
一种浅U形工件成型模具.pdf

书生****12


1/10

2/10

3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种浅U形工件成型模具.pdf
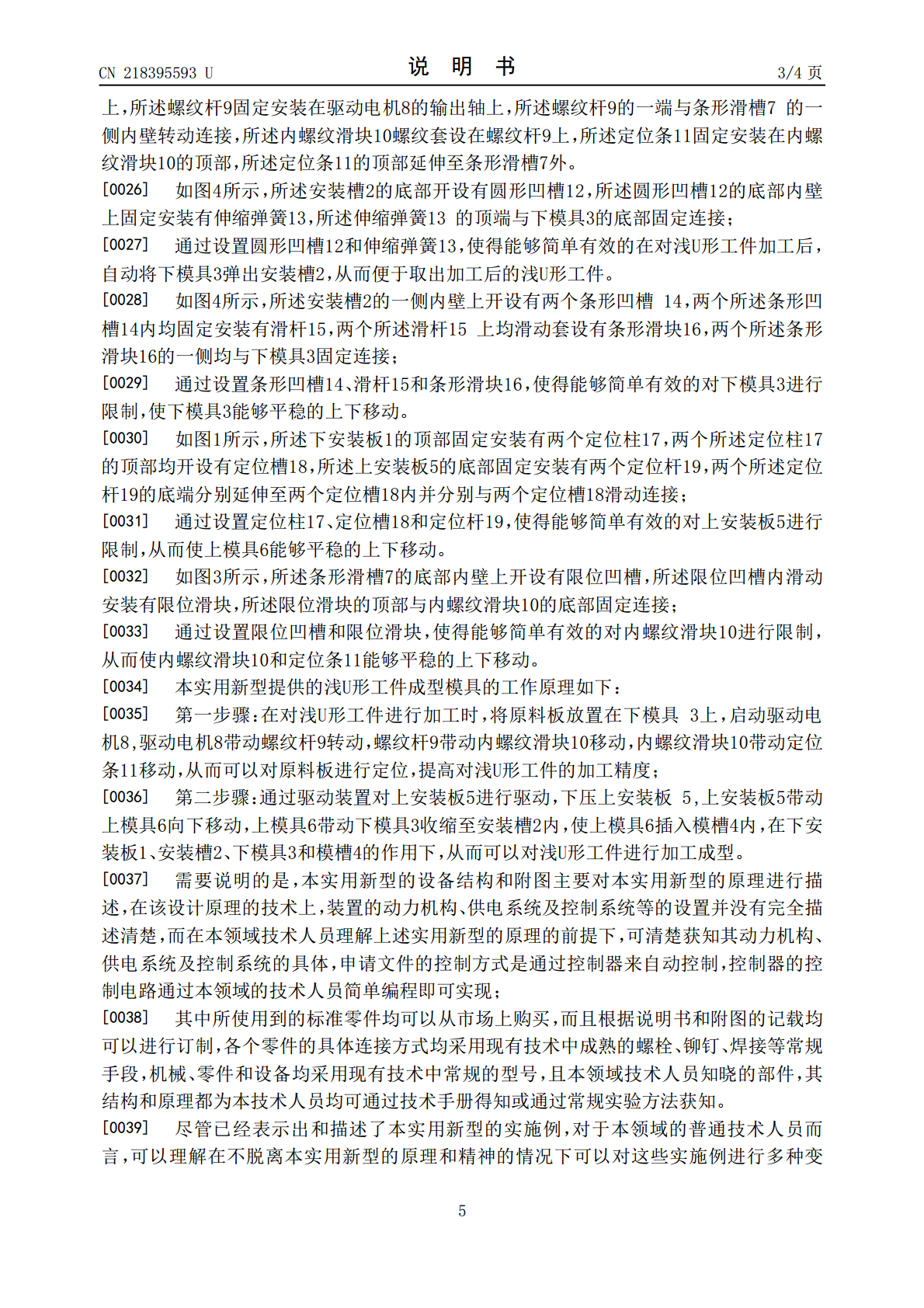
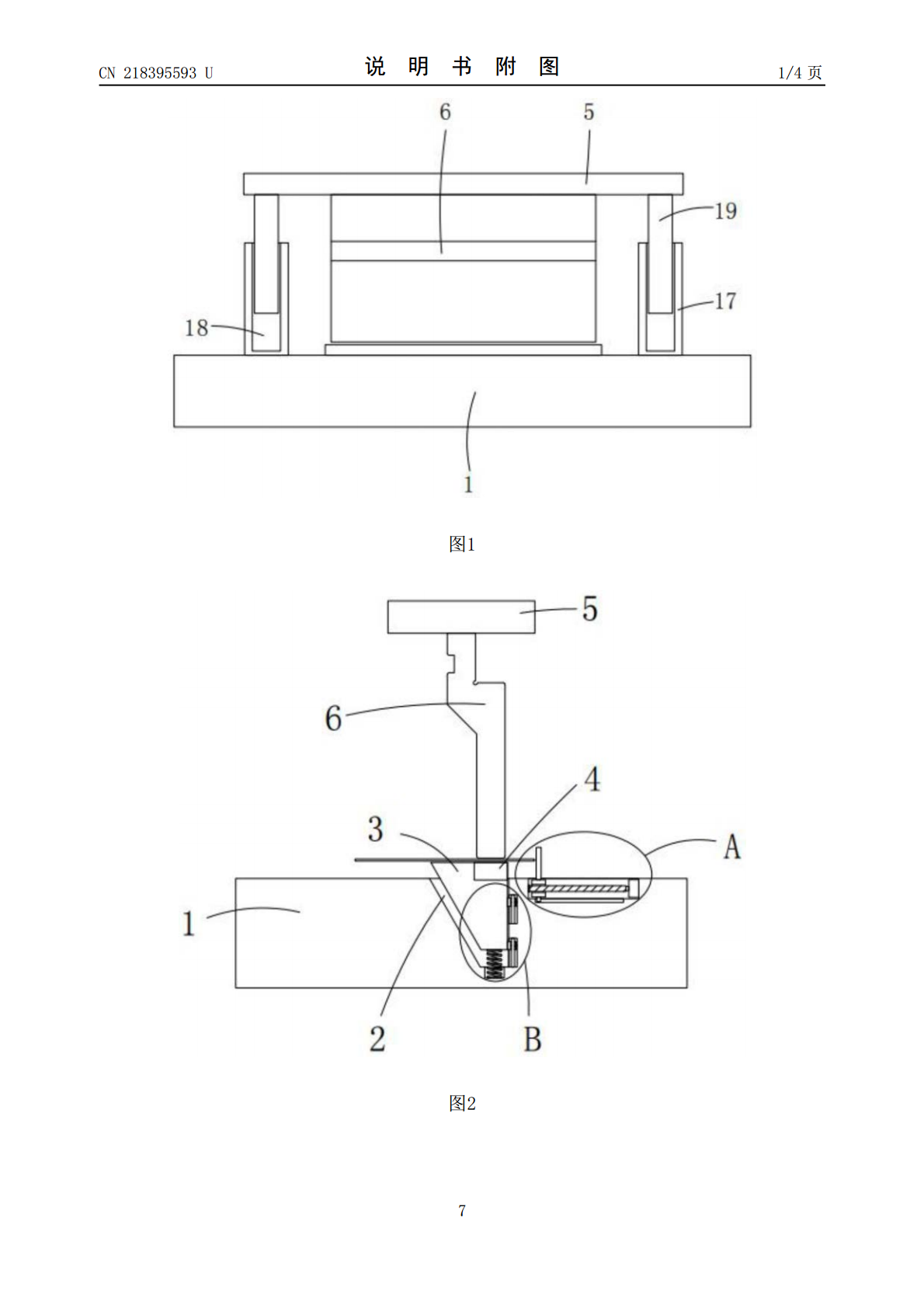
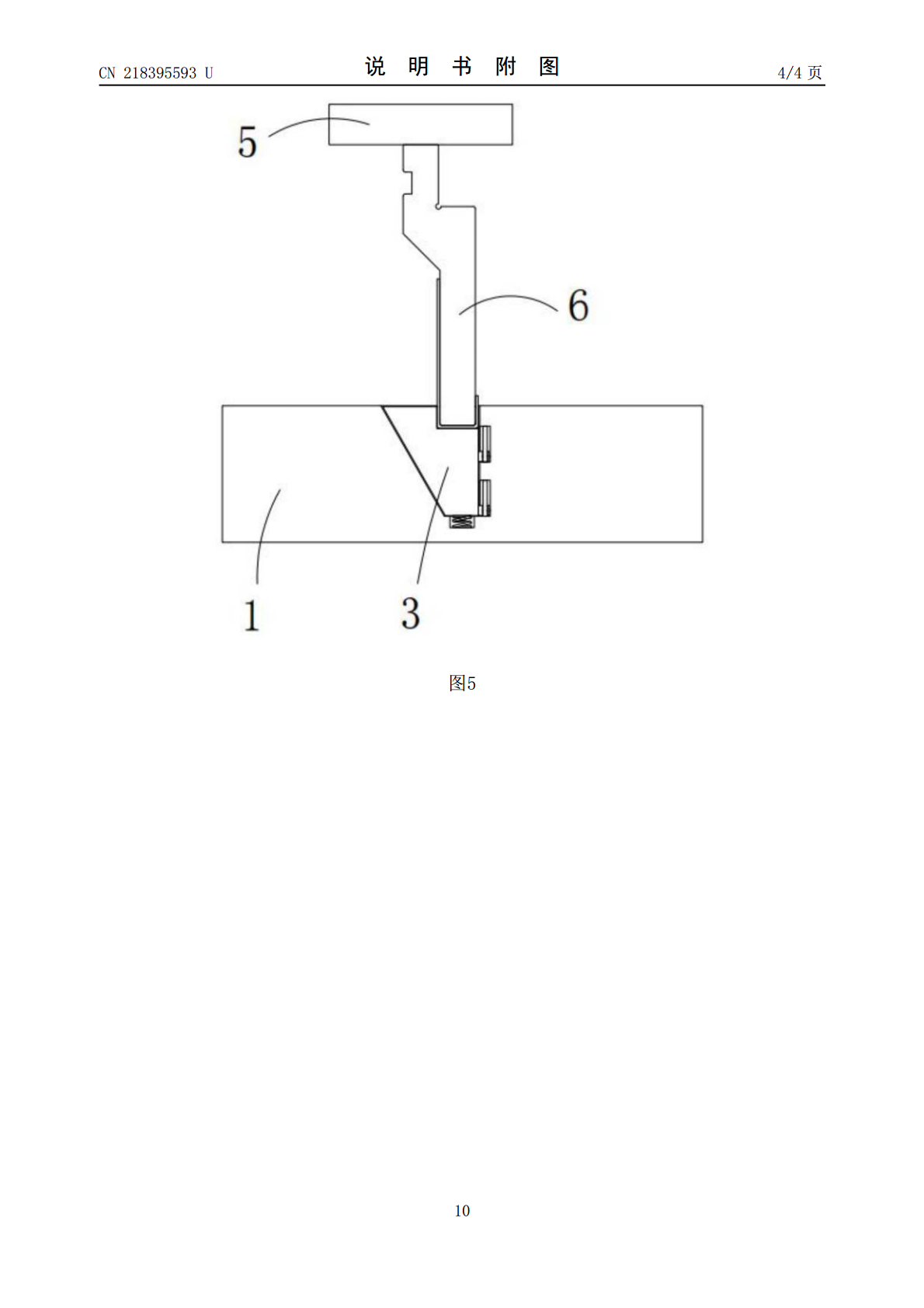
