
情境一冲压制品成型工艺及冲压成型设备.ppt

和蔼****娘子


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

情境一冲压制品成型工艺及冲压成型设备.ppt
1一、冲压基础知识通过这一部分的学习,使学生能够熟练掌握冲压产品的成形工艺、冲压成形设备的选择方法。教学内容:(1)冲压在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。(2)冲模在冲压加工中,将材料加工成零件(或半成品)的一种特殊工艺装备,称为冲压模具(俗称冲模)。(1)分离工序:冲压成形时,变形材料内部的应力超过强度极限σb,使材料发生断裂而产生分离,从而成形零件。表1-1冲压工序分类3.冲压模具分类4.对冲压材料的要求5.冲压设备的选用(2

冲压成型工艺.ppt
第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页冲压件与铸件的比较:弯曲模板料弯曲拉深1.swf2次拉深.swf拉深件实例.swf翻边.swf胀形.swf简单模.swf复合模.swf复合模1.swf连续模.swf复合模三维动画落料模

冲压成型工艺通用.ppt
第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页第页冲压件与铸件的比较:弯曲模板料弯曲拉深1.swf2次拉深.swf拉深件实例.swf翻边.swf胀形.swf简单模.swf复合模.swf复合模1.swf
冲压成型品的制造方法、冲压成型品以及冲压成型装置.pdf
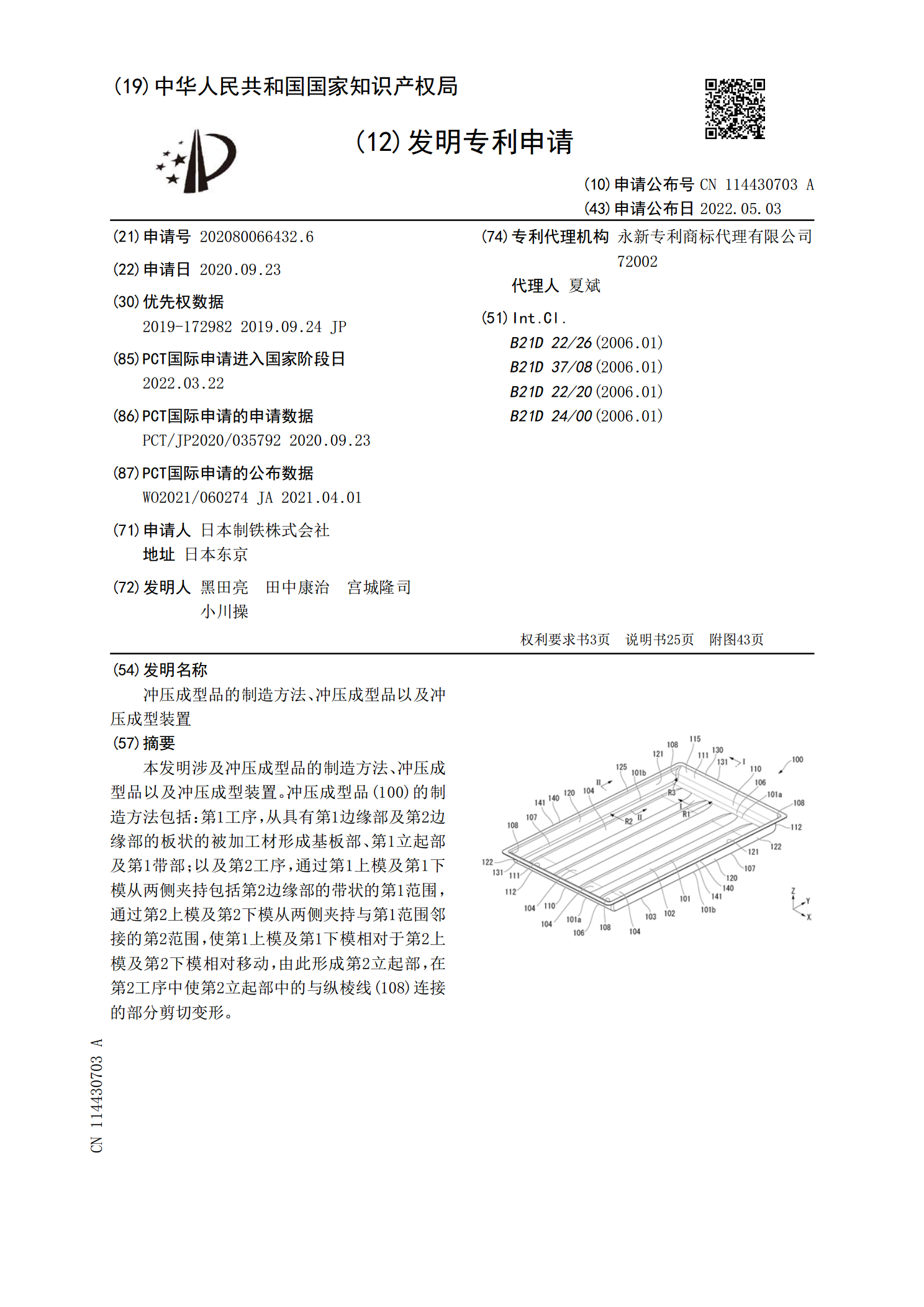
本发明涉及冲压成型品的制造方法、冲压成型品以及冲压成型装置。冲压成型品(100)的制造方法包括:第1工序,从具有第1边缘部及第2边缘部的板状的被加工材形成基板部、第1立起部及第1带部;以及第2工序,通过第1上模及第1下模从两侧夹持包括第2边缘部的带状的第1范围,通过第2上模及第2下模从两侧夹持与第1范围邻接的第2范围,使第1上模及第1下模相对于第2上模及第2下模相对移动,由此形成第2立起部,在第2工序中使第2立起部中的与纵棱线(108)连接的部分剪切变形。

冲压成型设备.doc
冲压与塑料成型设备第二章1、冲压用的压力机有哪几种类型?各有何特点?答:按工艺用途可分为通用压力机和专用压力机。通用压力机适用于多种工艺用途;专用压力机用途较为单一.按机身结构可分为开式压力机和闭式压力机。开式压力机的机身形状类似于英文字母C;闭式压力机机身左右两侧是封闭的,只能从前后两个方向接近模具操作空间较小,操作不太方便.2、曲柄压力机由哪几部分组成?答:曲柄压力机由以下几个部分组成:1)工作机构:其作用是将传动系统的旋转运动变换为滑块的往复直线运动。2)传动系统3)操作系统4)能源系统5)支承部件