
塑胶成型常见问题对策分析.xls

qw****27

1/1
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
塑胶成型常见问题对策分析.xls
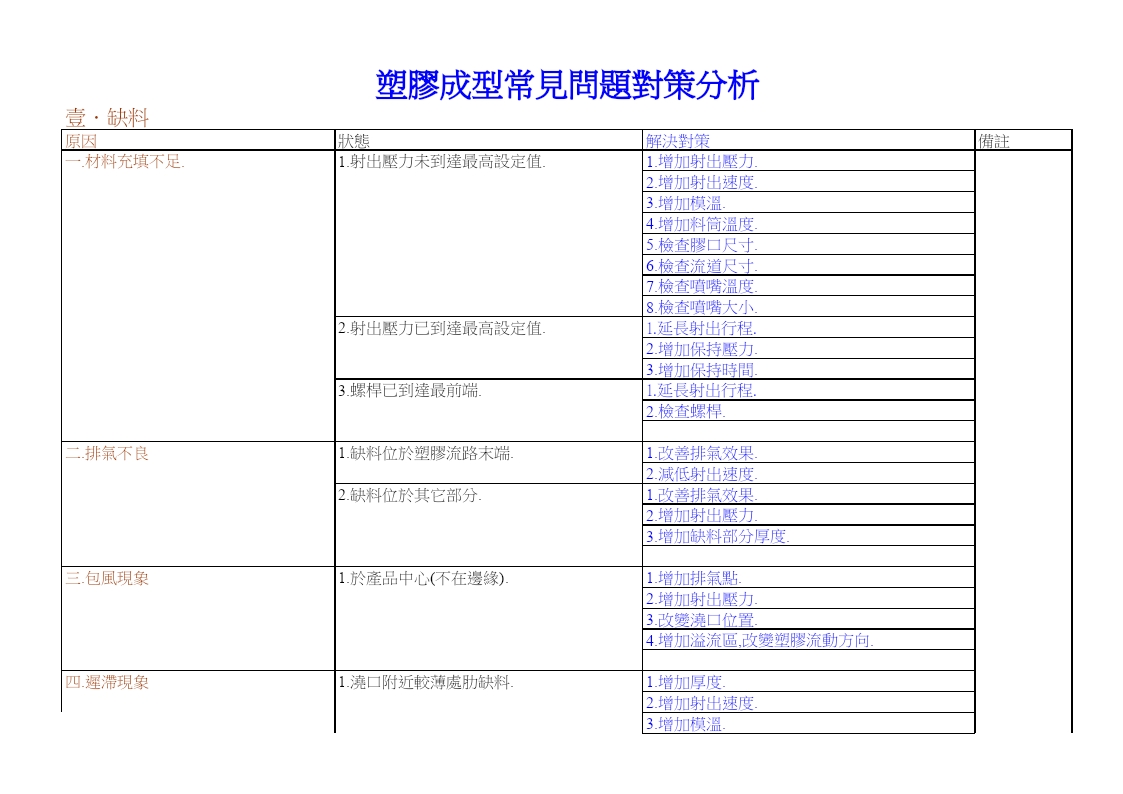
塑膠成型常見問題對策分析壹.缺料原因狀態解決對策備註一.材料充填不足.1.射出壓力未到達最高設定值.1.增加射出壓力.2.增加射出速度.3.增加模溫.4.增加料筒溫度.5.檢查膠口尺寸.6.檢查流道尺寸.7.檢查噴嘴溫度.8.檢查噴嘴大小.2.射出壓力已到達最高設定值.1.延長射出行程.2.增加保持壓力.3.增加保持時間.3.螺桿已到達最前端.1.延長射出行程.2.檢查螺桿.二.排氣不良1.缺料位於塑膠流路末端.1.改善排氣效果.2.減低射出速度.2.缺料位於其它部分.1.改善排氣效果.2.增加射出壓力.