本实用新型提供一种浅U形工件成型模具。所述浅U形工件成型模具包括:模具组件和定位组件;所述模具组件包括下安装板、安装槽、下模具、模槽、上安装板和上模具,所述安装槽开设在下安装板的顶部,所述下模具设置在安装槽内,所述下模具的顶部位于安装槽外,所述下模具与安装槽相适配,所述模槽开设在下模具上,所述上安装板设置在下安装板的上方,所述上模具固定安装在上安装板的底部,所述上模具位于模槽的正上方,所述上模具与模槽相适配。本实用新型提供的浅U形工件成型模具简单有效的对浅U形工件成型进行折弯成型,并能够进行定位,提升加工
一种冲压模具及一种U形梁的成型方法.pdf
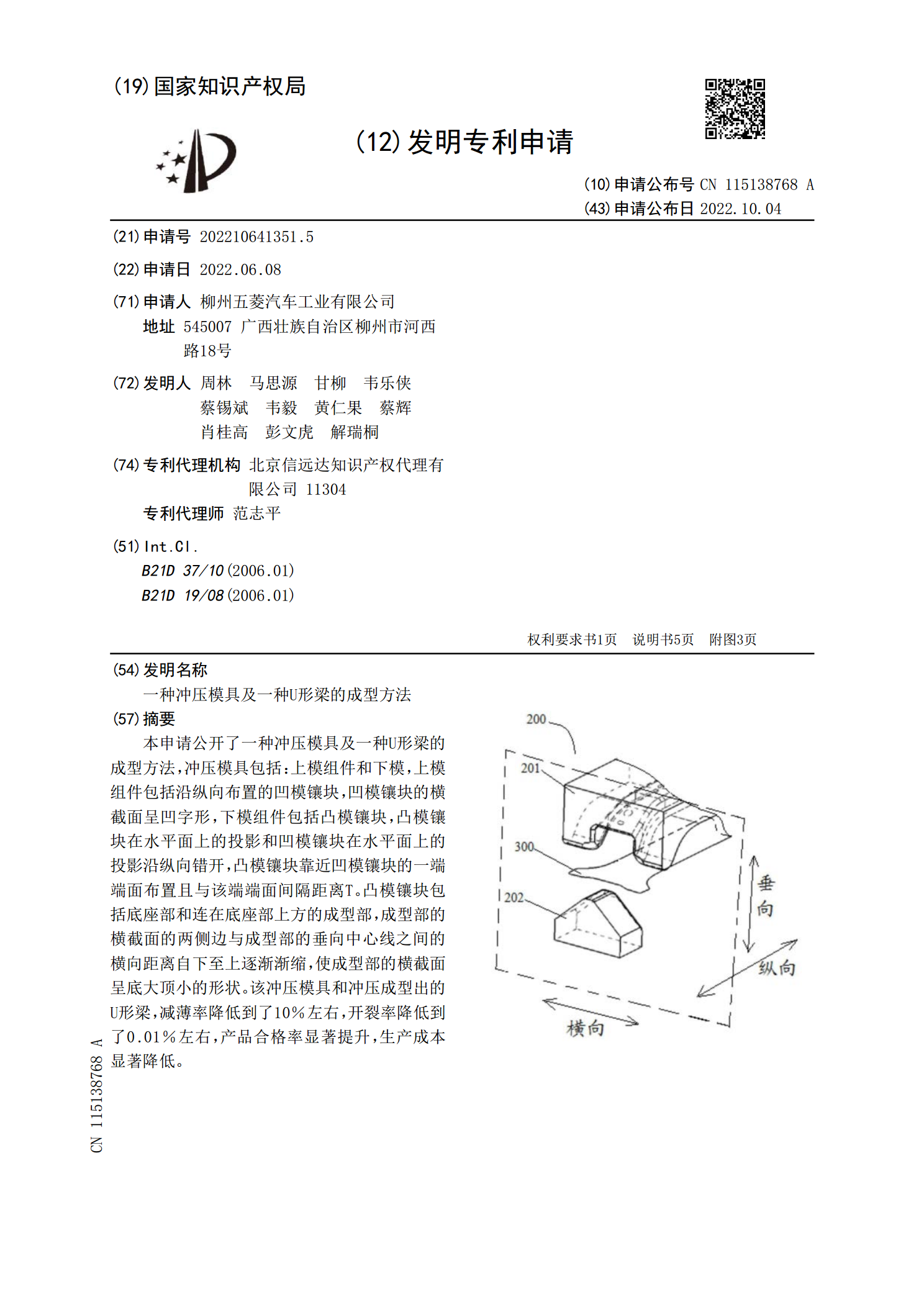
本申请公开了一种冲压模具及一种U形梁的成型方法,冲压模具包括:上模组件和下模,上模组件包括沿纵向布置的凹模镶块,凹模镶块的横截面呈凹字形,下模组件包括凸模镶块,凸模镶块在水平面上的投影和凹模镶块在水平面上的投影沿纵向错开,凸模镶块靠近凹模镶块的一端端面布置且与该端端面间隔距离T。凸模镶块包括底座部和连在底座部上方的成型部,成型部的横截面的两侧边与成型部的垂向中心线之间的横向距离自下至上逐渐渐缩,使成型部的横截面呈底大顶小的形状。该冲压模具和冲压成型出的U形梁,减薄率降低到了10%左右,开裂率降低到了0.0

