
一种复合材料主承载梁及整体成型方法.pdf

玉怡****文档

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种复合材料主承载梁及整体成型方法.pdf
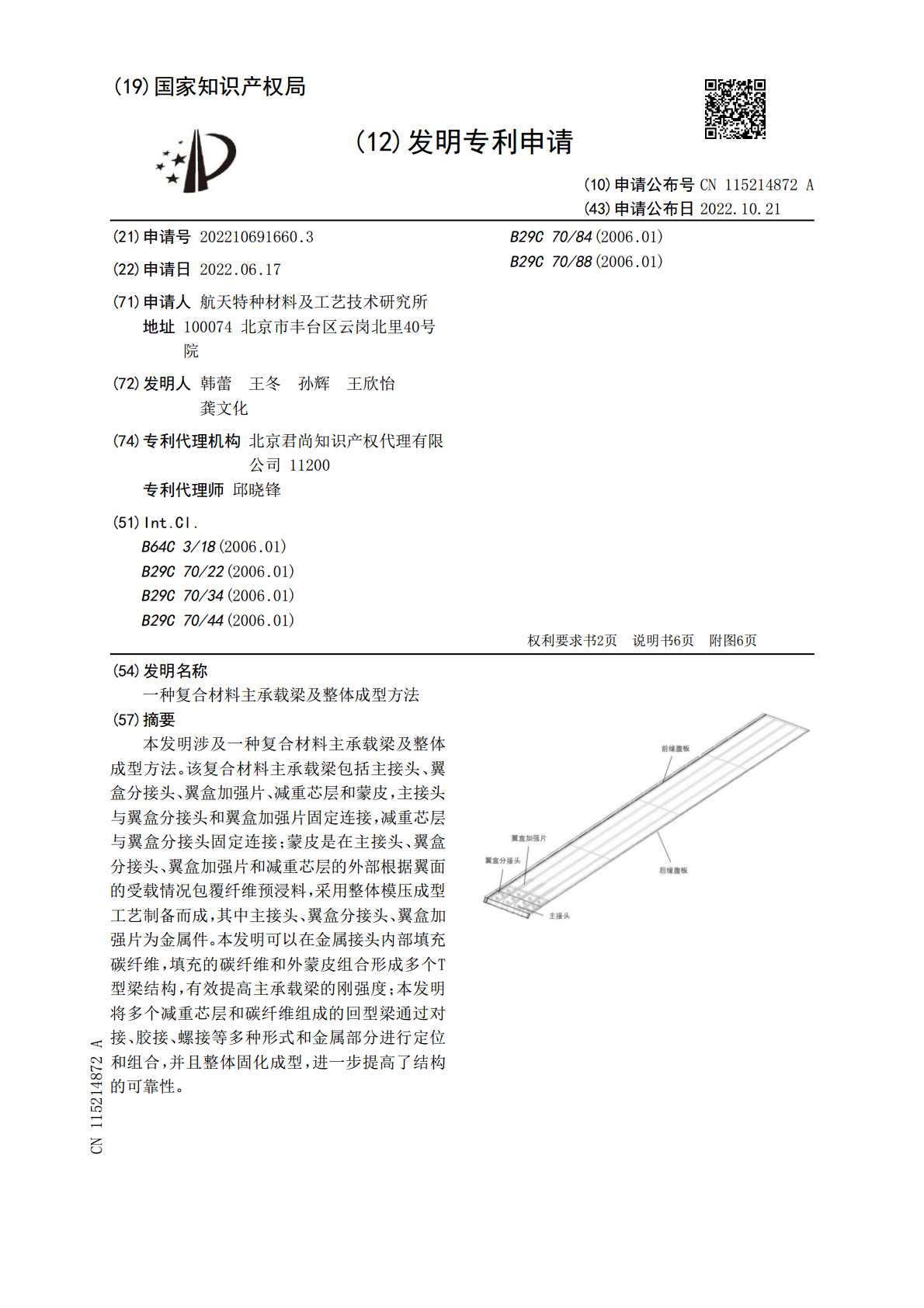
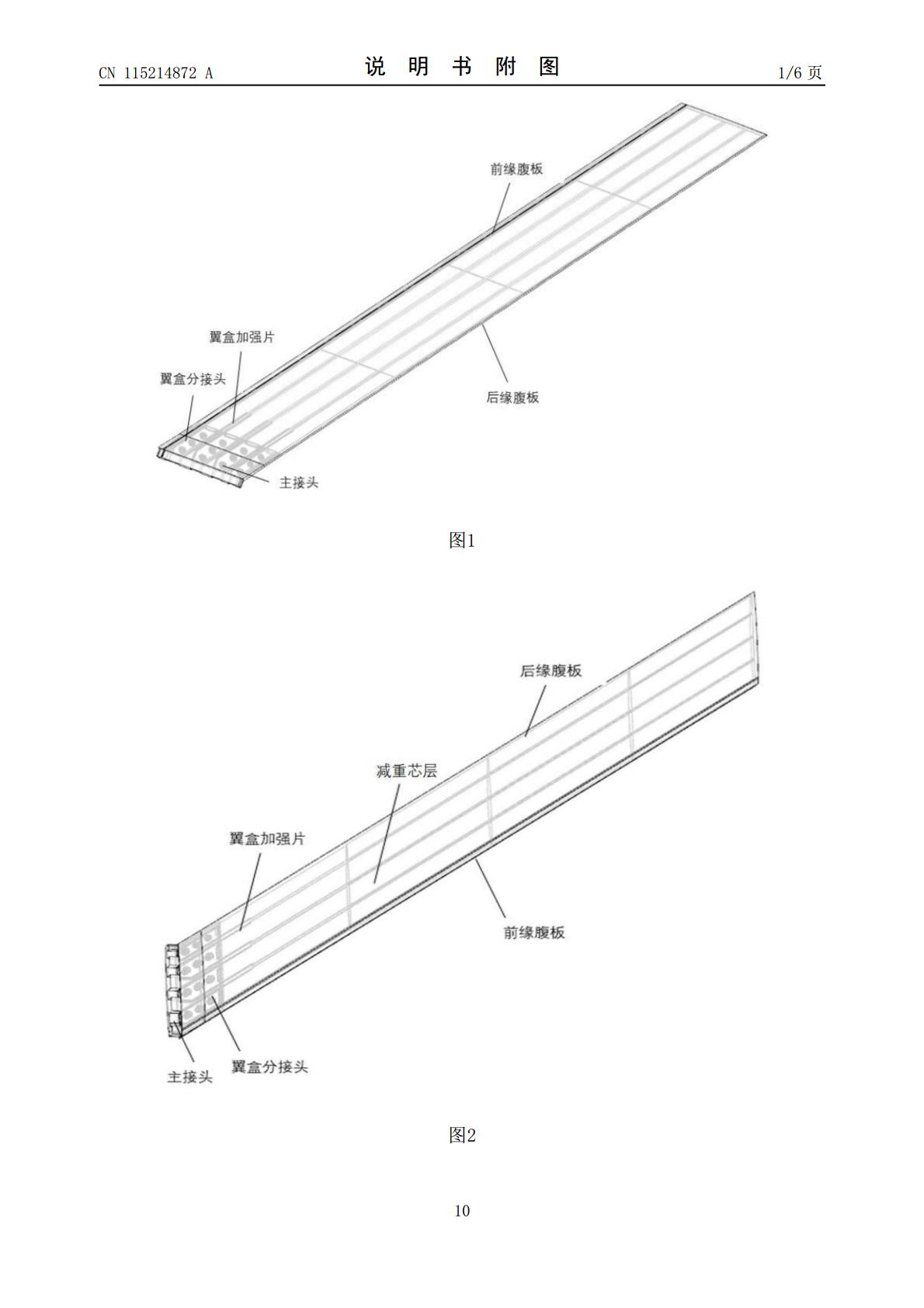
本发明涉及一种复合材料主承载梁及整体成型方法。该复合材料主承载梁包括主接头、翼盒分接头、翼盒加强片、减重芯层和蒙皮,主接头与翼盒分接头和翼盒加强片固定连接,减