
焊缝超声波探伤中缺陷性质的评估.pdf

as****16


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
焊缝超声波探伤中缺陷性质的评估.pdf
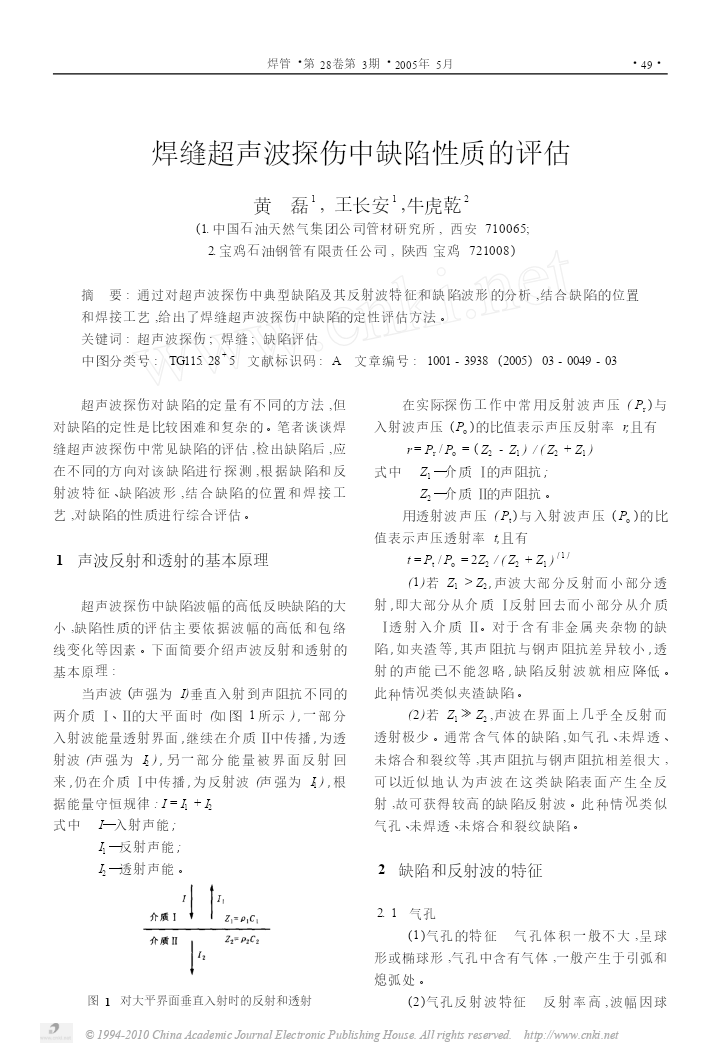
焊管·第28卷第3期·2005年5月·49·焊缝超声波探伤中缺陷性质的评估黄磊1,王长安1,牛虎乾2(1.中国石油天然气集团公司管材研究所,西安710065;2.宝鸡石油钢管有限责任公司,陕西宝鸡721008)摘要:通过对超声波探伤中典型缺陷及其反射波特征和缺陷波形的分析,结合缺陷的位置和焊接工艺,给出了焊缝超声波探伤中缺陷的定性评估方法。关键词:超声波探伤;焊缝;缺陷评估中图分类号:TG115.28+5文献标识码:A文章编号:1001-3938(2005)03-0049-03超声波探伤对缺陷的定量有不同

焊缝超声波探伤缺陷性质的判断.doc
焊缝超声波探伤缺陷性质的判断1.陷性质判断的适用范围本方法适用于A型脉冲反射法对焊缝进行超声检测缺陷定性。对余高磨平的焊缝,焊缝区域内的各种缺陷均可用本方法进行定性,对有余高的焊缝,只能对不包括余高的焊缝区域内的各种缺陷定性。对缺陷定性用探头应与规定的检测探头相同。缺陷性质判断依据焊缝超声波检测对缺陷定性依据为:工件结构与坡口形式;母材与焊材;焊接方法和焊接工艺;缺陷几何位置;缺陷最大反射回波高度;缺陷定向反射性;缺陷回波静态波形;缺陷回波动态波形。缺陷性质判断程序缺陷性质判断的程序如图1所示,具体程序为

焊缝超声波探伤缺陷性质的判断.doc
焊缝超声波探伤缺陷性质的判断1.陷性质判断的适用范围本方法适用于A型脉冲反射法对焊缝进行超声检测缺陷定性。对余高磨平的焊缝,焊缝区域内的各种缺陷均可用本方法进行定性,对有余高的焊缝,只能对不包括余高的焊缝区域内的各种缺陷定性。对缺陷定性用探头应与规定的检测探头相同。缺陷性质判断依据焊缝超声波检测对缺陷定性依据为:工件结构与坡口形式;母材与焊材;焊接方法和焊接工艺;缺陷几何位置;缺陷最大反射回波高度;缺陷定向反射性;缺陷回波静态波形;缺陷回波动态波形。缺陷性质判断程序缺陷性质判断的程序如图1所示,具体程序为
焊缝超声波探伤缺陷性质的判断.doc
焊缝超声波探伤缺陷性质的判断1.陷性质判断的适用范围本方法适用于A型脉冲反射法对焊缝进行超声检测缺陷定性。对余高磨平的焊缝,焊缝区域内的各种缺陷均可用本方法进行定性,对有余高的焊缝,只能对不包括余高的焊缝区域内的各种缺陷定性。对缺陷定性用探头应与规定的检测探头相同。缺陷性质判断依据焊缝超声波检测对缺陷定性依据为:工件结构与坡口形式;母材与焊材;焊接方法和焊接工艺;缺陷几何位置;缺陷最大反射回波高度;缺陷定向反射性;缺陷回波静态波形;缺陷回波动态波形。缺陷性质判断程序缺陷性质判断的程序如图1所示,具体程序为

焊缝超声波探伤.ppt
焊缝超声波探伤在焊缝探伤中,不但要求探伤人员具备熟练的超声波探伤技术,而且还要求探伤人员了解有关的焊接基础知识,如焊接接头型式、焊接坡口型式、焊接方法和焊接缺陷等。只有这样,探伤人员才能针对各种不同的焊缝,采用适当的探测方法,从而获得比较正确的探测结果。一、焊接加工及常见缺陷(一)、焊接加工1.焊接过程常用的焊接方法有手工电弧焊、埋弧自动焊、气体保护焊和电渣焊等。2.接头型式焊接接头形式主要有对接、角接、搭接和T型接头等几种。3.坡口形式V型、X型、U型、直边、单V型、K型。常见接头形式:4.坡口形式(二