一种U型工件调压模具的结构.pdf
一种U型工件调压模具的结构,是在台板的T型槽D中,用T型螺栓左右各安装右支架与左支架,同时,用销钉在上面安装滚轮,他们同组成凹模结构,在冲头的左右两侧,用锁钉对称的安装滚轮他们共同组成凸模,将棒形材料放在左支架、右支架上面的滚轮的槽C内,与模具平板上,调节好上下模具相对位置,即可以冲压成形,若U型件的开档宽度有变化,只需调节左支架与右支架之间的距离,相应的更换冲头,并适应、适应距相对位,使冲头上的两只滚轮之间有适应的距离。

一种异型工件一次成型组合模具.pdf
本发明涉及一种异型工件一次成型组合模具,包括上模板、下模板、主轴孔、上模块、基座、下模块、注塑型腔、侧模板、侧模块以及上模导向块,上模板与下模板合模后继续加压使下模导向下压,所述下模内部下端四角均滑动导向安装有限位导杆,该多个限位导杆均轴向固定在基座上限定下模的下压方向及下压距离,多个限位导杆之间的基座中部固装有多根轴向的细导杆,该多根细导杆对应的下模板及下模块位置均制有通孔,细导杆所对应位置的注塑型腔内形成孔或盲孔。本发明的结构简单、设计合理、加工效率高,结构简单使用寿命长,结构的稳定性好,加工精确度高