塑胶成型常见问题对策分析 (2).xls
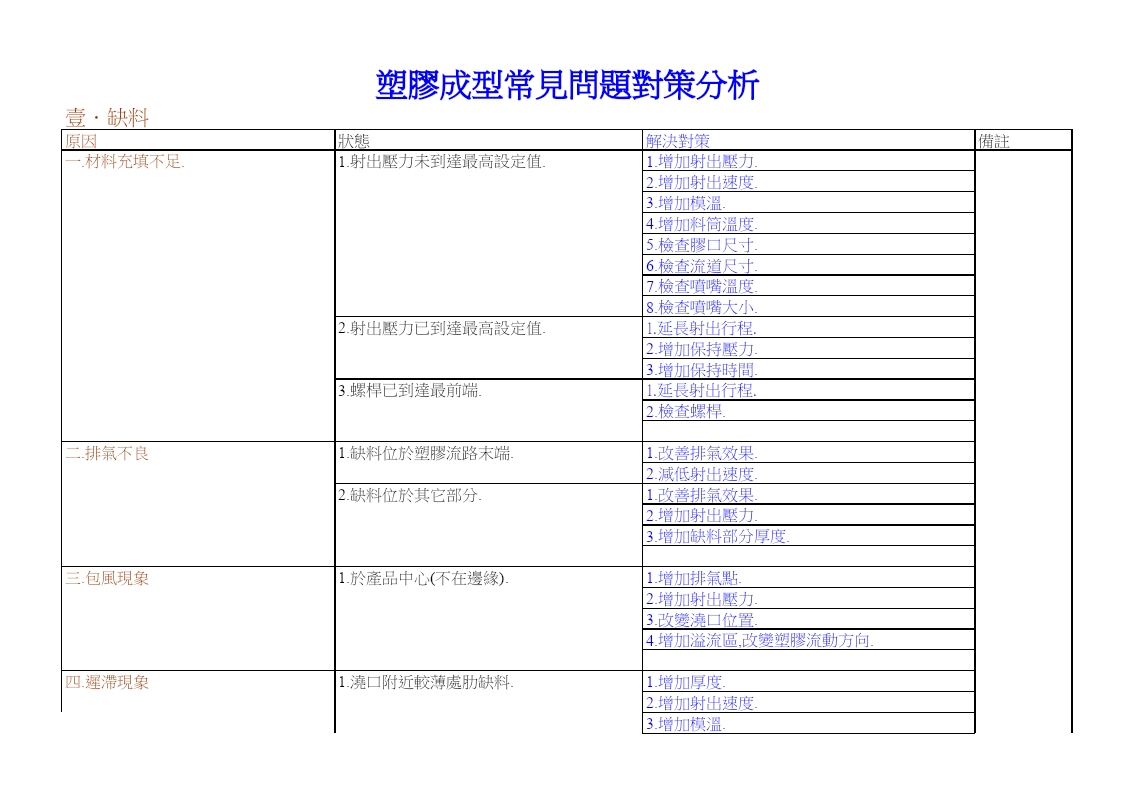
塑膠成型常見問題對策分析壹.缺料原因狀態解決對策備註一.材料充填不足.1.射出壓力未到達最高設定值.1.增加射出壓力.2.增加射出速度.3.增加模溫.4.增加料筒溫度.5.檢查膠口尺寸.6.檢查流道尺寸.7.檢查噴嘴溫度.8.檢查噴嘴大小.2.射出壓力已到達最高設定值.1.延長射出行程.2.增加保持壓力.3.增加保持時間.3.螺桿已到達最前端.1.延長射出行程.2.檢查螺桿.二.排氣不良1.缺料位於塑膠流路末端.1.改善排氣效果.2.減低射出速度.2.缺料位於其它部分.1.改善排氣效果.2.增加射出壓力.

