
塑胶成型问题分析.xls

qw****27

1/1
亲,该文档总共4页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
塑胶成型问题分析.xls
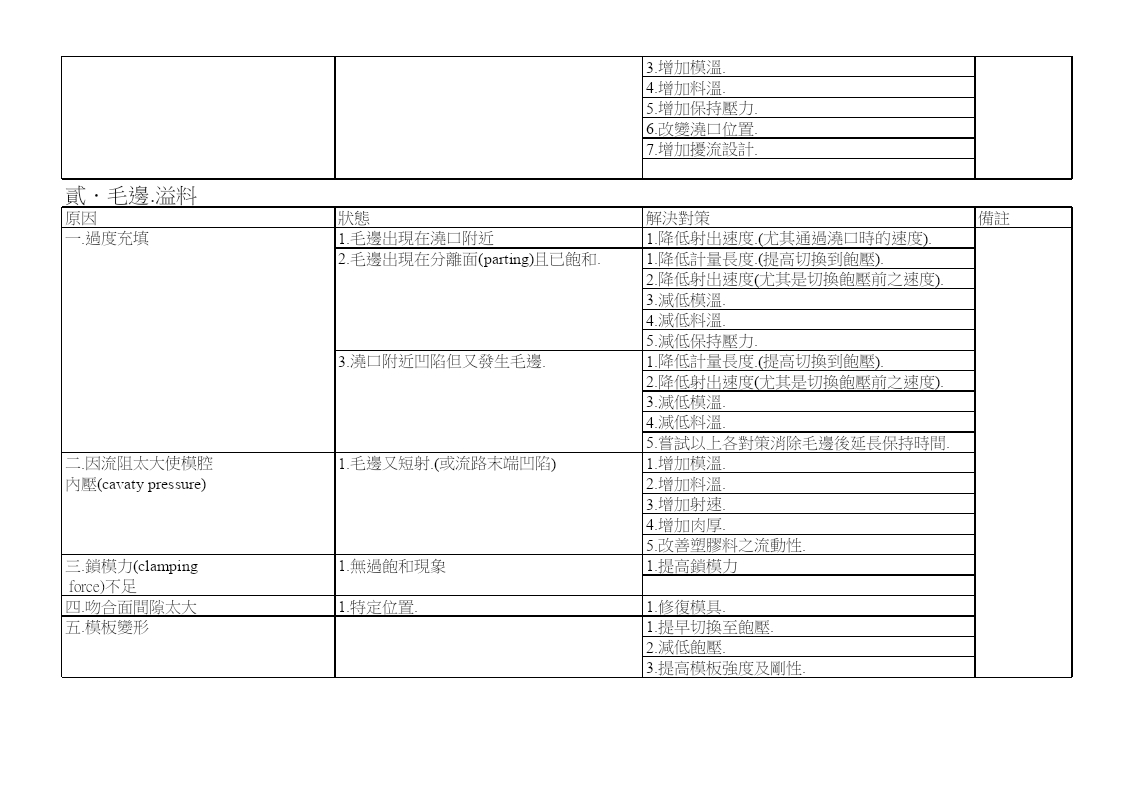
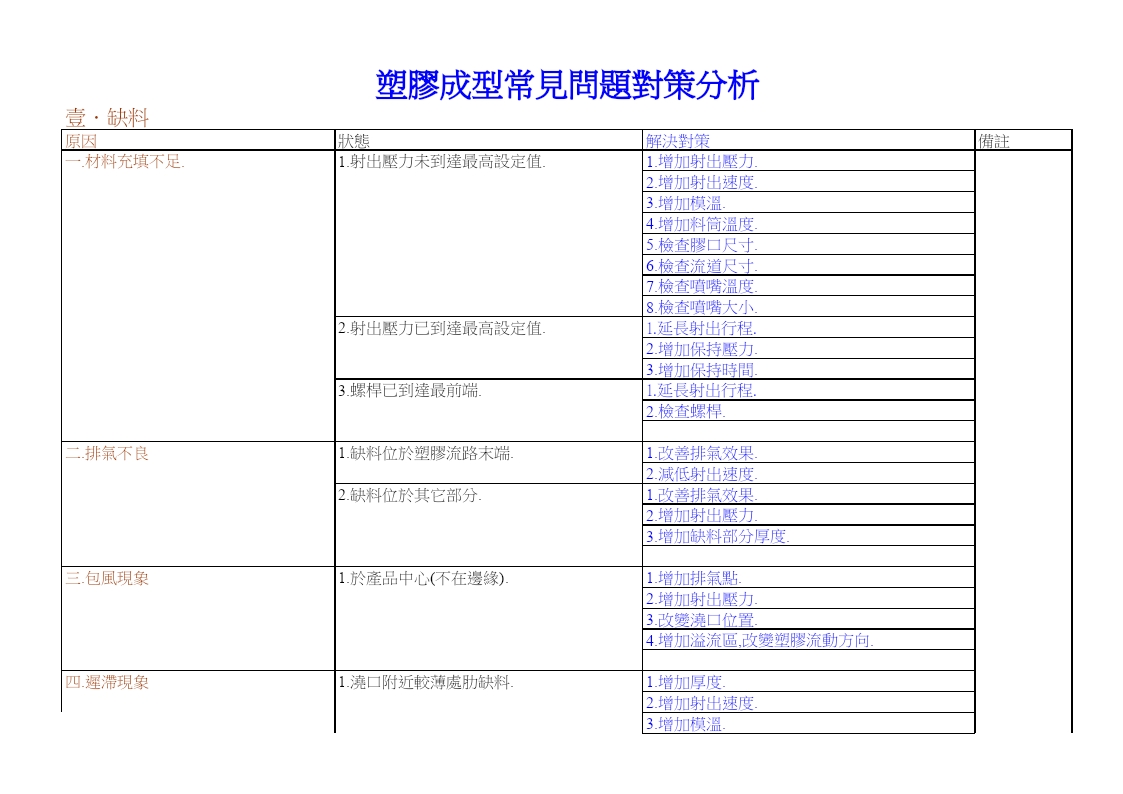
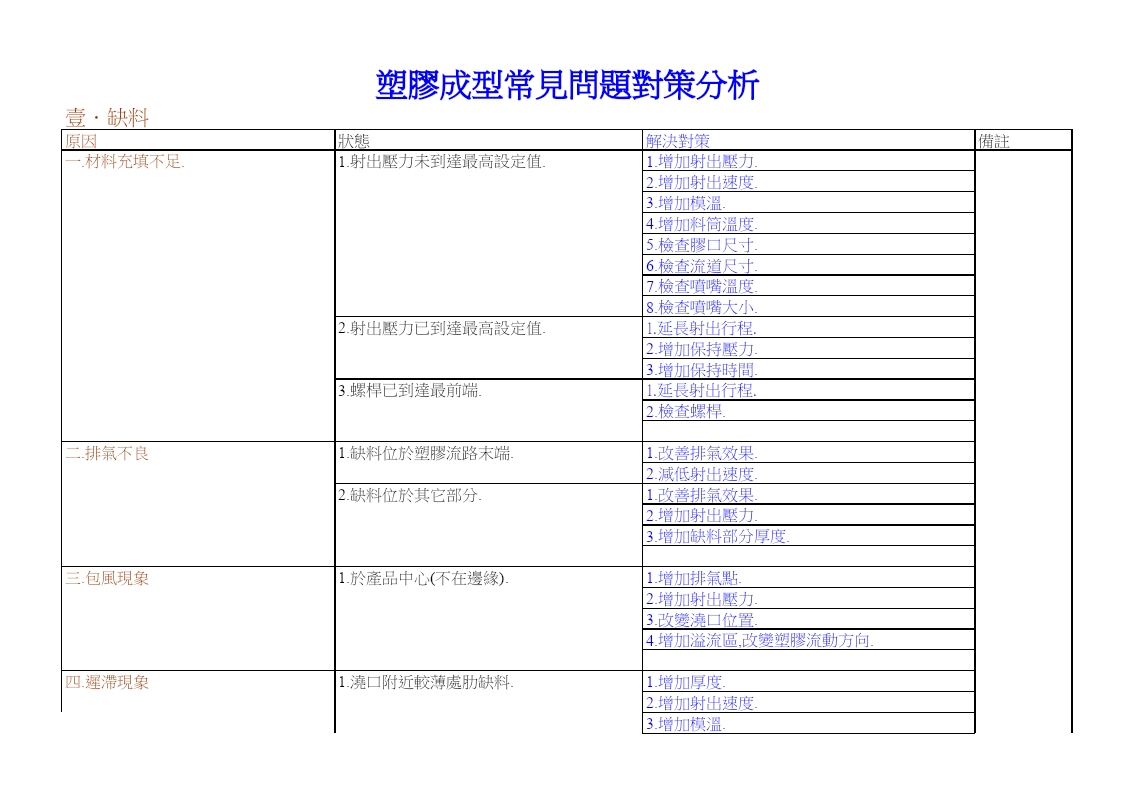
塑膠成型常見問題對策分析壹.缺料原因狀態解決對策備註一.材料充填不足.1.射出壓力未到達最高設定值.1.增加射出壓力.2.增加射出速度.3.增加模溫.4.增加料筒溫度.5.檢查膠口尺寸.6.檢查流道尺寸.7.檢查噴嘴溫度.8.檢查噴嘴大小.2.射出壓力已到達最高設定值.1.延長射出行程.2.增加保持壓力.3.增加保持時間.3.螺桿已到達最前端.1.延長射出行程.2.檢查螺桿.二.排氣不良1.缺料位於塑膠流路末端.1.改善排氣效果.2.減低射出速度.2.缺料位於其它部分.1.改善排氣效果.2.增加射出壓力.
