
埋弧焊焊接工艺.doc

qw****27


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

埋弧焊焊接工艺.doc
埋弧焊焊接工艺学习目标:1、能独立阅读“埋弧焊焊接工艺”工作任务单,明确任务要求,叙述个人任务要求。2、能根据任务要求和工艺简图,列举所需工机具和材料清单,准备工具,领取材料。3、能根据工艺要求完成焊接操作。4、能正确使用检验工具检测焊缝的质量和尺寸,并能根据记录数据分析焊接工艺参数对焊缝成型的影响。5、焊接完毕后清点工具,收集剩余材料,清理作业场地。6、工作总结和评价。建议课时:2课时教学步骤与内容:学习活动一:埋弧焊焊接工艺专业理论知识的学习(20分钟)学习活动二:明确工作任务(10分钟)学习活动三:

埋弧焊焊接工艺评定报告.doc
埋弧焊焊接工艺评定报告执行标准:GB/T9711.1-1997制造单位名称:霸州市华兴电力设备厂焊接工艺评定报告编号:HZ49-01焊接工艺指导书编号:HZ49-01焊接方法:埋弧焊机械化程度(手工、半自动、自动):自动验证方法:在一根钢管上画出不同区域分别采用不同内外焊电流、电压和焊接速度通过检验对比找出较好的工艺参数其他参数略。接头简图:母材:材料标准:GB709-88/GB709-88钢号:Q235B/Q235B类、组别号:1与类、组别号:1相焊厚度:8mm化学成分;C0.18S0.

WPS埋弧焊焊接工艺评定.docx
HNJH-WPS-2014-005焊接工艺规程(WPS)WeldingProcedurespecification自动埋弧焊单面坡口平对接焊Automaticsubmergedarcweldingsinglegrooveflatbuttwelding编制:Preparedby:HNJH-WPS-2014-005校对:Correctedby:TotalPages3Page1In-houseQCI批准ApprovedbyIn-houseQCI***HunanJinhaiSteelStructureCo.,Lt

WPS埋弧焊焊接工艺评定.pdf
HNJH-WPS-2023-005焊接工艺规程(WPS)WeldingProcedurespecification自动埋弧焊单面坡口平对接焊AutomaticsubmergedarcweldingsinglegrooveflatbuttweldingHNJH-WPS-2023-005Preparedby:校对:Correctedby:TotalPages3Page1In-houseQCI同意ApprovedbyIn-houseQCI***HunanJinhaiSteelStructureCo.
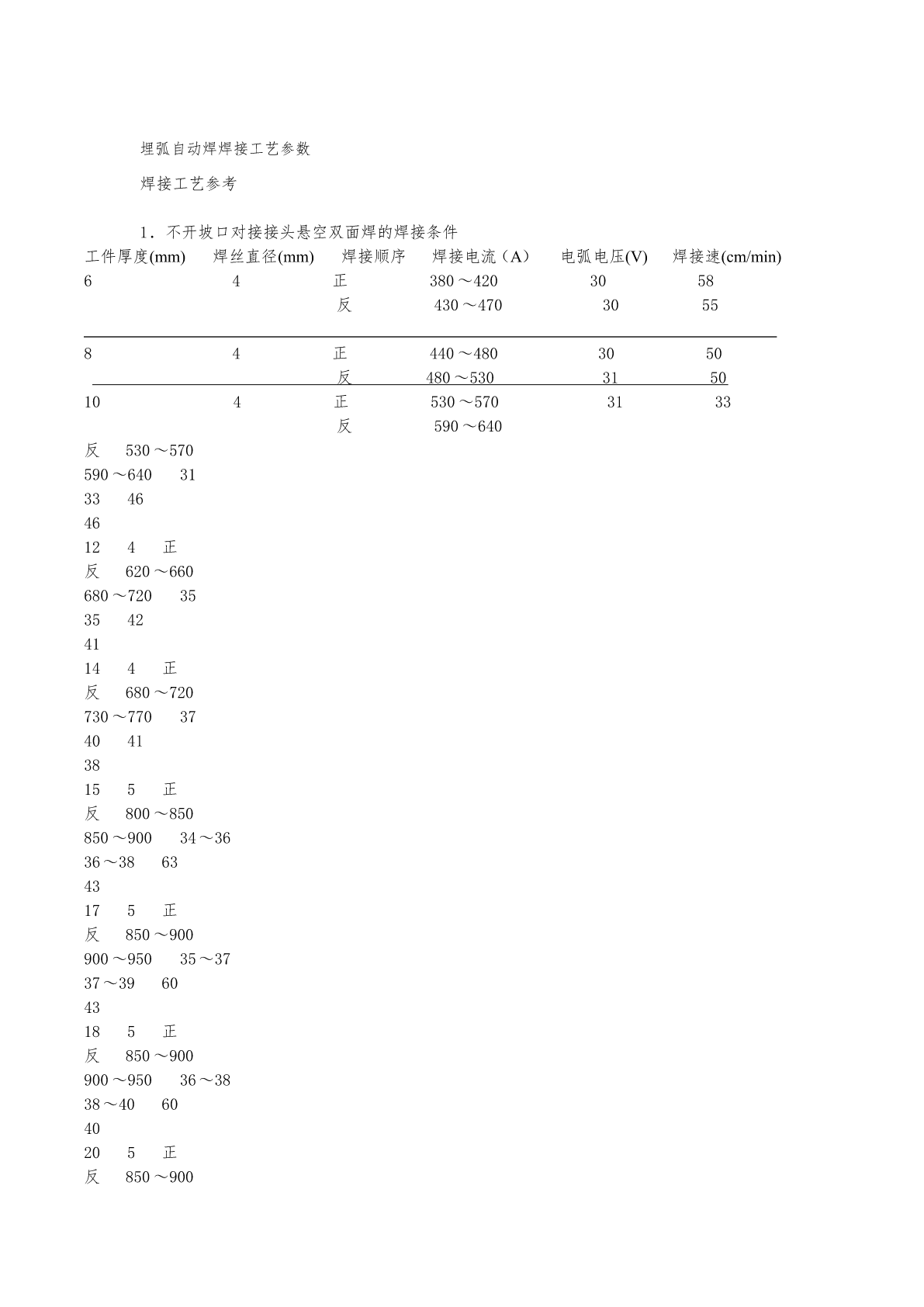
埋弧自动焊焊接工艺参数.pdf
埋弧自动焊焊接工艺参数焊接工艺参考1.不开坡口对接接头悬空双面焊的焊接条件工件厚度(mm)焊丝直径(mm)焊接顺序焊接电流(A)电弧电压(V)焊接速(cm/min)64正380~4203058反430~470305584正440~4803050反480~5303150104正530~5703133反590~640反530~570590~64031334646124正反620~660680~72035354241144正反680~720730~77037404138155正反800~850850~90034