
焊缝超声波探伤.ppt

天马****23


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊缝超声波探伤焊缝超声波探伤定位.docx
第四章焊缝超声波探伤第三节焊缝超声波探伤定位超声波探伤定位的方法是利用已知尺寸的试块(或工件)作为反射体来调节探伤仪的时间轴,然后根据反射波出现在时间轴上的位置,确定缺陷的位置。一、斜探头定位与直探头定位的区别纵波探伤时定位比较简单,如探测100mm厚的工件,可把底面回波调在10格,则每格代表工件中的声程(或垂直距离)为100/10=10(mm)。(因耦合层极薄,可忽略不计)。探伤时,若在6格出现缺陷波,则缺陷离工件表面的距离为6×10=60mm。图4–7横波探伤定位示意图横波探伤时的定位比较复杂(见图5

焊缝超声波探伤.doc
专业文档供参考,如有帮助请下载。专业文档供参考,如有帮助请下载。专业文档供参考,如有帮助请下载。焊缝手动超声波探伤锅炉压力容器和各种钢结构主要采用焊接方法制造。射线探伤和超声波探伤是对焊缝进行无损检测的主要方法。对于焊缝中的裂纹、未熔合等面状危害性缺陷,超声波比射线有更高的检出率。随着现代科技快速发展,技术进步。超声仪器数字化,探头品种类型增加,使得超声波检测工艺可以更加完善,检测技术更为成熟。但众所周知:超声波探伤中人为因素对检测结果影响甚大;工艺性强;故此对超声波检测人员的素质要求高。检测人员不仅要具

焊缝的超声波探伤.ppt
焊缝的超声波探伤汇报内容什么是超声波超声波特性超声波的波型超声波声速超声波的反射、折射、波形转换超声波的反射、折射、波形转换超声波的反射、折射、波形转换超声波探伤仪超声波探伤仪超声波探头超声波探头超声波探头参数表示超声波探伤用试块超声波探伤用试块超声波探伤用试块超声波探伤用试块距离-波幅(DAC)曲线绘制探测灵敏度的选定焊接接头类型焊接坡口形式常见焊接缺陷超声波探伤基本方法—直接接触法T探测面的修整耦合剂的选用探头(K值)角度的选择探头频率的选择检验等级检验等级检验等级探伤面及使用折射角探头移动方式探头移

焊缝超声波探伤.ppt
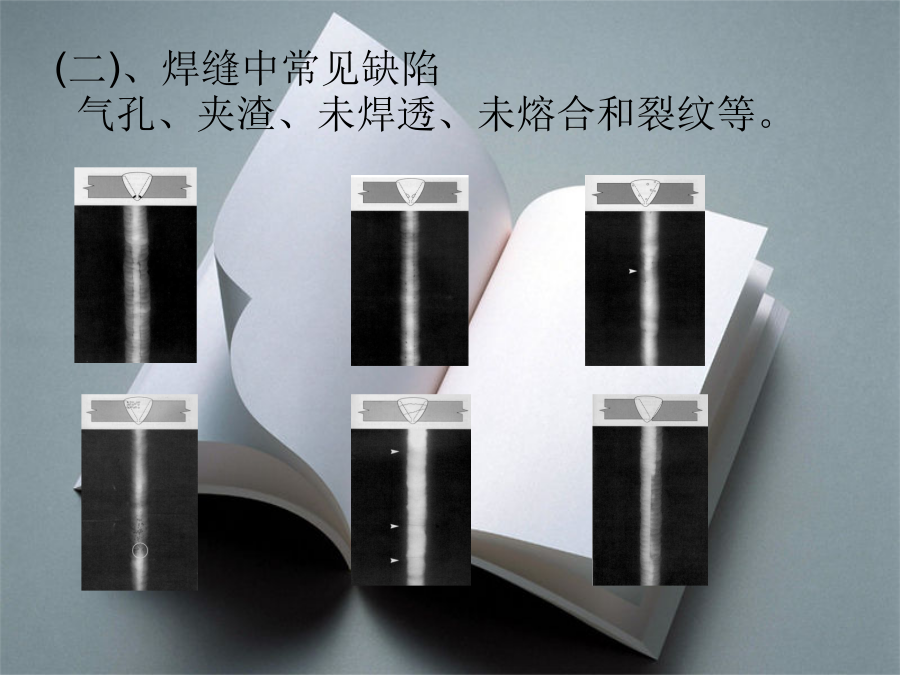
焊缝超声波探伤在焊缝探伤中,不但要求探伤人员具备熟练的超声波探伤技术,而且还要求探伤人员了解有关的焊接基础知识,如焊接接头型式、焊接坡口型式、焊接方法和焊接缺陷等。只有这样,探伤人员才能针对各种不同的焊缝,采用适当的探测方法,从而获得比较正确的探测结果。一、焊接加工及常见缺陷(一)、焊接加工1.焊接过程常用的焊接方法有手工电弧焊、埋弧自动焊、气体保护焊和电渣焊等。2.接头型式焊接接头形式主要有对接、角接、搭接和T型接头等几种。3.坡口形式V型、X型、U型、直边、单V型、K型。常见接头形式:4.坡口形式(二

焊缝的超声波探伤.ppt
焊缝的超声波探伤汇报内容什么是超声波超声波特性超声波的波型超声波声速超声波的反射、折射、波形转换超声波的反射、折射、波形转换超声波的反射、折射、波形转换超声波探伤仪超声波探伤仪超声波探头超声波探头超声波探头参数表示超声波探伤用试块超声波探伤用试块超声波探伤用试块超声波探伤用试块距离-波幅(DAC)曲线绘制探测灵敏度的选定焊接接头类型焊接坡口形式常见焊接缺陷超声波探伤基本方法—直接接触法T探测面的修整耦合剂的选用探头(K值)角度的选择探头频率的选择检验等级检验等级检验等级探伤面及使用折射角探头移动方式探头移