塑胶射出成型问题的分析(B).ppt
..........................
塑胶成型常见问题对策分析.xls
塑膠成型常見問題對策分析壹.缺料原因狀態解決對策備註一.材料充填不足.1.射出壓力未到達最高設定值.1.增加射出壓力.2.增加射出速度.3.增加模溫.4.增加料筒溫度.5.檢查膠口尺寸.6.檢查流道尺寸.7.檢查噴嘴溫度.8.檢查噴嘴大小.2.射出壓力已到達最高設定值.1.延長射出行程.2.增加保持壓力.3.增加保持時間.3.螺桿已到達最前端.1.延長射出行程.2.檢查螺桿.二.排氣不良1.缺料位於塑膠流路末端.1.改善排氣效果.2.減低射出速度.2.缺料位於其它部分.1.改善排氣效果.2.增加射出壓力.
塑胶成型常见问题对策分析 (2).xls
塑膠成型常見問題對策分析壹.缺料原因狀態解決對策備註一.材料充填不足.1.射出壓力未到達最高設定值.1.增加射出壓力.2.增加射出速度.3.增加模溫.4.增加料筒溫度.5.檢查膠口尺寸.6.檢查流道尺寸.7.檢查噴嘴溫度.8.檢查噴嘴大小.2.射出壓力已到達最高設定值.1.延長射出行程.2.增加保持壓力.3.增加保持時間.3.螺桿已到達最前端.1.延長射出行程.2.檢查螺桿.二.排氣不良1.缺料位於塑膠流路末端.1.改善排氣效果.2.減低射出速度.2.缺料位於其它部分.1.改善排氣效果.2.增加射出壓力.

塑胶射出成型常见问题.ppt
塑膠射出成型之常見問題積風AirTrap壁厚不一澆口(Gate)位置不當流道(Runner)或/和澆口尺寸不當排氣不良成型時射速過高,產生噴流(Jetting),有可能捲氣成積風。發赤Blush乾燥不足模溫太低熔膠傳送系統(MeltDeliverySystem)有銳角存在冷料井(ColdSlugWell)太小澆口太小或進澆處型腔太薄熔膠溫度太低射速太快太高毛邊或廢邊Flash毛邊或廢邊Flash9.鎖模力(ClampForce)不足10.料管溫度太高或太低11.射壓過高12.保壓時間太長流痕FlowLin