重芯层与翼盒分接头固定连接;蒙皮是在主接头、翼盒分接头、翼盒加强片和减重芯层的外部根据翼面的受载情况包覆纤维预浸料,采用整体模压成型工艺制备而成,其中主接头、翼盒分接头、翼盒加强片为金属件。本发明可以在金属接头内部填充碳纤维,填充的碳纤维和外蒙皮组合形成多个T型梁结构,有效提高主承载梁的刚强度;本发明将多个减重芯层和碳纤维组成的回型梁通过对接、胶接、
一种复合材料车体整体成型方法.pdf
本发明属于复合材料成型技术领域,具体涉及一种复合材料车体整体成型方法,包括以下步骤:车体分段成型;车体各节段组装;车体外围整体铺设复合材料织物;通过复合材料液体成型工艺对车体整体成型并加热固化。在本发明中,通过将车体分段设计后再行组装,可使得整个车体获得一个较为稳定的主体结构,尺寸稳定性高,可提高整个车体的机械性能,同时模具费用也有效降低降低;各个车体节段的组装较容易实现,组装后通过整体采用液体成型工艺成型,可获得所需的车体外部轮廓,最终产品更加美观可靠。
一种复合材料柔性梁控压成型方法.pdf
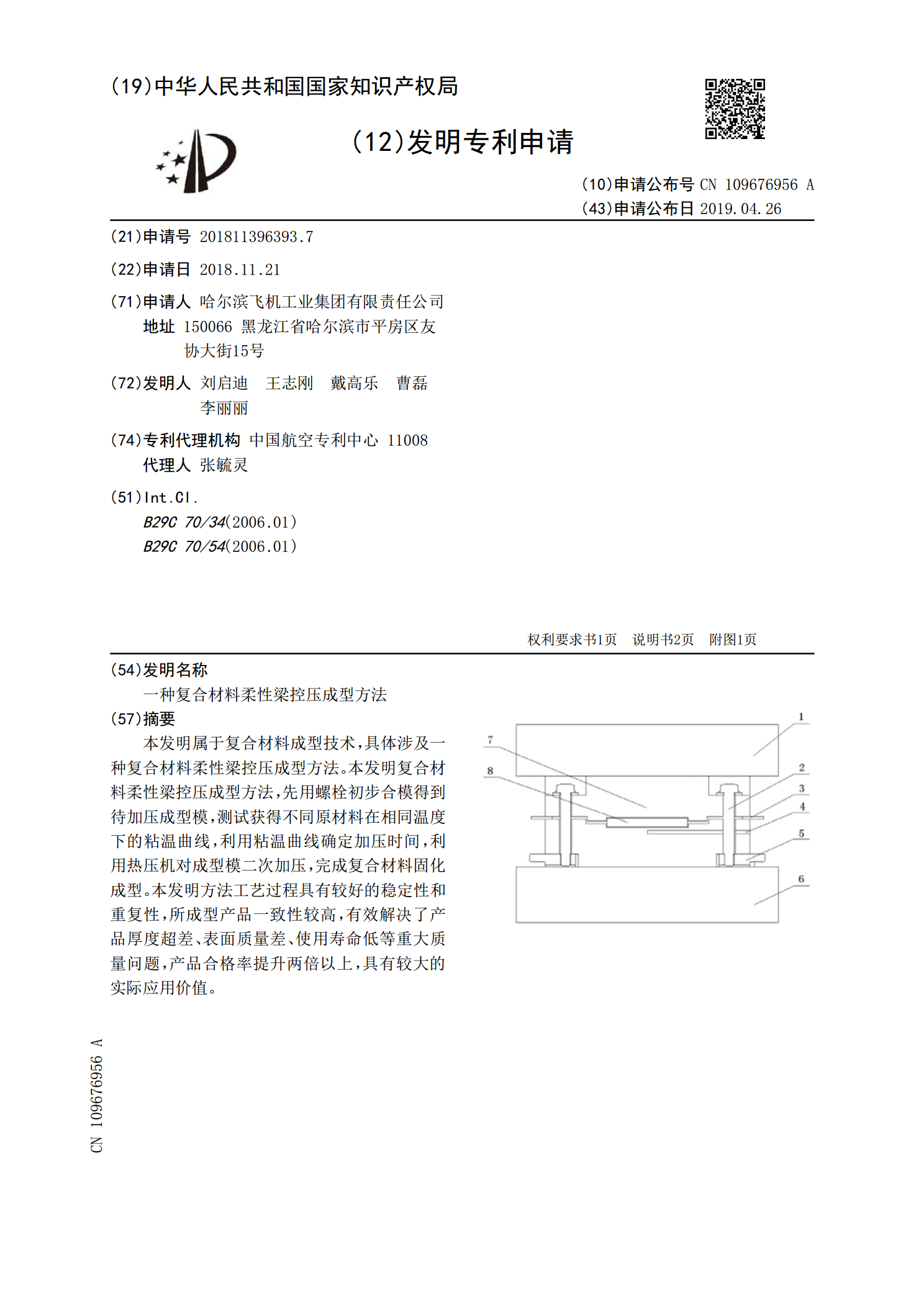
本发明属于复合材料成型技术,具体涉及一种复合材料柔性梁控压成型方法。