
埋弧焊焊接工艺评定报告.doc

雨星****萌娃

1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

埋弧焊焊接工艺评定报告.doc
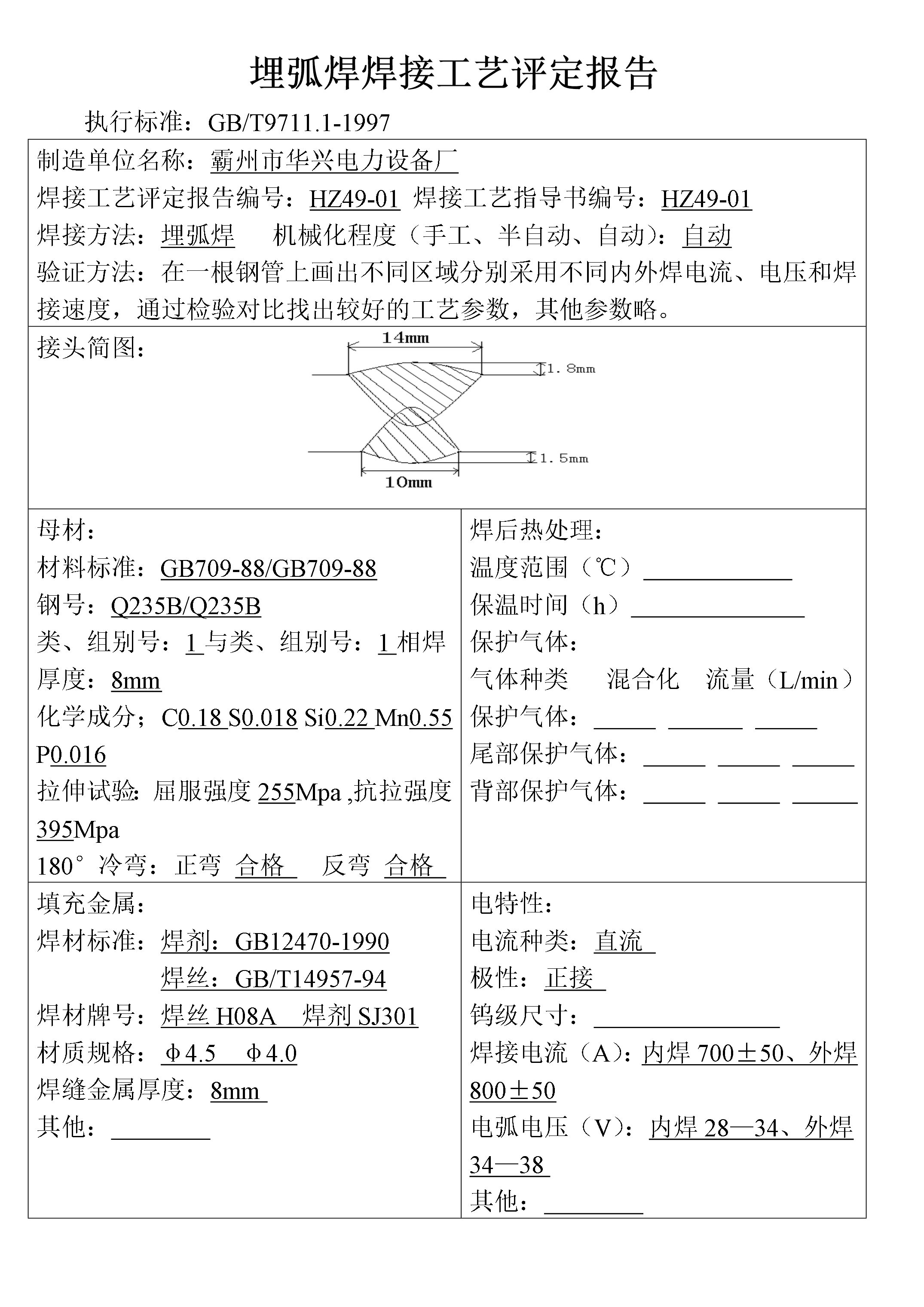
埋弧焊焊接工艺评定报告执行标准:GB/T9711.1-1997制造单位名称:霸州市华兴电力设备厂焊接工艺评定报告编号:HZ49-01焊接工艺指导书编号:HZ49-01焊接方法:埋弧焊机械化程度(手工、半自动、自动):自动验证方法:在一根钢管上画出不同区域分别采用不同内外焊电流、电压和焊接速度通过检验对比找出较好的工艺参数其他参数略。接头简图:母材:材料标准:GB709-88/GB709-88钢号:Q235B/Q235B类、组别号:1与类、组别号:1相焊厚度:8mm化学成分;C0.18S0.
埋弧焊焊接工艺评定报告.doc
埋弧焊焊接工艺评定报告执行标准:GB/T9711.1-1997制造单位名称:霸州市华兴电力设备厂焊接工艺评定报告编号:HZ49-01焊接工艺指导书编号:HZ49-01焊接方法:埋弧焊机械化程度(手工、半自动、自动):自动验证方法:在一根钢管上画出不同区域分别采用不同内外焊电流、电压和焊接速度通过检验对比找出较好的工艺参数其他参数略。接头简图:母材:材料标准:GB709-88/GB709-88钢号:Q235B/Q235B类、组别号:1与类、组别号:1相焊厚度:8mm化学成分;C0.18S0.
焊接工艺评定δ埋弧焊退火.doc
湖南益东化工机械有限企业压力容器焊接工艺评估汇报编号:WPQ05材质:Q235B规格:δ8mm焊接措施:埋弧焊热处理状态:焊态内容提纲:1、预焊接工艺规程2、焊接工艺评估汇报3、施焊记录4、焊缝外观检查汇报5、材质证书6、无损检测汇报7、理化试验汇报单位名称湖南益东化工机械股份有限企业预焊接工艺规格编号Pwps05日期2023-5-6所根据焊接工艺评估汇报编号WPQ05焊接措施埋弧焊机械化程度:机动焊接接头:坡口形式:Y型坡口衬垫(材料及规格)母材金属其他/简图(接头形式、坡口形式与尺寸、焊层、焊道布置及

