
塑胶射出成型常见问题.ppt

kp****93


1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共74页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

塑胶射出成型常见问题.ppt
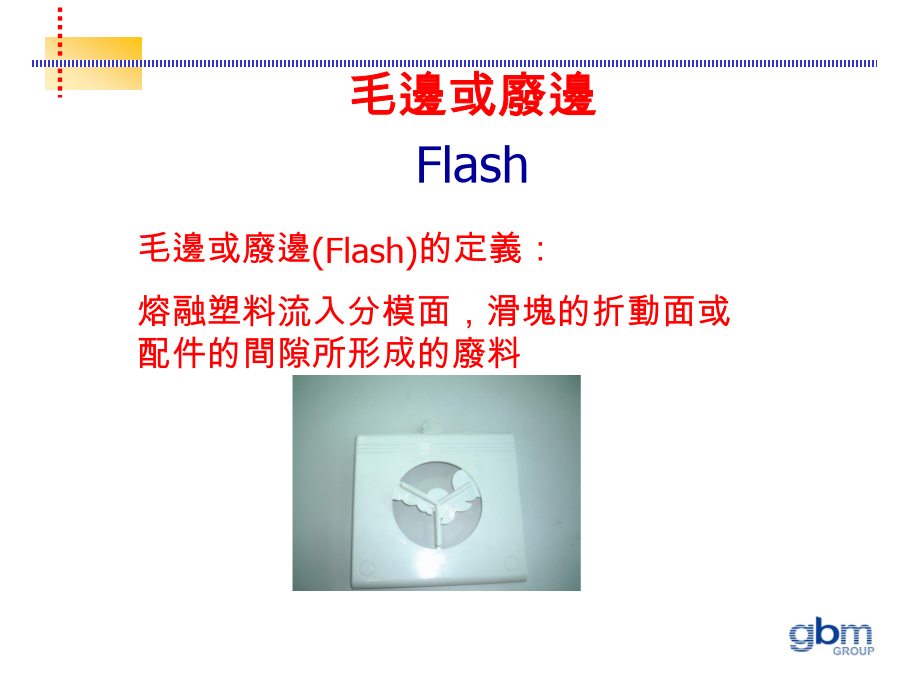
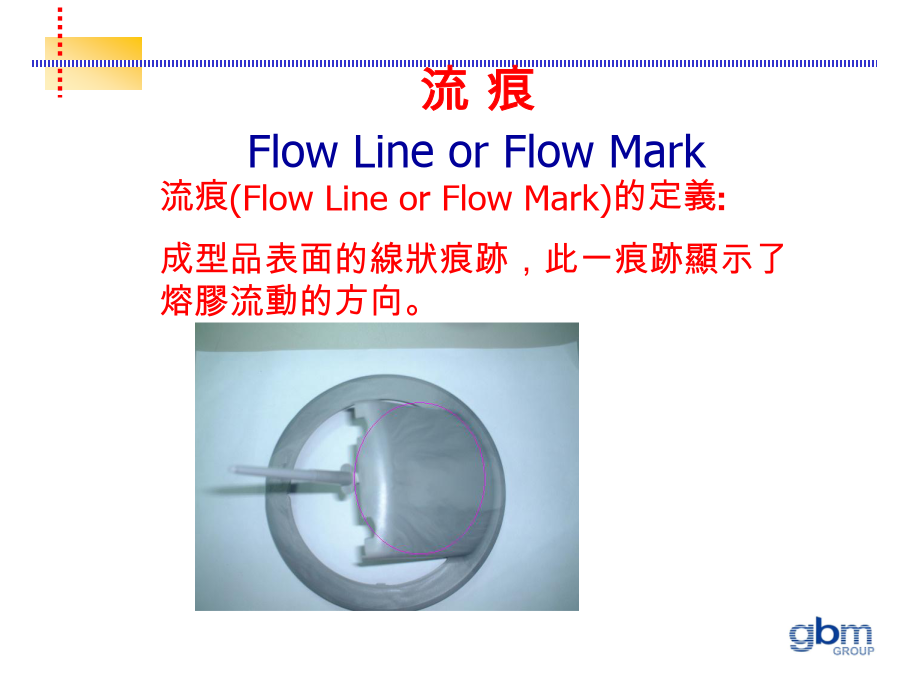
塑膠射出成型之常見問題積風AirTrap壁厚不一澆口(Gate)位置不當流道(Runner)或/和澆口尺寸不當排氣不良成型時射速過高,產生噴流(Jetting),有可能捲氣成積風。發赤Blush乾燥不足模溫太低熔膠傳送系統(MeltDeliverySystem)有銳角存在冷料井(ColdSlugWell)太小澆口太小或進澆處型腔太薄熔膠溫度太低射速太快太高毛邊或廢邊Flash毛邊或廢邊Flash9.鎖模力(ClampForce)不足10.料管溫度太高或太低11.射壓過高12.保壓時間太長流痕FlowLin

塑胶射出成型常见问题和对策.ppt
以CAE的觀點看塑膠射出成型常見問題和對策徐昌煜歐磊科技股份有限公司Incompletelyfilledpartduetoentrapedair積風AirTrap製品1.壁厚差異太大,產生跑道效應(RaceTrackEffect)壁厚差異太大時,薄壁處塑流遲緩,熔膠循厚壁快速超前,有可能對模穴中空氣或氣體進行包抄,形成積風。CAE可以預測充填模式(FillingPattern)和可能的積風點。更改厚度分佈,使壁厚儘可能保持均一,以避免積風。積風AirTrap積風AirTrap積風AirTrap射出成型機射

塑胶射出成型技术讲义(A).doc
塑胶射出成型技术讲义(A)目录一、塑膠成型旳種類→15分二、塑膠射出成型旳基本→30分三、成型品設計旳基本→30分四、塑膠射出成型經常遭遇旳問題→20分五、塑膠射出成型抱负化旳有關事項→20分六、导致問題旳有關因素→25分七、成型事故與對策→25分一、塑膠成型旳種類大多數旳成型都是將塑膠加熱熔融后,在模具中或經由模具以壓、抽、擠、滾、吹或吸而使之成為我們所要旳行狀l成型旳種類l射出成型InjectionMoldingl擠壓成型Extrusionl吹塑成型BlowMoldingl真空成型VacuumForm

塑胶射出成型技术讲义.ppt
塑膠射出成型技術講義(A)目錄一、塑膠成型的種類大多數的成型都是將塑膠加熱熔融后,在模具中或經由模具以壓、抽、擠、滾、吹或吸而使之成為我們所要的行狀。二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本三、成型品設計的基本三、成型品設計的基本三、成型品設計的基本三、成型品設計的基本三、成型品設計的基本四、塑膠射出成型經常遭遇的問題五、塑膠射出成型理想化的有關事項五、塑膠射出成型理想化的有關事項六、造成問題的有關原因六、造成問題

塑胶射出成型技术讲义A.ppt
目錄一、塑膠成型的種類大多數的成型都是將塑膠加熱熔融后,在模具中或經由模具以壓、抽、擠、滾、吹或吸而使之成為我們所要的行狀。二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本二、塑膠射出成型的基本三、成型品設計的基本三、成型品設計的基本三、成型品設計的基本三、成型品設計的基本三、成型品設計的基本四、塑膠射出成型經常遭遇的問題五、塑膠射出成型理想化的有關事項五、塑膠射出成型理想化的有關事項六、造成問題的有關原因六、造成問題的有關原因六、造成問題的有