本发明复合材料柔性梁控压成型方法,先用螺栓初步合模得到待加压成型模,测试获得不同原材料在相同温度下的粘温曲线,利用粘温曲线确定加压时间,利用热压机对成型模二次加压,完成复合材料固化成型。本发明方法工艺过程具有较好的稳定性和重复性,所成型产品一致性较高,有效解决了产品厚度超差、表面质量差、使用寿命低等重大质量问题,产品合格率提升两倍以上,具有较大的实际应用价值。
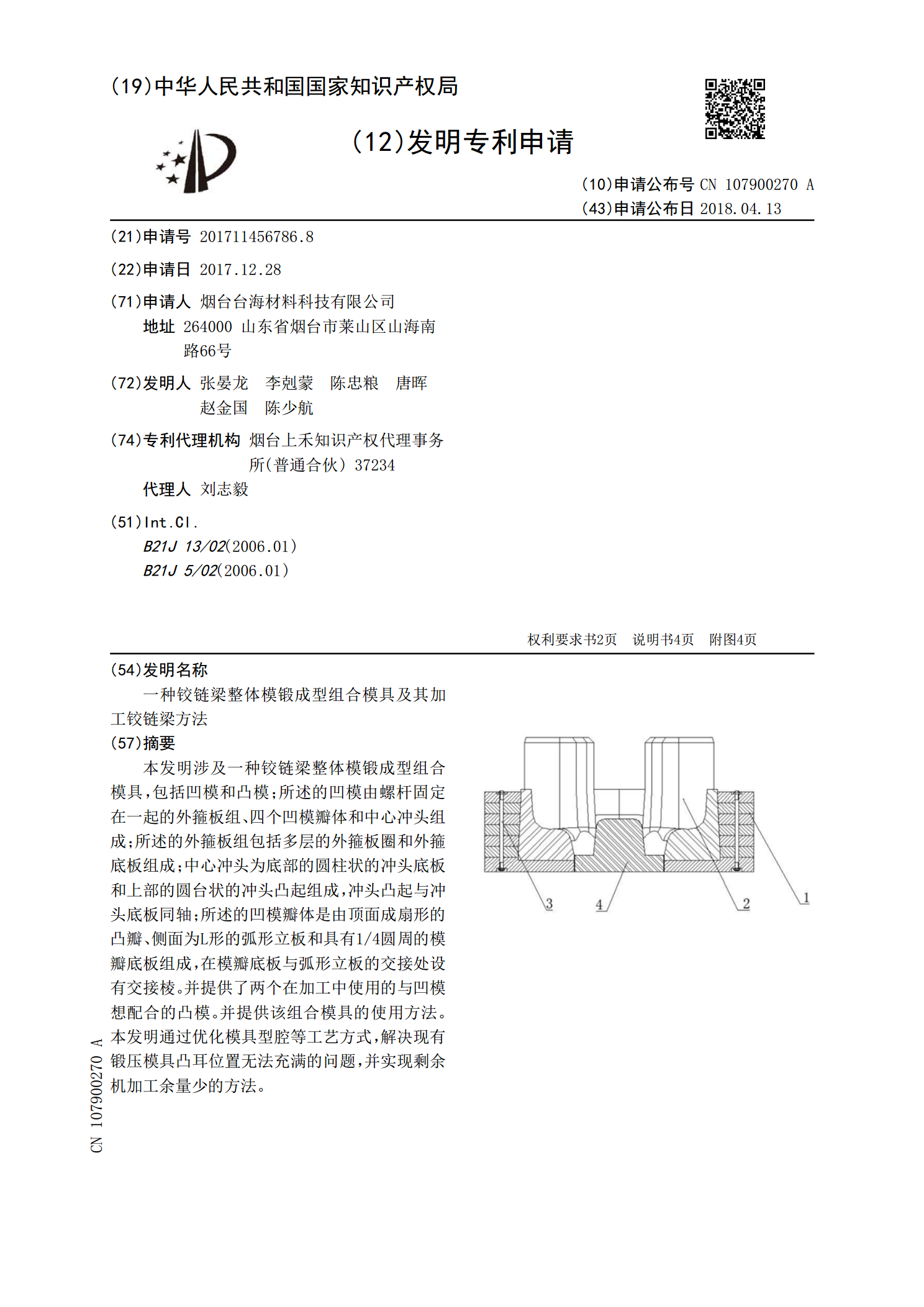
一种铰链梁整体模锻成型组合模具及其加工铰链梁方法.pdf