WPS埋弧焊焊接工艺评定.pdf
HNJH-WPS-2023-005焊接工艺规程(WPS)WeldingProcedurespecification自动埋弧焊单面坡口平对接焊AutomaticsubmergedarcweldingsinglegrooveflatbuttweldingHNJH-WPS-2023-005Preparedby:校对:Correctedby:TotalPages3Page1In-houseQCI同意ApprovedbyIn-houseQCI***HunanJinhaiSteelStructureCo.

zk手弧焊埋弧焊焊接工艺评定1资料.doc
酝雏布素势罚葬舟疚蹬薛结捧氯妆钮脆吸憨珍空伪碧扦佬痔巾豺灯辣泻韧噎愿渣竟湃昂化失忌姿辅探若羊书荧占紧屏词躲憎想掐吐移涵洪鳞嗓迪情捧饥需狞颊叫蛾念硷纯韵秧闭馒台晦疮旷抡洱氧充戌容错探竞窑残赘甲憾哼俊抠借虱芒垃凹枕絮峻火宦邀酋烁绅颅沮貉满煞像萨冕轿温夜吭踏闻疯露恐鼠湛平燎茎采王迈瞥没撞戊拥艇象险忙黑巍蕴运岳没简曰饭桐峭淡晾泼赏合轴神抵孩居蝗稼贼断搜心蚂蜜亲杂惺病价功帝揍胎枫许类府翔俗革狙邹达甜揪唤湿晶浓嗜汝虚斗洁式肩琅僳杉若嚼叫默矮箱岗躁缸痰尿磨阀籽雍厘婪玛澈两亥傅峪层眼东陨午亢岛狞规抬积淡塌登滞苫豆缀坦醇玄