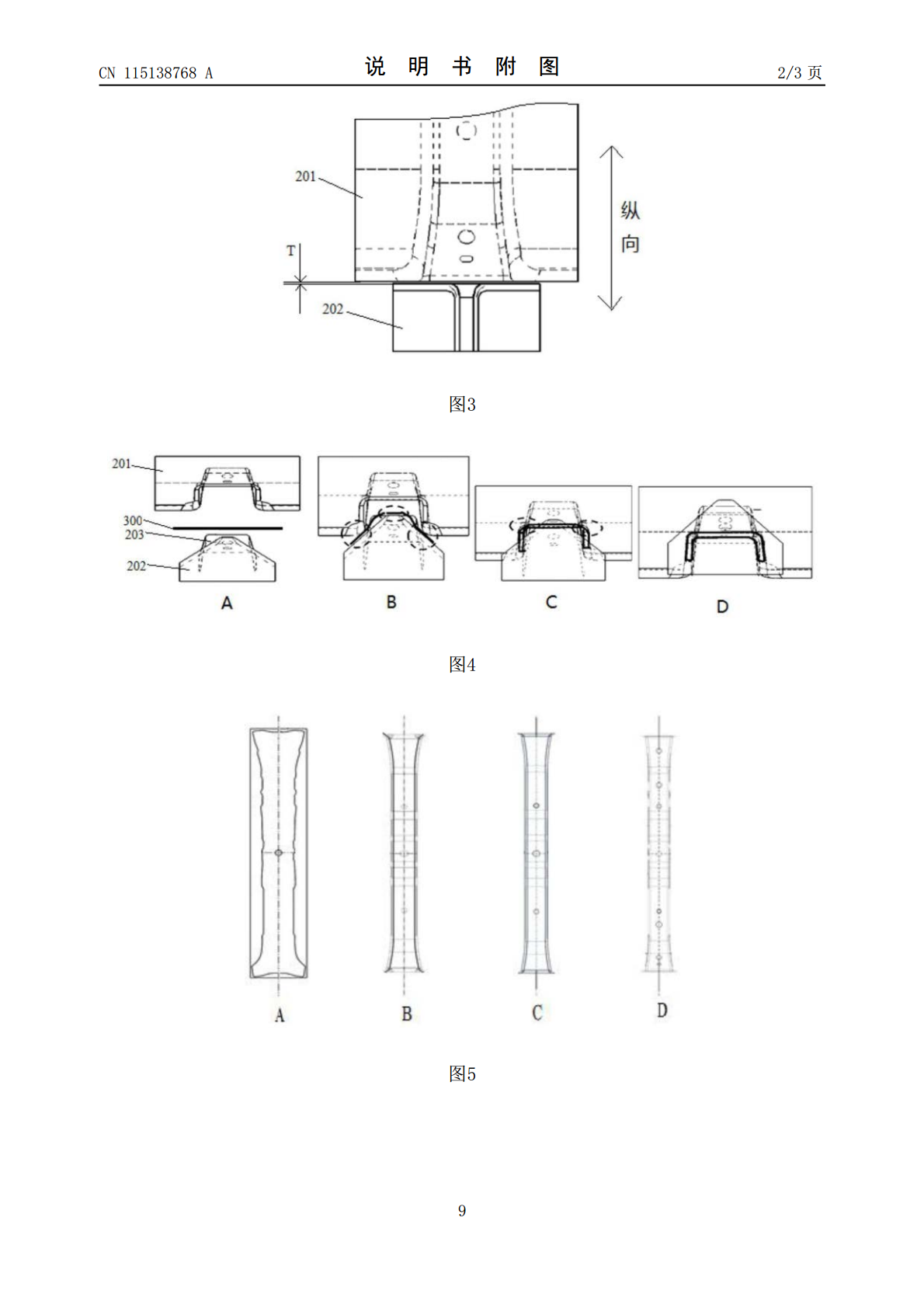
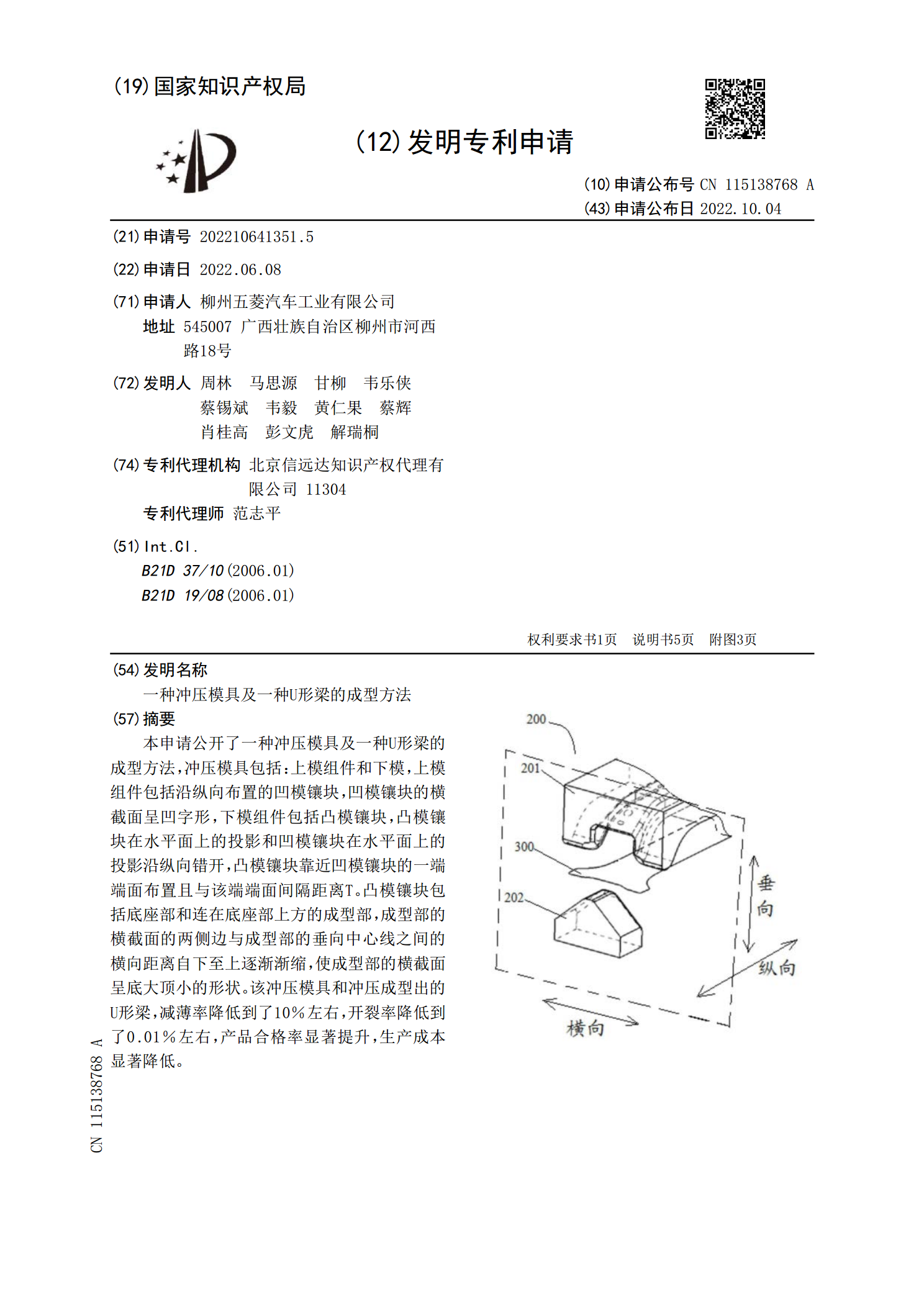
本申请公开了一种冲压模具及一种U形梁的成型方法,冲压模具包括:上模组件和下模,上模组件包括沿纵向布置的凹模镶块,凹模镶块的横截面呈凹字形,下模组件包括凸模镶块,凸模镶块在水平面上的投影和凹模镶块在水平面上的投影沿纵向错开,凸模镶块靠近凹模镶块的一端端面布置且与该端端面间隔距离T。凸模镶块包括底座部和连在底座部上方的成型部,成型部的横截面的两侧边与成型部的垂向中心线之间的横向距离自下至上逐渐渐缩,使成型部的横截面呈底大顶小的形状。该冲压模具和冲压成型出的U形梁,减薄率降低到了10%左右,开裂率降低到了0.0

一种U形板的冲压模具.pdf
本发明提供了一种U形板的冲压模具,包括上模座、下模座、导柱和导套,导柱设置在下模座上,导套设置于上模座上,导柱滑动套设在导套内,上模座和下模座之间留有冲压模腔;上模座的下端面连接有上模板,上模板的下端面连接有凸模固定板,凸模固定板的下端面连接有凸模,上模座的上端面设