本发明涉及一种铰链梁整体模锻成型组合模具,包括凹模和凸模;所述的凹模由螺杆固定在一起的外箍板组、四个凹模瓣体和中心冲头组成;所述的外箍板组包括多层的外箍板圈和外箍底板组成;中心冲头为底部的圆柱状的冲头底板和上部的圆台状的冲头凸起组成,冲头凸起与冲头底板同轴;所述的凹模瓣体是由顶面成扇形的凸瓣、侧面为L形的弧形立板和具有1/4圆周的模瓣底板组成,在模瓣底板与弧形立板的交接处设有交接棱。并提供了两个在加工中使用的与凹模想配合的凸模。并提供该组合模具的使用方法。本发明通过优化模具型腔等工艺方式,解决现有锻压模具
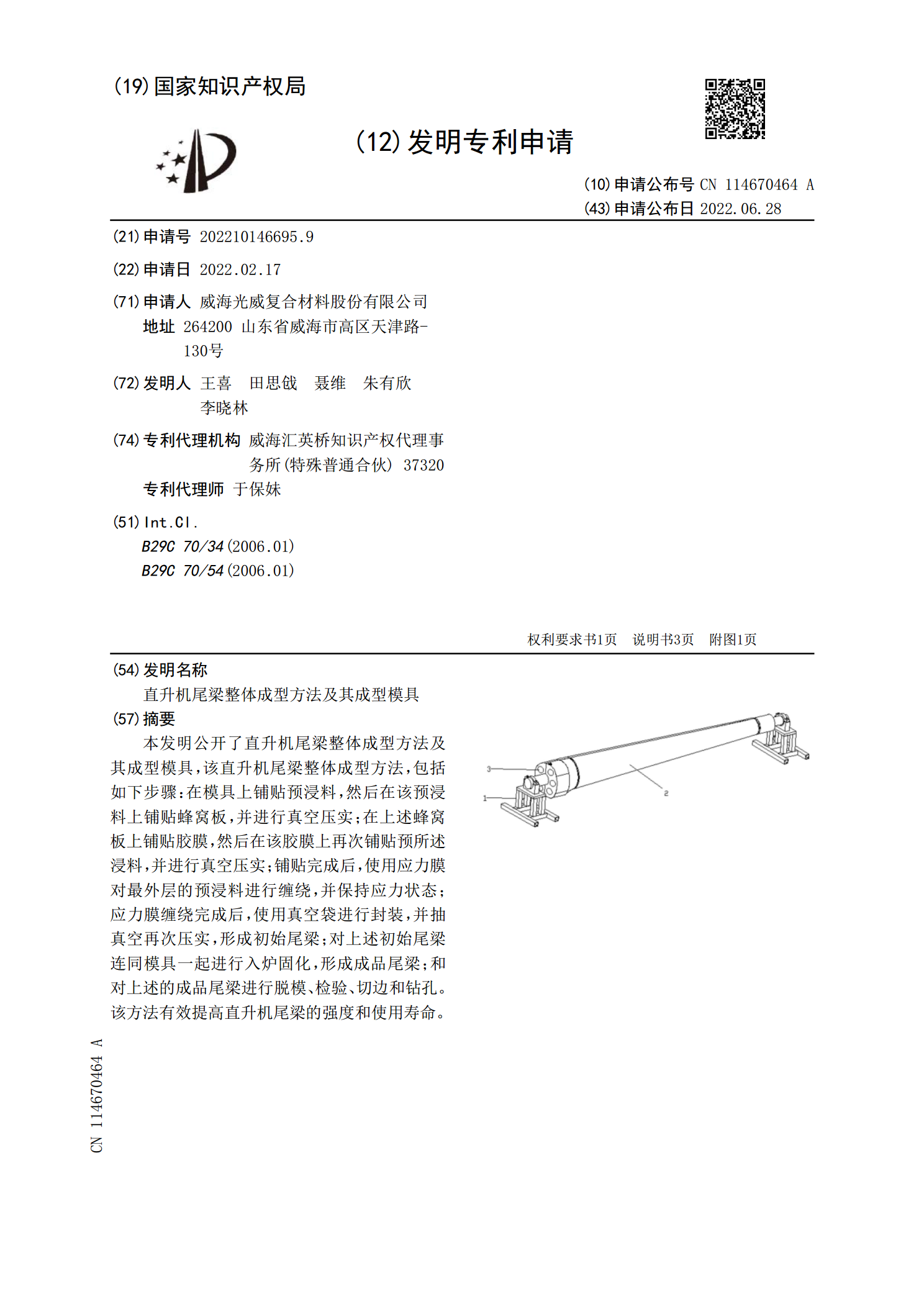
直升机尾梁整体成型方法及其成型模具.pdf
本发明公开了直升机尾梁整体成型方法及其成型模具,该直升机尾梁整体成型方法,包括如下步骤:在模具上铺贴预浸料,然后在该预浸料上铺贴蜂窝板,并进行真空压实;在上述蜂窝板上铺贴胶膜,然后在该胶膜上再次铺贴预所述浸料,并进行真空压实;铺贴完成后,使用应力膜对最外层的预浸料进行缠绕,并保持应力状态;应力膜缠绕完成后,使用真空袋进行封装,并抽真空再次压实,形成初始尾梁;对上述初始尾梁连同模具一起进行入炉固化,形成成品尾梁;和对上述的成品尾梁进行脱模、检验、切边和钻孔。该方法有效提高直升机尾梁的强度和使用寿命。