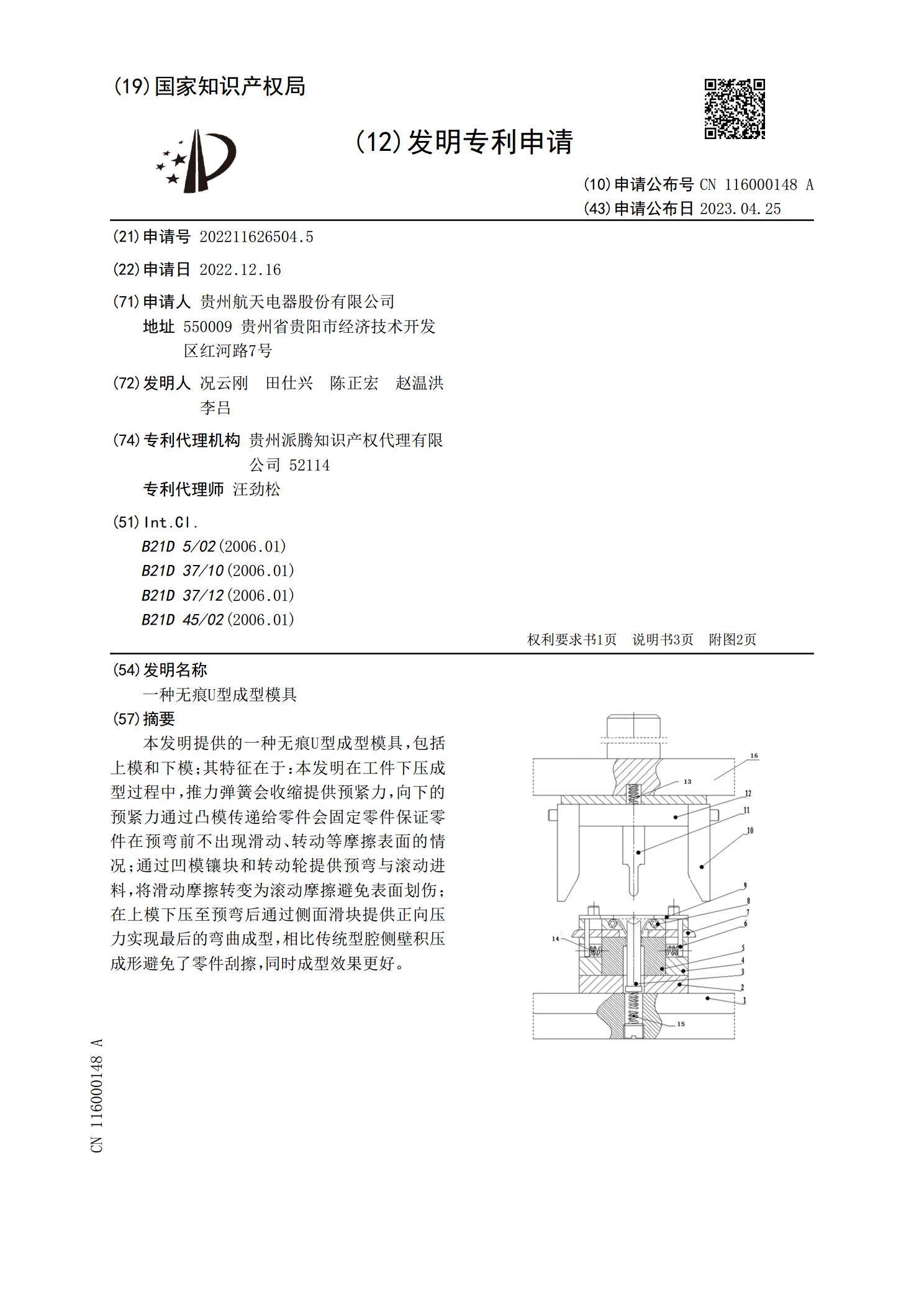
一种无痕U型成型模具.pdf
本发明提供的一种无痕U型成型模具,包括上模和下模;其特征在于:本发明在工件下压成型过程中,推力弹簧会收缩提供预紧力,向下的预紧力通过凸模传递给零件会固定零件保证零件在预弯前不出现滑动、转动等摩擦表面的情况;通过凹模镶块和转动轮提供预弯与滚动进料,将滑动摩擦转变为滚动摩擦避免表面划伤;在上模下压至预弯后通过侧面滑块提供正向压力实现最后的弯曲成型,相比传统型腔侧壁积压成形避免了零件刮擦,同时成型效果更好。