置有模柄,模柄的下端连接有下压柱,下压柱贯穿上模座、上模板和凸模固定座,下压柱的下端推动连接凸模;下模座的上端面连接有下模板,下模板的上端面连接有对应凸模的凹模。有益效果是具备冲压U形板的专业模具结构,冲压高效,板材能够快速冲压成型,而且具备自

一种浅U形工件成型模具.pdf
本实用新型提供一种浅U形工件成型模具。所述浅U形工件成型模具包括:模具组件和定位组件;所述模具组件包括下安装板、安装槽、下模具、模槽、上安装板和上模具,所述安装槽开设在下安装板的顶部,所述下模具设置在安装槽内,所述下模具的顶部位于安装槽外,所述下模具与安装槽相适配,所述模槽开设在下模具上,所述上安装板设置在下安装板的上方,所述上模具固定安装在上安装板的底部,所述上模具位于模槽的正上方,所述上模具与模槽相适配。本实用新型提供的浅U形工件成型模具简单有效的对浅U形工件成型进行折弯成型,并能够进行定位,提升加工
一种冲压成型模具.pdf
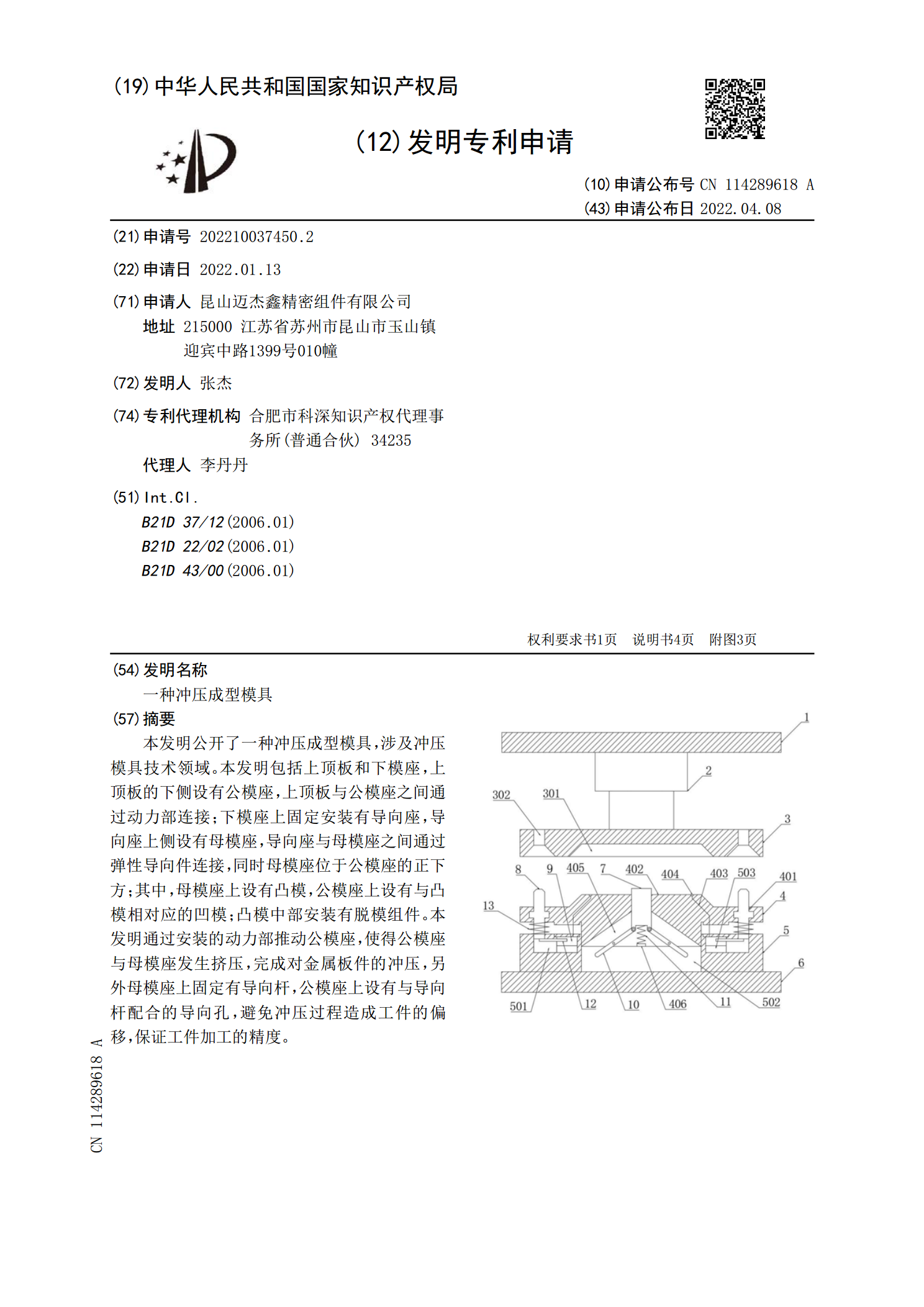