塑胶射出成型常见问题和对策.ppt
以CAE的觀點看塑膠射出成型常見問題和對策徐昌煜歐磊科技股份有限公司Incompletelyfilledpartduetoentrapedair積風AirTrap製品1.壁厚差異太大,產生跑道效應(RaceTrackEffect)壁厚差異太大時,薄壁處塑流遲緩,熔膠循厚壁快速超前,有可能對模穴中空氣或氣體進行包抄,形成積風。CAE可以預測充填模式(FillingPattern)和可能的積風點。更改厚度分佈,使壁厚儘可能保持均一,以避免積風。積風AirTrap積風AirTrap積風AirTrap射出成型機射
塑胶产品注塑成型常见问题及改善对策.doc
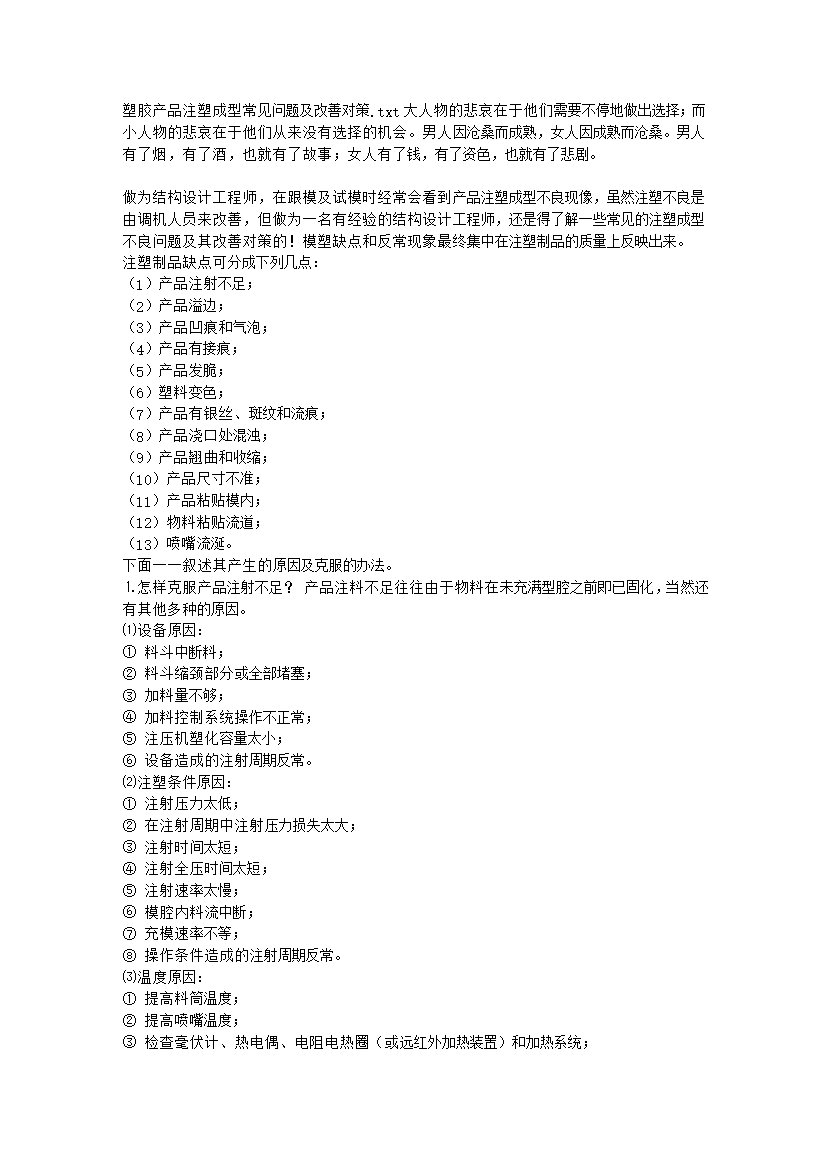
塑胶产品注塑成型常见问题及改善对策.txt大人物的悲哀在于他们需要不停地做出选择;而小人物的悲哀在于他们从来没有选择的机会。男人因沧桑而成熟女人因成熟而沧桑。男人有了烟有了酒也就有了故事;女人有了钱有了资色也就有了悲剧。做为结构设计工程师在跟模及试模时经常会看到产品注塑成型不良现像虽然注塑不良是由调机人员来改善但做为一名有经验的结构设计工程师还是得了解一些常见的注塑成型不良问题及其改善对策的!模塑缺点和反常现象最终集中在注塑制品的质量上反映出来。注塑制品缺点可分成下列几点:(1)产品注射不足;(2)产

塑胶产品注塑成型常见问题及改善对策.doc
塑胶产品注塑成型常见问题及改善对策.txt大人物的悲哀在于他们需要不停地做出选择;而小人物的悲哀在于他们从来没有选择的机会。男人因沧桑而成熟,女人因成熟而沧桑。男人有了烟,有了酒,也就有了故事;女人有了钱,有了资色,也就有了悲剧。做为结构设计工程师,在跟模及试模时经常会看到产品注塑成型不良现像,虽然注塑不良是由调机人员来改善,但做为一名有经验的结构设计工程师,还是得了解一些常见的注塑成型不良问题及其改善对策的!模塑缺点和反常现象最终集中在注塑制品的质量上反映出来。注塑制品缺点可分成下列几点:(1)产品注射