本发明公开了一种冲压成型模具,涉及冲压模具技术领域。本发明包括上顶板和下模座,上顶板的下侧设有公模座,上顶板与公模座之间通过动力部连接;下模座上固定安装有导向座,导向座上侧设有母模座,导向座与母模座之间通过弹性导向件连接,同时母模座位于公模座的正下方;其中,母模座上设有凸模,公模座上设有与凸模相对应的凹模;凸模中部安装有脱模组件。本发明通过安装的动力部推动公模座,使得公模座与母模座发生挤压,完成对金属板件的冲压,另外母模座上固定有导向杆,公模座上设有与导向杆配合的导向孔,避免冲压过程造成工件的偏移,保证工
一种冲压成型模具.pdf
本发明公开了一种冲压成型模具,包括模具安装底板,模具安装底板的上方安装有下模,下模上设有成型槽,下模的上方安装有导向轴,导向轴的上端安装有上模安装板,上模安装板靠近下模的一侧安装有上模,上模靠近下模的一侧设有冲压凸块,且冲压凸块与成型槽匹配,上模安装板的一侧安装有冲压切刀,导向轴远离冲压切刀的一侧设有压紧支架,压紧支架上安装有气缸,气缸的活塞端安装有压紧块,下模的两侧均设有滚轮组,滚轮组之间通过链条连接,模具安装底板上设有落料孔。本发明,该设计一体化冲压成型,减少人工上下料的时间,保障操作人员的安全,避免